燃气轮机叶片打孔方法和燃气轮机叶片打孔系统
文献发布时间:2023-06-19 13:46:35
技术领域
本发明属于机加工领域,特别是一种燃气轮机叶片打孔方法和燃气轮机叶片打孔系统。
背景技术
燃气轮机作为大型动力装置,广泛应用于发电、船舶、航空航天等工业领域,其主要性能指标为系统循环热效率和输出功率,它们均随涡轮转子燃气进口温度(Rotor InletTemperature,简称RIT)的增加而增加。先进燃气轮机为追求高“推力重量比”,不断提高涡轮进口温度,使得燃气轮机如叶片等热端部件的工作条件越来越苛刻,它们长期处于高温氧化性和热腐蚀性的气氛中,这就要求燃气轮机叶片在高温环境下具有持久强度、较好的抗疲劳强度、持久塑性特性、抗高温氧化以及耐热腐蚀性能等特点。然而传统的打孔方式中,采用刀片接触挤压的方式对叶片进行打孔,容易造成强化后的叶片变形、崩边以及残留机械应力,影响叶片的形状及疲劳强度等性能。
发明内容
本发明的目的在于改善现有技术的缺点,提供一种燃气轮机叶片打孔方法和燃气轮机叶片打孔系统,可以避免叶片变形以及应力集中。
其技术方案如下:
燃气轮机叶片打孔方法包括如下步骤,
叶片在清洗机中漂洗、达到漂洗要求后,取出叶片并对叶片进行烘干;对叶片进行三维视觉系统的扫描,收集叶片的三维数据;处理器接收三维视觉系统扫描的三维数据;处理器将三维数据处理后输入叶片夹具,叶片夹具抓取叶片,并调控叶片方向和位置;激光器对叶片夹具上的叶片进行旋切打孔;打孔后的叶片在惰性气体中进行回火处理;完成叶片的打孔,将叶片转移至气相化学沉积装置内,对叶片表面掺铝。
在其中一个实施例中,三维视觉系统对叶片的表面轮廓数据采集,处理器接受到扫描的轮廓数据进行处理。
在其中一个实施例中,叶片为空心叶片;叶片夹具采用机械臂,机械臂接收到处理器发送工作信号,工作信号包括叶片三维数据和激光器数据;机械臂根据工作信号进行移动,调整叶片的方向和位置。
在其中一个实施例中,机械臂采用六轴机械臂,并通过六轴机械臂调整叶片所处的方向和位置。
在其中一个实施例中,调整叶片,直至叶片打孔位置距离激光器透镜中心的距离保持一致,或相差小于一厘米。
在其中一个实施例中,夹持好叶片并调整叶片方向和位置后,移动机械臂直至激光器的光斑焦点落在叶片表面。
在其中一个实施例中,所述清洗机采用超声波清洗机,对叶片烘干处理后,再对叶片进行三维视觉系统的扫描,收集叶片的三维数据。
在其中一个实施例中,叶片采用镍基合金叶片;完成叶片的打孔后;将叶片置于惰性气氛炉内,进行回火处理;将回火处理后的叶片,放置于气相化学沉积装置内,进行高温掺铝。
在其中一个实施例中,气相化学沉积装置包括气体发生炉和高温掺铝炉;泵体对气相化学沉积装置抽正空,当气相化学沉积装置内的真空度达到0.01Pa至0.1Pa;加热气体发生炉和高温掺铝炉;气体发生炉温度达到380℃至400℃,高温掺铝炉达到1050℃至1200℃,通入HCl+N
燃气轮机叶片打孔系统包括,
清洗机,用于清洗叶片;
三维视觉系统,用于扫描叶片,获取叶片的三维数据;
处理器,用于接收数据,处理数据和发送数据;
激光器,用于激光切割叶片,在叶片上打孔;
气相化学沉积装置,用于叶片表面掺铝。
本发明所提供的技术方案具有以下的优点及效果:
