手提袋穿绳机
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及手提袋加工设备领域,尤其涉及一种手提袋穿绳机。
背景技术
手提袋是最常用的一种容纳物品的袋子,其上一般设有提手供使用者拎。提手的结构包括粘结于袋体上的同质提手和手提绳两种,手提绳需要在袋体上开设手提孔,将绳子两端插入。传统作为手工加工,人力耗费巨大,效率低下。近年国内有多款机械穿绳设备,以机械穿绳取代部分人工,完成穿绳工序。
比如国内专利号CN201410170545.7所公开的一种手提绳穿绳机构,具有一定的自动穿绳能力,但是,其设备并非是全自动、能够自动完成所有工序的机器,而是仍然需要部分人工介入,更主要的是,其穿绳的要求较高,对袋子大小、穿绳孔位置、手提绳均有较高要求,尤其是难以调整穿绳孔位,其穿绳的过程中故障率也较高。
目前世界上同类穿绳机产品都达不到客户的需求,结构较简单,设计不合理,效率低下,效率稍微高一点的废品率太高,且自动化程度较低,几乎都是靠人工调节,更换尺寸也不方便,调整对位就需要半天时间,
本申请希望公开的穿绳机能够显著提高自动化水平,希望能够方便调整穿绳孔位置,显著降低故障率。
发明内容
本发明的目的在于克服上述传统技术的不足之处,提供一种能够显著提高自动化水平、能够方便调整穿绳孔位置并能够显著降低故障的手提袋穿绳机。
本发明的目的是通过以下技术措施来达到的:
一种手提袋穿绳机,包括:
纸袋储料装置,所述纸袋储料装置放置并夹紧整齐排列的纸袋;
取料机械手,所述取料机械手将纸袋从纸袋储料装置传递给转换装置;
转换装置,所述转换装置将纸袋调节到需要的高度后传递给两组移动机械手;
移动机械手,所述移动机械手传递纸袋给纸袋成型上料装置;
纸袋成型上料装置,所述纸袋成型上料装置將纸袋撑开并移动传递给旋转工位;
旋转工位,旋转工位包括旋转模组、若干个夹持模组、若干个打孔模组和若干个穿绳模组,所述夹持模组安装于旋转模组上,若干个打孔模组两两相对安置于旋转模组两侧并与夹持模组位置对应设置,若干个穿绳模组两两相对安置于旋转模组两侧并与夹持模组位置对应设置,所述夹持模组用于夹住撑开的纸袋并使其定位,所述旋转模组旋转夹持模组至打孔模组或穿绳模组对应位置,所述打孔模组用以将纸袋打出绳孔,所述穿绳模组将提绳端部插入纸袋打好的绳孔;
收料模组,所述收料模组将穿绳后的纸袋转移至收料传送带。
所述纸袋储料装置包括储料机架、纸袋挡板、调整挡板、张紧挡板、张紧电机和张紧滑轨,所述纸袋挡板、调整挡板和张紧滑轨平行设置,所述纸袋挡板和调整挡板之间构成纸袋进料通道,所述张紧挡板垂直纸袋挡板设置,所述张紧挡板滑动安装于张紧滑轨上并被张紧电机驱动沿滑轨运动。
所述取料机械手包括若干个吸盘、吸盘安装板、吸盘第一滑移装置、吸盘第二滑移装置和取料机械手安装板,所述吸盘第二滑移装置安装于取料机械手安装板上,所述吸盘第一滑移装置安装于吸盘第二滑移装置上并且两者垂直设置,所述吸盘安装板安装于吸盘第一滑移装置上,所述若干个吸盘安装于吸盘安装板上,所述吸盘第二滑移装置驱动吸盘第一滑移装置沿其轨道方向移动,所述吸盘第一滑移装置驱动吸盘安装板和吸盘沿其轨道方向移动。
