钛材材质螺杆泵转子毛坯的制造方法
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及螺杆泵转子加工技术领域,尤其涉及钛材材质螺杆泵转子毛坯的制造方法。
背景技术
螺杆泵是利用的旋转,使水体沿轴向螺旋形上升的一种泵,而转子是螺杆泵的重要组成部分。
钛材材质螺杆泵转子在进行加工时,对其表面喷涂防腐涂料,现有的喷涂装置无法通过单一电机实现转子旋转以及喷头移动的同步进行,同时防腐涂料在一定时间内未使用后,容易出现沉淀等现象,导致喷涂的防腐涂料内成分不均匀。
发明内容
本发明解决的问题在于提供钛材材质螺杆泵转子毛坯的制造方法,解决了钛材材质螺杆泵转子在进行加工时,对其表面喷涂防腐涂料,现有的喷涂装置无法通过单一电机实现转子旋转以及喷头移动的同步进行,同时防腐涂料在一定时间内未使用后,容易出现沉淀等现象,导致喷涂的防腐涂料内成分不均匀的技术问题。
为了实现上述目的,本发明采用了如下技术方案:
钛材材质螺杆泵转子毛坯的制造方法,该制备方法的具体操作步骤如下:
将钛材质胚料进行等温球化退火,退火后的钛材质胚料冷却后进行粗车削外圆和粗车螺旋槽,然后调质处理、精铣螺旋槽、去应力、研磨中心孔、精铣螺旋槽和砂带抛光螺杆转子表面,最后通过喷涂装置喷涂防腐涂料;
将螺杆转子放置于两个端座之间,通过第一电机工作带动双向螺纹杆旋转,带动螺纹连接的端座移动,调整连个端座的间距与螺杆转子适配,然后将螺杆转子端部安装在三爪卡盘之间,通过第二电机工作带动第一传动齿旋转,通过链条传动带动第二传动齿旋转,实现三爪卡盘带动螺杆转子旋转以及单向螺纹杆的旋转,单向螺纹杆旋转带动滑座沿着齿条座平移,此时漆泵工作将漆筒内的防腐涂料喷涂至旋转的螺杆转子上,且在滑座移动时,转齿沿着齿条座移动,带动齿条座旋转对漆筒内防腐涂料进行混合搅拌。
优选的,所述喷涂装置包括基座、端座和三爪卡盘,所述基座两端均活动安装有端座,且两个端座相对侧均转动安装有三爪卡盘,且螺杆泵转子安装在两个三爪卡盘之间,其中一个所述端座上安装有单向螺纹杆和齿条座,所述单向螺纹杆和齿条座外侧滑动安装有滑座,所述滑座底侧安装有喷座,所述滑座顶侧安装有漆筒,且漆筒与漆泵连通,所述漆泵与喷座通过连接管连通。
优选的,所述基座顶侧中部设置有中空的固定折角板,且固定折角板内部两端分别滑动安装有活动折角板,且活动折角板分别与端座连接。
优选的,所述基座两侧均设置有侧座,所述侧座内开设有回收防腐涂料的储料槽。
优选的,所述基座顶侧开设有滑槽,所述基座端部安装有第一电机,所述第一电机输出端位于滑槽内安装有双向螺纹杆,且双向螺纹杆两端分别与端座螺纹连接。
优选的,所述三爪卡盘与端座轴承连接,其中一个所述端座上安装有传动箱,所述传动箱内通过链条传动安装有第一传动齿和第二传动齿,且第一传动齿和其中一个三爪卡盘同轴连接,所述第二传动齿与单向螺纹杆连接。
优选的,所述单向螺纹杆和滑座螺纹连接,且齿条座贯穿滑座。
优选的,所述漆筒内转动安装有搅拌轴,且搅拌轴端位于滑座内安装有转齿,且转齿与齿条座啮合。