此处利用清洗机对叶片清洗,将叶片表面的污迹清除,例如将灰尘、油迹等清除,清洗后需要烘干,避免水滴的残留,影响后续的三维视觉系统的扫描的三维数据。通过扫描获取叶片的三维数据,然后通过该三维数据被处理器收集,处理器整理后,输入叶片夹具,叶片夹具根据处理器发送的三维数据调整好方向方便加工,具体通过激光旋切打孔,可以精准打孔,而且有没有机械力的存在,所以可以减少叶片的变形,以及降低叶片的应力集中问题。不仅如此在加工出孔后,还将叶片回火处理将叶片的应力进一步消除。而叶片在使用时是处于高温状态,所以为了提高抗高温氧化,以及耐腐蚀性能,在回火后再进行掺铝工艺,使得叶片表面可以抗高温氧化和耐腐蚀性能大幅增强。
附图说明
此处的附图,示出了本发明所述技术方案的具体实例,并与具体实施方式构成说明书的一部分,用于解释本发明的技术方案、原理及效果。
除非特别说明或另有定义,不同附图中,相同的附图标记代表相同或相似的技术特征,对于相同或相似的技术特征,也可能会采用不同的附图标记进行表示。
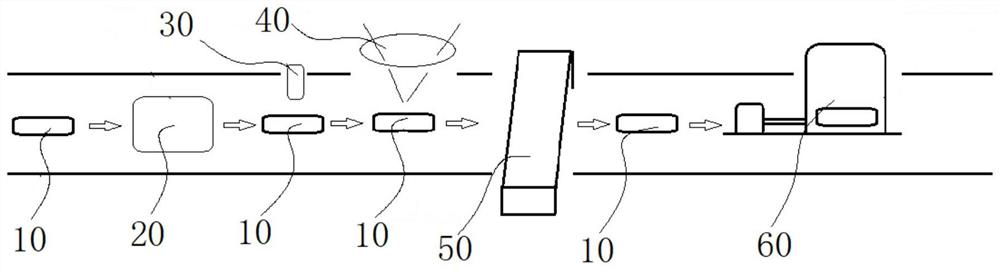
图1是本发明实施例的工艺原理图。
附图标记说明:
10、叶片;20、清洗机;30、三维视觉系统;40、激光器;50、惰性气氛炉;60、气相化学沉积装置。
具体实施方式
为了便于理解本发明,下面将参照说明书附图对本发明的具体实施例进行更详细的描述。
除非特别说明或另有定义,本文所使用的所有技术和科学术语与所属技术领域的技术人员通常理解的含义相同。在结合本发明的技术方案以现实的场景的情况下,本文所使用的所有技术和科学术语也可以具有与实现本发明的技术方案的目的相对应的含义。
除非特别说明或另有定义,本文所使用的“第一、第二…”仅仅是用于对名称的区分,不代表具体的数量或顺序。
除非特别说明或另有定义,本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
需要说明的是,当元件被认为“固定于”另一个元件,它可以是直接固定在另一个元件上,也可以是存在居中的元件;当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件,也可以是同时存在居中元件;当一个元件被认为是“安装在”另一个元件,它可以是直接安装在另一个元件,也可以是同时存在居中元件。当一个元件被认为是“设在”另一个元件,它可以是直接设在另一个元件,也可以是同时存在居中元件。
在本实施例中,叶片10采用718镍基合金制成,具体此处为空心叶片10。
如图1所示,燃气轮机叶片打孔方法,包括如下步骤,叶片10在清洗机20中漂洗、达到漂洗要求后,取出叶片10并对叶片10进行烘干;对叶片10进行三维视觉系统30的扫描,收集叶片10的三维数据;处理器接收三维视觉系统30扫描的三维数据;处理器将三维数据处理后输入叶片夹具,叶片夹具抓取叶片10,并调控叶片10方向和位置;激光器40对叶片夹具上的叶片10进行旋切打孔;打孔后的叶片10在惰性气体中进行回火处理;完成叶片10的打孔,将叶片10转移至气相化学沉积装置60内,对叶片10表面掺铝。
此处利用清洗机20对叶片10清洗,将叶片10表面的污迹清除,例如将灰尘、油迹等清除,清洗后需要烘干,避免水滴的残留,影响后续的三维视觉系统30的扫描的三维数据。通过扫描获取叶片10的三维数据,然后通过该三维数据被处理器收集,处理器整理后,输入叶片夹具,叶片夹具根据处理器发送的三维数据调整好方向方便加工,具体通过激光旋切打孔,可以精准打孔,而且有没有机械力的存在,所以可以减少叶片10的变形,以及降低叶片10的应力集中问题。不仅如此在加工出孔后,还将叶片10回火处理将叶片10的应力进一步消除。而叶片10在使用时是处于高温状态,所以为了提高抗高温氧化,以及耐腐蚀性能,在回火后再进行掺铝工艺,使得叶片10表面可以抗高温氧化和耐腐蚀性能大幅增强。