所述转换装置包括转换安装板、竖向移动系统、两个转换机械手、转换机械手安装架和若干个转换夹爪,所述两个转换机械手对称安装于转换机械手安装架上,所述竖向移动系统包括竖向驱动电机、竖向导向槽和竖向移动轴,所述竖向驱动电机驱动竖向移动轴沿竖向导向槽竖向移动,所述竖向导向槽设置于转换安装板上,所述竖向移动轴安装于转换机械手安装架上,所述竖向移动系统通过驱动转换机械手安装架上下运动带动两个转换机械手上下运动,所述转换机械手包括转换机械手气缸和两个夹持手臂,所述转换气缸驱动夹持手臂相对运动夹持纸袋。若干个所述转换夹爪构成纸袋转换夹持通道。附图中未示出竖向移动系统的驱动电机。
所述移动机械手包括移动机械手安装板、移动机械手驱动系统、若干个移动夹爪和移动夹爪安装板,若干个所述移动夹爪安装于移动夹爪安装板上并两两相对设置,两两相对设置的移动夹爪构成纸袋夹持通道,所述移动机械手驱动系统安装于移动机械手安装板上,所述移动机械手驱动系统驱动移动夹爪和移动夹爪安装板沿其轨道方向移动。
所述纸袋成型上料装置包括两个相对设置的纸袋成型上料模块,纸袋成型上料模块包括上料安装板、上料驱动系统、上料导轨副、上料吸盘和上料吸盘安装架,所述上料吸盘安装于上料吸盘安装架上,所述上料吸盘安装架安装于上料导轨副上,所述上料导轨副安装于上料安装板上,所述上料驱动系统驱动上料导轨副上的上料吸盘安装架运动。
旋转工位,旋转工位包括前端安装框架、后端安装框架、旋转模组、两组夹持模组、两组拉绳机械手、两组打孔模组和两组穿绳模组,所述夹持模组安装于旋转模组上并位于前端安装框架和后端安装框架之间,前端安装框架上安装一组拉绳机械手、一组打孔模组和一组穿绳模组,后端安装框架上安装一组拉绳机械手、一组打孔模组和一组穿绳模组,两组打孔模组两两相对设置并与一组夹持模组位置对应设置,两组穿绳模组两两相对设置并与另一组夹持模组位置对应设置,所述夹持模组用于夹住撑开的纸袋并使其定位,所述旋转模组旋转夹持模组至打孔模组或穿绳模组对应位置,所述打孔模组用以将纸袋打出绳孔,所述穿绳模组将提绳端部插入纸袋打好的绳孔。
所述旋转模组包括夹持安装框架、旋转驱动电机模块和旋转轴,两组所述夹持模组分置于夹持安装框架两面并对称安装,所述旋转轴安装于夹持安装框架中间位置,旋转驱动电机模块包括旋转电机和分割器,所述旋转电机通过分割器连接旋转轴并驱动旋转轴和夹持安装框架整体旋转。
所述夹持模组包括四组夹持机械手、夹持安装座、夹持移动驱动装置和夹持安装板,所述夹持移动驱动装置包括夹持驱动电机、齿轮齿条相对移动装置和夹持滑轨装置,每两组夹持机械手安装于一个夹持安装座上,两个所述夹持安装座通过夹持滑轨装置对称安装于夹持安装板上,齿轮齿条相对移动装置包括两根相对设置的夹持组齿条和位于两根夹持组齿条中间并与两根夹持组齿条啮合传动的夹持组齿轮,每根夹持组齿条与一个夹持安装座固定连接,所述夹持驱动电机与夹持组齿轮传动连接,所述夹持驱动电机通过齿轮齿条相对移动装置驱动两个夹持安装座和四组夹持机械手相对中间位置移动,四组所述夹持机械手移动至分别对应纸袋四个穿绳孔位置,用以夹住纸袋进行固定后打孔和穿绳。附图中未示出夹持驱动电机与齿轮。
所述打孔模组包括打孔模组安装板、打孔进给调整模组、两个打孔机械手和打孔调整模组,所述打孔调整模组和打孔进给调整模组均安装于打孔模组安装板上,所述打孔调整模组包括打孔位置调整电机、与打孔位置调整电机输出轴连接的打孔调整滚珠丝杠副和打孔位置调整导轨副,打孔机械手安装于打孔调整滚珠丝杠副和打孔位置调整导轨副上,所述打孔位置调整电机驱动打孔调整滚珠丝杠副使两个打孔机械手沿打孔位置调整导轨副的导轨方向滑动改变位置,所述打孔进给调整模组包括打孔驱动电机、打孔驱动传动系统、打孔花键导辊和打孔齿轮齿条组,所述打孔驱动电机通过打孔驱动传动系统传动连接打孔花键导辊,所述打孔花键导辊与打孔间距调整导轨副平行设置,所述打孔齿轮齿条组中的齿轮滑动套装于打孔花键导辊上,所述打孔机械手包括打孔机械手安装板、固定于机械手安装板上的打孔电机、与打孔电机连接的打孔头,所述打孔机械手安装板安装于打孔齿轮齿条组中的齿条上,所述打孔电机驱动打孔头直线运动,所述打孔驱动电机通过打孔花键导辊和打孔齿轮齿条组驱动打孔机械手在垂直打孔花键导辊方向运动。