优选的,所述储料槽的底侧设置为倾斜面,所述储料槽底侧与第一连接管连通,且第一连接管与回收泵连通,所述回收泵与第二连接管连通,且第二连接管与回收筒顶部连通。
优选的,所述回收筒内部安装有用于防腐涂料过滤的滤网。
本发明的有益效果是:螺杆泵转子在进行加工制造时,通过喷涂装置其表面喷涂防腐涂料,此时第二电机工作带动第一传动齿旋转,通过链条传动带动第二传动齿旋转,实现三爪卡盘带动螺杆转子旋转以及单向螺纹杆的旋转,单向螺纹杆旋转带动滑座沿着齿条座平移,此时漆泵工作将漆筒内的防腐涂料喷涂至旋转的螺杆转子上,将防腐涂料均匀喷涂至螺杆转子上;
且在喷涂时,滑座移动的过程中,转齿沿着齿条座移动,带动齿条座旋转对漆筒内防腐涂料进行混合搅拌,避免防腐涂料沉淀。
附图说明
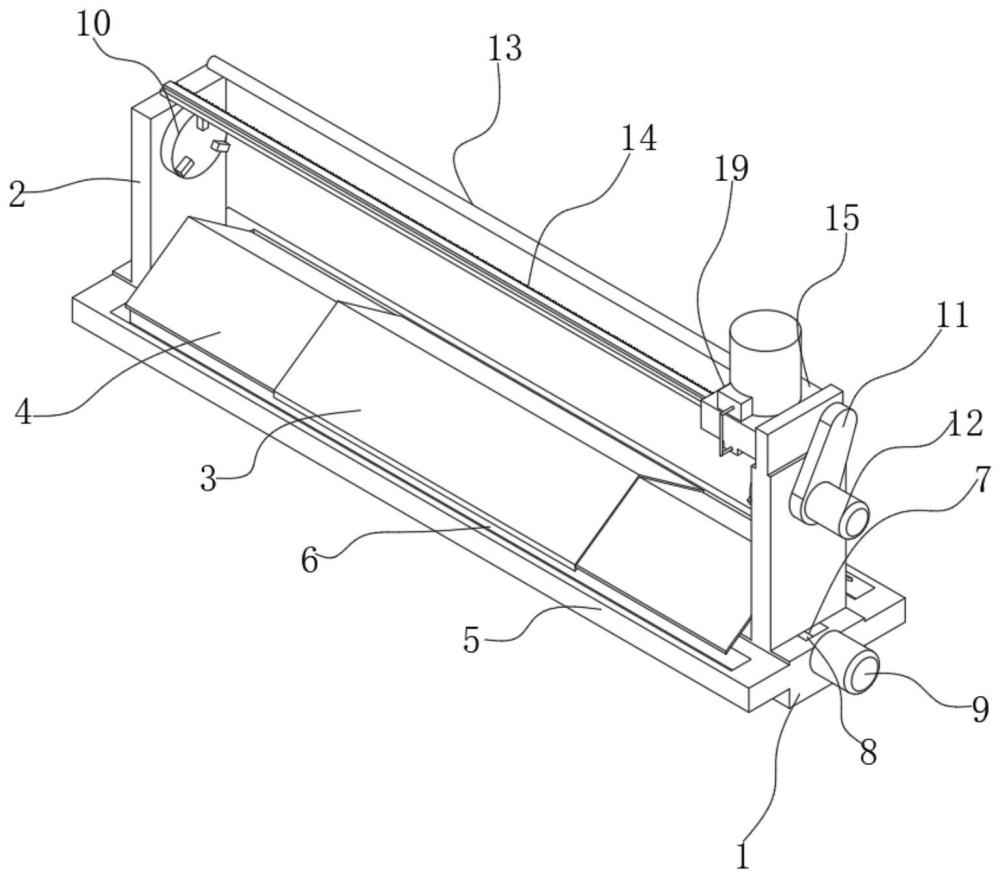
图1为本发明整体结构示意图;
图2为本发明传动箱内部结构示意图;
图3为本发明漆筒内部结构示意图。
图例说明:
1、基座;2、端座;3、固定折角板;4、活动折角板;5、侧座;6、储料槽;7、滑槽;8、双向螺纹杆;9、第一电机;10、三爪卡盘;11、传动箱;12、第二电机;13、单向螺纹杆;14、齿条座;15、滑座;16、第一传动齿;17、第二传动齿;18、漆筒;19、漆泵;20、喷座;21、搅拌轴;22、转齿;23、倾斜面;24、第一连接管;25、回收泵;26、第二连接管;27、回收筒;28、滤网。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
下面给出具体实施例。
参见图1~图3,钛材材质螺杆泵转子毛坯的制造方法,该制备方法的具体操作步骤如下:
将钛材质胚料进行等温球化退火,退火后的钛材质胚料冷却后进行粗车削外圆和粗车螺旋槽,然后调质处理、精铣螺旋槽、去应力、研磨中心孔、精铣螺旋槽和砂带抛光螺杆转子表面,最后通过喷涂装置喷涂防腐涂料;
将螺杆转子放置于两个端座2之间,通过第一电机9工作带动双向螺纹杆8旋转,带动螺纹连接的端座2移动,调整连个端座2的间距与螺杆转子适配,然后将螺杆转子端部安装在三爪卡盘10之间,通过第二电机12工作带动第一传动齿16旋转,通过链条传动带动第二传动齿17旋转,实现三爪卡盘10带动螺杆转子旋转以及单向螺纹杆13的旋转,单向螺纹杆13旋转带动滑座15沿着齿条座14平移,此时漆泵19工作将漆筒18内的防腐涂料喷涂至旋转的螺杆转子上,且在滑座15移动时,转齿22沿着齿条座14移动,带动齿条座14旋转对漆筒18内防腐涂料进行混合搅拌;
喷涂装置包括基座1、端座2和三爪卡盘10,基座1两端均活动安装有端座2,且两个端座2相对侧均转动安装有三爪卡盘10,且螺杆泵转子安装在两个三爪卡盘10之间,其中一个端座2上安装有单向螺纹杆13和齿条座14,单向螺纹杆13和齿条座14外侧滑动安装有滑座15,滑座15底侧安装有喷座20,滑座15顶侧安装有漆筒18,且漆筒18与漆泵19连通,漆泵19与喷座20通过连接管连通;