在回火处理是有问题和时间要求,例如本实施例中718镍基合金的叶片10,放入惰性气氛炉50内260℃回火处理两小时。在其他实施例中,如304镍基合金的叶片10,放入惰性气氛炉50内180℃回火处理三小时;又如316L镍基合金的叶片10,放入惰性气氛炉50内320℃回火处理两小时。
三维视觉系统30对叶片10的表面轮廓数据采集,处理器接受到扫描的轮廓数据进行处理。此处获取的数据通过扫面叶片10的表现,实时获取叶片10的外形和轮廓数据,方便后续的工艺加工。
其中,叶片夹具采用机械臂,机械臂接收到处理器发送工作信号,工作信号包括叶片10三维数据和激光器40数据;机械臂根据工作信号进行移动,调整叶片10的方向和位置。机械臂可以适用多种形状外形,适用性强,而且自由度高,可以实现多角度多方向的变换。
其中,调整叶片10,直至叶片10打孔位置距离激光器40透镜中心的距离保持一致,或相差小于一厘米。激光器40透射中心即为光线的发射中心,其光斑的焦点距离该透镜中心的距离是不变的。然后夹持好叶片10并调整叶片10方向和位置后,移动机械臂直至激光器40的光斑焦点落在叶片10表面。光斑焦点即为切割的作用位置,其中,通过光斑焦点切割叶片10。加工完其中一个孔后,通过移动光斑焦点的位置,到第二个打孔位置,此时无需对叶片10位置重新调整,保证了加工的一致性。
具体地,机械臂采用六轴机械臂,并通过六轴机械臂调整叶片10所处的方向和位置。
此处针对空心叶片10进行加工,只需要对表面的一层切割,完成开孔即可。由于是空心的叶片10,所以光斑焦点在切割时只对光斑焦点有切割作用,所以一旦距离发生变化,光斑的焦点就涣散,所以对于空心的叶片10另一侧不会起到加工作用,所以不用考虑切割到叶片10的另一部分。
所述清洗机20采用超声波清洗机20,对叶片10烘干处理后,再对叶片10进行三维视觉系统30的扫描,收集叶片10的三维数据。
其中激光器40采用皮秒或飞秒激光器40加工。
具体地,完成叶片10的打孔后;将叶片10置于惰性气氛炉50内,进行回火处理;将回火处理后的叶片10,放置于气相化学沉积装置60内,进行高温掺铝。
其中,气相化学沉积装置60包括气体发生炉和高温掺铝炉;
进一步地,泵体对气相化学沉积装置60抽正空,当气相化学沉积装置60内的真空度达到0.01Pa至0.1Pa;
加热气体发生炉和高温掺铝炉;
气体发生炉温度达到380℃至400℃,高温掺铝炉达到1050℃至1200℃,通入HCl+N
AlCl
气体发生炉和高温掺铝炉保温三小时以上;
停止加热,完成叶片10掺铝加工。
此时的Ni-Al强化层可以起到很高的抗高温氧化作用,以及耐热腐蚀。
燃气轮机叶片10打孔系统包括,清洗机20,用于清洗叶片10;三维视觉系统30,用于扫描叶片10,获取叶片10的三维数据;处理器,用于接收数据,处理数据和发送数据;激光器40,用于激光切割叶片10,在叶片10上打孔;气相化学沉积装置60,用于叶片10表面掺铝。
引用图纸说明时,是对出现的新特征进行说明;为了避免重复引用图纸导致描述不够简洁,在表述清楚的情况下已描述的特征,图纸不再一一引用。
以上实施例的目的,是对本发明的技术方案进行示例性的再现与推导,并以此完整的描述本发明的技术方案、目的及效果,其目的是使公众对本发明的公开内容的理解更加透彻、全面,并不以此限定本发明的保护范围。
以上实施例也并非是基于本发明的穷尽性列举,在此之外,还可以存在多个未列出的其他实施方式。在不违反本发明构思的基础上所作的任何替换与改进,均属本发明的保护范围。