所述穿绳模组包括两个穿绳机械手、穿绳调整模组、穿绳进给调整模组和穿绳安装板,所述穿绳调整模组和穿绳进给调整模组安置于穿绳安装板上,所述穿绳调整模组包括穿绳位置调整电机、与穿绳位置调整电机输出轴传动连接的穿绳调整滚珠丝杠副、穿绳位置调整导轨副,两个所述穿绳机械手安装于穿绳调整滚珠丝杠副和穿绳位置调整导轨副上,所述穿绳位置调整电机通过驱动穿绳调整滚珠丝杠副和穿绳位置调整导轨副改变两个穿绳机械手位置;
所述穿绳进给调整模组包括穿绳驱动电机、穿绳驱动传动系统、穿绳花键导辊和穿绳齿轮齿条组,所述穿绳驱动电机通过穿绳驱动传动系统传动连接穿绳花键导辊,所述穿绳花键导辊与穿绳位置调整导轨副平行设置,所述穿绳齿轮齿条组的齿轮滑动套装于穿绳花键导辊上且穿绳齿轮齿条组的齿条与穿绳花键导辊垂直设置;
所述穿绳机械手包括穿绳机械手安装板、夹头转向装置和穿绳机械夹头,所述穿绳机械手安装板与穿绳齿轮齿条组的齿条固定连接并由穿绳进给调整模组驱动进给动作,所述夹头转向装置安装于穿绳机械手安装板上,所述穿绳机械夹头安装于夹头转向装置上并由夹头转向装置驱动穿绳机械夹头旋转动作,所述穿绳机械夹头包括夹取驱动装置和两个夹取壁,所述夹取驱动装置驱动两个夹取壁相对动作完成夹取绳头动作。
拉绳机械手包括拉绳安装板、拉绳驱动电机、拉绳传动带和拉绳夹头,所述拉绳驱动电机、拉绳传动带和拉绳夹头通过拉绳安装板安装于前端安装框架或后端安装框架上,所述拉绳驱动电机通过拉绳传动带驱动拉绳夹头牵拉绳子,所述拉绳夹头包括夹头安装板、夹头驱动装置、夹头连接臂和拉绳动作夹头,所述夹头驱动装置、夹头连接臂和拉绳动作夹头通过夹头安装板安装于拉绳传动带上,所述夹头驱动装置通过夹头连接臂驱动拉绳动作夹头夹闭,以牵引绳子。
所述收料模组包括左右移动模组和夹钳上拉模组,夹钳上拉模组安装于左右移动模组上,所述左右移动模组包括左右移动导轨副和左右移动驱动系统,所述左右移动驱动系统通过左右移动导轨副驱动夹钳上拉模组移动以转移纸袋,所述夹钳上拉模组包括垂直移动导轨副、垂直移动驱动系统和收料机械手,所述垂直移动驱动系统通过垂直移动导轨副驱动收料机械手上下移动,所述收料机械手抓取纸袋。
一种手提袋穿绳工艺,包括以下工艺流程:
纸袋储料装置存储整齐排列的纸袋并使纸袋向去料机械手方向夹紧,取料机械手2取料后传递给转换装置,转换装置将纸袋调节到需要的高度并传递给两组移动机械手,移动机械手传递纸袋给纸袋成型上料装置,纸袋成型上料装置將纸袋撑开并移动传递给旋转工位,旋转工位上的夹持模组夹紧纸袋后由打孔模组完成打孔,旋转工位上的旋转模组旋转夹持模组至穿绳模组处进行穿绳,收料模组将穿绳后的纸袋转移至收料传送带。
由于采用了上述技术方案,与现有技术相比,本发明的优点是:本发明公开了一种手提袋穿绳机,本产品具有自动化程度高,纸袋尺寸可以任意更改,设备可以根据更换尺寸设定打孔位置、并自动调整纸袋位置,精准打孔、穿绳,效率高,正常每小时稳定生产速度可以达到3000个以上,相当于15-20个人工,成品率也更高!