基座1顶侧中部设置有中空的固定折角板3,且固定折角板3内部两端分别滑动安装有活动折角板4,且活动折角板4分别与端座2连接,基座1两侧均设置有侧座5,侧座5内开设有回收防腐涂料的储料槽6,在端座2移动时,活动折角板4在固定折角板3内同步移动,喷涂时,多余的防腐涂料沿着活动折角板4和固定折角板3表面流动收集到储料槽6内;
基座1顶侧开设有滑槽7,基座1端部安装有第一电机9,第一电机9输出端位于滑槽7内安装有双向螺纹杆8,且双向螺纹杆8两端分别与端座2螺纹连接,通过第一电机9工作带动双向螺纹杆8旋转,带动螺纹连接的端座2移动,此时端座2同时向基座1移动,或者端座2分别向基座1两端移动;
三爪卡盘10与端座2轴承连接,其中一个端座2上安装有传动箱11,传动箱11内通过链条传动安装有第一传动齿16和第二传动齿17,且第一传动齿16和其中一个三爪卡盘10同轴连接,第二传动齿17与单向螺纹杆13连接,单向螺纹杆13和滑座15螺纹连接,且齿条座14贯穿滑座15,第二电机12工作带动第一传动齿16旋转,通过链条传动带动第二传动齿17旋转,实现三爪卡盘10带动螺杆转子旋转以及单向螺纹杆13的旋转,单向螺纹杆13旋转带动滑座15沿着齿条座14平移;
漆筒18内转动安装有搅拌轴21,且搅拌轴21端位于滑座15内安装有转齿22,且转齿22与齿条座14啮合,滑座15移动的过程中,转齿22沿着齿条座14移动,带动齿条座14旋转对漆筒18内防腐涂料进行混合搅拌;
储料槽6的底侧设置为倾斜面23,储料槽6底侧与第一连接管24连通,且第一连接管24与回收泵25连通,回收泵25与第二连接管26连通,且第二连接管26与回收筒27顶部连通,回收筒27内部安装有用于防腐涂料过滤的滤网28,防腐涂料收集至储料槽6内,此时通过回收泵25工作将储料槽6内的防腐涂料经过第一连接管24和第二连接管26输送至回收筒27内,通过回收筒27内的滤网28过滤出杂质,实现对防腐涂料回收在处理,便于后续二次使用。
螺杆泵转子在进行加工制造时,通过喷涂装置其表面喷涂防腐涂料,此时第二电机12工作带动第一传动齿16旋转,通过链条传动带动第二传动齿17旋转,实现三爪卡盘10带动螺杆转子旋转以及单向螺纹杆13的旋转,单向螺纹杆13旋转带动滑座15沿着齿条座14平移,此时漆泵19工作将漆筒18内的防腐涂料喷涂至旋转的螺杆转子上,将防腐涂料均匀喷涂至螺杆转子上;
且在喷涂时,滑座15移动的过程中,转齿22沿着齿条座14移动,带动齿条座14旋转对漆筒18内防腐涂料进行混合搅拌,避免防腐涂料沉淀。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 适用导电弹性元器件的高强度钛铜合金丝材及制造方法
- 增材制造钛及钛合金件的后处理方法
- 用于制造电解铜箔的钛制阴极电极、使用该钛制阴极电极的旋转阴极转鼓、用于钛制阴极电极的钛材的制造方法和用于钛制阴极电极的钛材的矫正加工方法
- 用于制造电解铜箔的钛制阴极电极、使用该钛制阴极电极的旋转阴极转鼓、用于钛制阴极电极的钛材的制造方法和用于钛制阴极电极的钛材的矫正加工方法