下面结合附图和具体实施方式对本发明作进一步说明。
附图说明
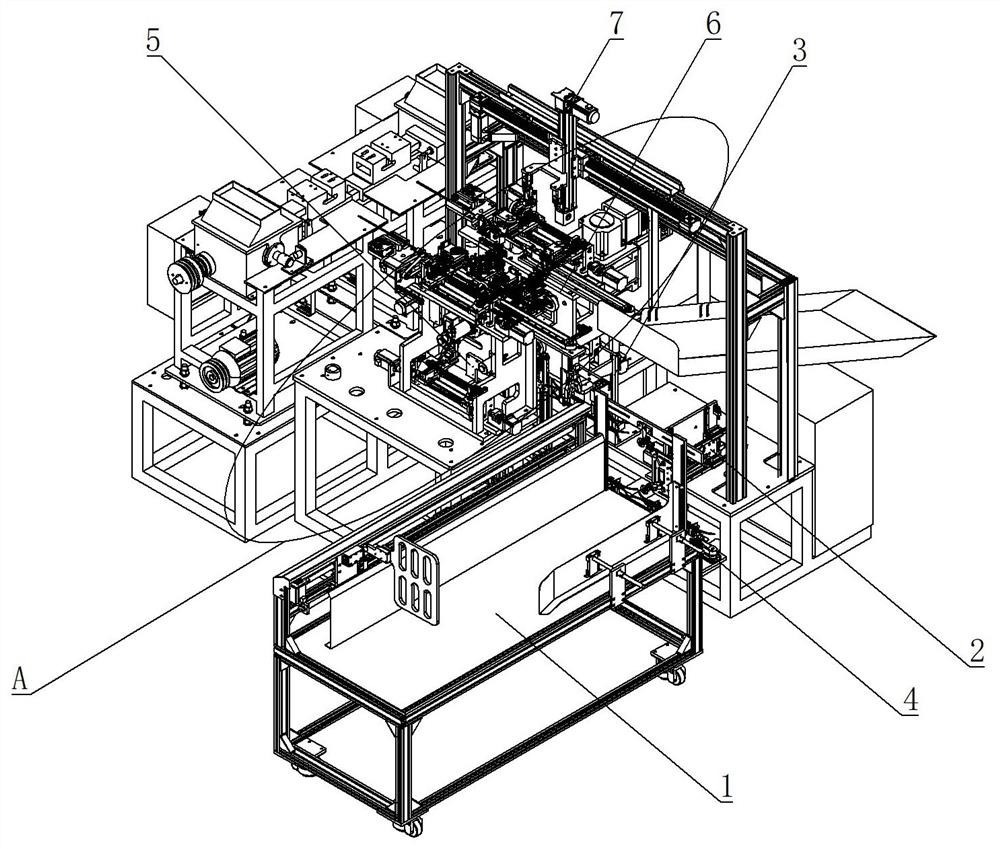
附图1是本发明一种手提袋穿绳机的整机结构示意图。
附图2是本发明一种手提袋穿绳机中纸袋储料装置的结构示意图。
附图3是本发明一种手提袋穿绳机中取料机械手的结构示意图。
附图4是本发明一种手提袋穿绳机中转换装置的结构示意图。
附图5是本发明一种手提袋穿绳机中转换装置的局部结构示意图。
附图6是本发明一种手提袋穿绳机中移动机械手的结构示意图。
附图7是本发明一种手提袋穿绳机中纸袋成型上料装置的结构示意图。
附图8是图1中A圈中旋转工位的整体及分解结构示意图。
附图9是本发明一种手提袋穿绳机中旋转模组和夹持模组的结构示意图。
附图10是本发明一种手提袋穿绳机中夹持模组的结构示意图。
附图11是本发明一种手提袋穿绳机中打孔模组的结构示意图。
附图12是本发明一种手提袋穿绳机中穿绳模组的结构示意图。
附图13是本发明一种手提袋穿绳机中拉绳机械手的结构示意图。
附图14是本发明一种手提袋穿绳机中收料模组的结构示意图。
具体实施方式
实施例:如附图1至14所示,一种手提袋穿绳机,包括:
纸袋储料装置1,所述纸袋储料装置1用于将需要穿绳的纸袋整齐排列并夹紧;
取料机械手2,所述取料机械2手纸袋从纸袋储料装置1传递给转换装置3;
转换装置3,所述转换装置3将纸袋调节到需要的高度,传递给两组移动机械手4;
移动机械手4,所述移动机械手4传递纸袋给纸袋成型上料装置5;
纸袋成型上料装置5,所述纸袋成型上料装置5將纸袋撑开并向上移动传递给旋转工位6;
旋转工位6,旋转工位6包括旋转模组61、若干个夹持模组62、若干个打孔模组63和若干个穿绳模组64,所述夹持模组62安装于旋转模组61上,若干个打孔模组63两两相对安置于旋转模组61两侧并与夹持模组62位置对应设置,若干个穿绳模组64两两相对安置于旋转模组61两侧并与夹持模组62位置对应设置,所述夹持模组62用于夹住撑开的纸袋并使其定位,所述旋转模组61旋转夹持模组62至打孔模组63或穿绳模组64对应位置,所述打孔模组63用以将纸袋打出绳孔,所述穿绳模组64将提绳端部插入纸袋打好的绳孔;
收料模组7,将穿绳后的纸袋转移至收料传送带。
所述纸袋储料装置1包括储料机架11、纸袋挡板12、调整挡板13、张紧挡板14、张紧电机15和张紧滑轨16,所述纸袋挡板12、调整挡板13和张紧滑轨16平行设置,所述纸袋挡板12和调整挡板13之间构成纸袋进料通道,所述张紧挡板14垂直纸袋挡板12设置,所述张紧挡板14滑动安装于张紧滑轨16上并被张紧电机15驱动沿滑轨运动。
所述取料机械手2包括若干个吸盘21、吸盘安装板22、吸盘第一滑移装置23、吸盘第二滑移装置24和取料机械手安装板25,所述吸盘第二滑移装置24安装于取料机械手安装板25上,所述吸盘第一滑移装置23安装于吸盘第二滑移装置24上并且两者垂直设置,所述吸盘安装板22安装于吸盘第一滑移装置23上,所述若干个吸盘21安装于吸盘安装板22上,所述吸盘第二滑移装置24驱动吸盘第一滑移装置23沿其轨道方向移动,所述吸盘第一滑移装置23驱动吸盘安装板22和吸盘沿其轨道方向移动。
所述转换装置3包括转换安装板31、竖向移动系统34、两个转换机械手32、转换机械手安装架33和若干个转换夹爪35,所述两个转换机械手32对称安装于转换机械手安装架33上,所述竖向移动系统34包括竖向驱动电机、竖向导向槽341和竖向移动轴342,所述竖向驱动电机驱动竖向移动轴342沿竖向导向槽341竖向移动,所述竖向导向槽341设置于转换安装板31上,所述竖向移动轴342安装于转换机械手安装架33上,所述竖向移动系统34通过驱动转换机械手安装架33上下运动带动两个转换机械手32上下运动,所述转换机械手32包括转换机械手气缸321和两个夹持手臂322,所述转换气缸321驱动夹持手臂322相对运动夹持纸袋。若干个所述转换夹爪35构成纸袋转换夹持通道。附图中未示出竖向移动系统34的驱动电机。
所述移动机械手4包括移动机械手安装板41、移动机械手驱动系统42、若干个移动夹爪43和移动夹爪安装板44,若干个所述移动夹爪43安装于移动夹爪安装板44上并两两相对设置,两两相对设置的移动夹爪43构成纸袋夹持通道,所述移动机械手驱动系统42安装于移动机械手安装板41上,所述移动机械手驱动系统42驱动移动夹爪43和移动夹爪安装板44沿其轨道方向移动。
所述纸袋成型上料装置5包括两个相对设置的纸袋成型上料模块,纸袋成型上料模块包括上料安装板51、上料驱动系统52、上料导轨副53、上料吸盘54和上料吸盘安装架55,所述上料吸盘54安装于上料吸盘安装架55上,所述上料吸盘安装架55安装于上料导轨副53上,所述上料导轨副53安装于上料安装板51上,所述上料驱动系统52驱动上料导轨副53上的上料吸盘安装架55运动。
所述旋转工位6,旋转工位6包括前端安装框架67、后端安装框架68、旋转模组61、两组夹持模组62、两组拉绳机械手65、两组打孔模组63和两组穿绳模组64,所述夹持模组62安装于旋转模组61上并位于前端安装框架67和后端安装框架68之间,前端安装框架67上安装一组拉绳机械手65、一组打孔模组63和一组穿绳模组64,后端安装框架68上安装一组拉绳机械手65、一组打孔模组63和一组穿绳模组64,两组打孔模组63两两相对设置并与一组夹持模组62位置对应设置,两组穿绳模组64两两相对设置并与另一组夹持模组62位置对应设置,所述夹持模组62用于夹住撑开的纸袋并使其定位,所述旋转模组61旋转夹持模组62至打孔模组63或穿绳模组64对应位置,所述打孔模组63用以将纸袋打出绳孔,所述穿绳模组64将提绳端部插入纸袋打好的绳孔。
所述旋转模组61包括夹持安装框架613、旋转驱动电机模块611和旋转轴612,两组所述夹持模组62分置于夹持安装框架613两面并对称安装,所述旋转轴612安装于夹持安装框架613中间位置,旋转驱动电机模块611包括旋转电机和分割器,所述旋转电机通过分割器连接旋转轴612并驱动旋转轴612和夹持安装框架613整体旋转。
所述夹持模组62包括四组夹持机械手621、夹持安装座622、夹持移动驱动装置和夹持安装板624,所述夹持移动驱动装置包括夹持驱动电机、齿轮齿条相对移动装置和夹持滑轨装置625,每两组夹持机械手621安装于一个夹持安装座622上,两个所述夹持安装座622通过夹持滑轨装置625对称安装于夹持安装板624上,齿轮齿条相对移动装置包括两根相对设置的夹持组齿条623和位于两根夹持组齿条623中间并与两根夹持组齿条623啮合传动的夹持组齿轮,每根夹持组齿条623与一个夹持安装座622固定连接,所述夹持驱动电机与夹持组齿轮传动连接,所述夹持驱动电机通过齿轮齿条相对移动装置驱动两个夹持安装座622和四组夹持机械手621相对中间位置移动,四组所述夹持机械手621移动至分别对应纸袋四个穿绳孔位置,用以夹住纸袋进行固定后打孔和穿绳。附图中未示出夹持驱动电机与齿轮。
所述打孔模组63包括打孔模组安装板631、打孔进给调整模组632、两个打孔机械手633和打孔调整模组634,所述打孔调整模组634和打孔进给调整模组632均安装于打孔模组安装板631上,所述打孔调整模组634包括打孔位置调整电机6341、与打孔位置调整电机6341输出轴连接的打孔调整滚珠丝杠副6342和打孔位置调整导轨副6343,打孔机械手633安装于打孔调整滚珠丝杠副6342和打孔位置调整导轨副6343上,所述打孔位置调整电机6341驱动打孔调整滚珠丝杠副6342使两个打孔机械手633沿打孔位置调整导轨副6343的导轨方向滑动改变位置,所述打孔进给调整模组632包括打孔驱动电机6321、打孔驱动传动系统6322、打孔花键导辊6324和打孔齿轮齿条组6323,所述打孔驱动电机6321通过打孔驱动传动系统6322传动连接打孔花键导辊6324,所述打孔花键导辊6324与打孔间距调整导轨副6342平行设置,所述打孔齿轮齿条组6323中的齿轮滑动套装于打孔花键导辊6324上,所述打孔机械手633包括打孔机械手安装板6331、固定于机械手安装板6331上的打孔电机6332、与打孔电机6332连接的打孔头6333,所述打孔机械手安装板6331安装于打孔齿轮齿条组6323中的齿条上,所述打孔电机6332驱动打孔头6333直线运动,所述打孔驱动电机6321通过打孔花键导辊6324和打孔齿轮齿条组6323驱动打孔机械手633在垂直打孔花键导辊6324方向运动。
所述穿绳模组64包括两个穿绳机械手641、穿绳调整模组643、穿绳进给调整模组644和穿绳安装板642,所述穿绳调整模组643和穿绳进给调整模组644安置于穿绳安装板642上,所述穿绳调整模组643包括穿绳位置调整电机6431、与穿绳位置调整电机6431输出轴传动连接的穿绳调整滚珠丝杠副6432、穿绳位置调整导轨副6433,两个所述穿绳机械手641安装于穿绳调整滚珠丝杠副6432和穿绳位置调整导轨副6433上,所述穿绳位置调整电机6431通过驱动穿绳调整滚珠丝杠副6432和穿绳位置调整导轨副6433改变两个穿绳机械手6433位置;
所述穿绳进给调整模组644包括穿绳驱动电机6441、穿绳驱动传动系统6442、穿绳花键导辊6443和穿绳齿轮齿条组6444,所述穿绳驱动电机6441通过穿绳驱动传动系统6442传动连接穿绳花键导辊6443,所述穿绳花键导辊6443与穿绳位置调整导轨副6433平行设置,所述穿绳齿轮齿条组6444的齿轮滑动套装于穿绳花键导辊6443上且穿绳齿轮齿条组6444的齿条与穿绳花键导辊6443垂直设置;
所述穿绳机械手641包括穿绳机械手安装板6411、夹头转向装置6412和穿绳机械夹头6413,所述穿绳机械手安装板6411与穿绳齿轮齿条组6444的齿条固定连接并由穿绳进给调整模组644驱动进给动作,所述夹头转向装置6412安装于穿绳机械手安装板6411上,所述穿绳机械夹头6413安装于夹头转向装置6412上并由夹头转向装置6412驱动穿绳机械夹头6413旋转动作,所述穿绳机械夹头6413包括夹取驱动装置和两个夹取壁,所述夹取驱动装置驱动两个夹取壁相对动作完成夹取绳头动作。
拉绳机械手65包括拉绳安装板651、拉绳驱动电机652、拉绳传动带653和拉绳夹头654,所述拉绳驱动电机652、拉绳传动带653和拉绳夹头654通过拉绳安装板651安装于前端安装框架67或后端安装框架68上,所述拉绳驱动电机652通过拉绳传动带653驱动拉绳夹头654牵拉绳子,所述拉绳夹头654包括夹头安装板6541、夹头驱动装置6542、夹头连接臂6543和拉绳动作夹头6544,所述夹头驱动装置、夹头连接臂和拉绳动作夹头通过夹头安装板6541安装于拉绳传动带653上,所述夹头驱动装置通过夹头连接臂驱动拉绳动作夹头夹闭,以牵引绳子。
所述收料模组7包括左右移动模组和夹钳上拉模组,夹钳上拉模组安装于左右移动模组上,所述左右移动模组包括左右移动导轨副71和左右移动驱动系统72,所述左右移动驱动系统72通过左右移动导轨副71驱动夹钳上拉模组移动以转移纸袋,所述夹钳上拉模组包括垂直移动导轨副74、垂直移动驱动系统75和收料机械手73,所述垂直移动驱动系统75通过垂直移动导轨副74驱动收料机械手73上下移动,所述收料机械手73抓取纸袋转移至收料传送带。
一种手提袋穿绳工艺,包括以下工艺流程:
纸袋储料装置存储整齐排列的纸袋并使纸袋向去料机械手方向夹紧,取料机械手2取料后传递给转换装置,转换装置将纸袋调节到需要的高度并传递给两组移动机械手,移动机械手传递纸袋给纸袋成型上料装置,纸袋成型上料装置將纸袋撑开并移动传递给旋转工位,旋转工位上的夹持模组夹紧纸袋后由打孔模组完成打孔,旋转工位上的旋转模组旋转夹持模组至穿绳模组处进行穿绳,收料模组将穿绳后的纸袋转移至收料传送带。
由于采用了上述技术方案,本机构与市面上同类产品相比较,具有智能化程度高,更换尺寸通过触屏可以一键完成大大缩短换尺寸的时间,且效率高,正常每小时稳定生产速度可以达到3000个以上,相当于15-20个人工,成品率也更高。