一种开口翻折边压平纸质容器的生产工艺
文献发布时间:2023-06-23 06:30:03
技术领域
本发明涉及一种纸质容器的生产工艺,尤其是一种开口翻折边压平纸质容器的生产工艺。
背景技术
为了提高纸质容器整体的结构强度,坚固耐用,本申请人设计了一种折叠式卷折边方底椭圆壁纸质容器,并申请了发明专利,授权公告号为CN216581524U。该折叠式卷折边方底椭圆壁纸质容器,包括底面和四个侧面,底面的形状为四边形,各个侧面的下侧边分别通过相应的第一折痕线与底面相应的侧边连接,相邻两个所述侧面之间具有缺口,缺口处设有扇形连接片,扇形连接片的下侧设有第一缺角部,所述底面的各个角均设有第二缺角部,第二缺角部通过相应的第二折痕线与第一缺角部连接,扇形连接片的第一侧边通过相应的第三折痕线与相邻一个侧面的第二侧边连接,扇形连接片的第二侧边通过相应的第四折痕线与相邻另一个侧面的第一侧边连接,扇形连接片上设有两条第五折痕线;各个侧面的上侧边均设有卷折边部;沿各折痕线折叠形成具有椭圆开口的所述纸质容器。
虽然上述这种折叠式卷折边方底椭圆壁纸质容器的侧壁贴合紧密,不易变形,能提高纸质容器整体的结构强度,并通过在纸质容器的开口形成卷折边部,来提高纸质容器开口卷边的抗压强度,但是,上述纸质容器的卷折边部是由条形卷边向外卷形成的,卷折边部的上表面呈弧面,如果要对纸质容器的开口进行封膜,膜片边沿与卷折边部的上表面只是线面接触,接触面积较小,难以保证膜片边沿能够牢固的封合在纸质容器的开口边沿上。
发明内容
本发明要解决的技术问题是提供一种开口翻折边压平纸质容器的生产工艺,这种开口翻折边压平纸质容器的生产工艺能够提高开口翻折边的强度和平整度,便于封口。
为了解决上述技术问题,本发明采用的技术方案如下:
一种开口翻折边压平纸质容器的生产工艺,其特征在于采用如下纸质容器结构并通过如下步骤进行成型:
纸质容器结构包括底面和多个侧面,底面的形状为多边形,相邻两个侧面之间具有第一缺口,第一缺口处设有连接片,连接片的下侧设有第一缺角部,底面上的各个角均设有与第一缺角部连接的第二缺角部;各个侧面的上侧边均设有第一条形折片,各个第一条形折片的上侧边均设有第二条形折片,各个连接片的上侧边均设有弧状折片,各个弧状折片的上侧边均设有弧形折条,各个第一条形折片、各个弧状折片均向外翻折并依次连接围成环形平面,环形平面与底面平行;各个第二条形折片、各个弧形折条均向下弯折,并且各个第二条形折片通过胶层与相应的第一条形折片下表面贴合,各个弧形折条通过胶层与相应的弧状折片下表面贴合;
成型步骤如下:
(1)在纸板的下表面上淋膜或者涂布上胶层,再按照纸质容器的展开图在纸板上模切出纸质容器基片并模压出相应的折痕线,使纸质容器基片上相应的位置形成底面、各个侧面、各个连接片、各个第一条形折片、各个第二条形折片、各个弧状折片、各个弧形折条的相应轮廓;
(2)沿着相应的折痕线将底面、各个侧面、各个连接片折叠成具有开口边沿的纸质容器半成品;
(3)对各个侧面与相应连接片之间进行热压处理,使整个纸质容器半成品的形状定型;
(4)对纸质容器半成品的开口边沿进行压平处理:
(4-1)将各个第一条形折片、各个弧状折片均向外翻折,形成翻折边;
(4-2)将翻折边依次连接围成环形平面,在环形平面的上表面涂上一层涂层;
(4-3)将各个第二条形折片、各个弧形折条均向下弯折;
(4-4)对各个第一条形折片及相应的第二条形折片进行压平,使各个第二条形折片上表面与相应的第一条形折片下表面贴合;对各个弧状折片及相应的弧形折条进行压平,使各个弧形折条上表面与相应的弧状折片下表面贴合,制得所述纸质容器。
当纸质容器折叠成具有开口边沿的半成品时,纸板的下表面变成纸质容器的外表面,步骤(1)中纸板在进行模切之前,在纸板的下表面上淋膜或者涂布上胶层,也就是对纸质容器的外表面进行单面淋膜或单面涂布,使纸质容器的外表面复合有膜层或胶层,能够使纸质容器的外表面起到防水作用,且便于对纸质容器的外表面进行热压贴合。
上述纸质容器结构中,各个连接片上的弧状折片与各个侧面上的第一条形折片向外翻折连接,能够增加纸质容器开口各个角的挺度;上述与底面平行的环形平面,构成纸质容器平整的开口翻折边,提高开口翻折边的强度和平整度,便于封口,如果要对纸质容器的开口进行封膜,增大了膜片边沿与环形平面的接触面积,保证膜片边沿能够牢固的封合在纸质容器的开口边沿上。
上述步骤(3)中,将折叠后的各个侧面通过与相应连接片通过热压连接在一起,能够提高整个纸质容器的强度,即使纸质容器中盛放液体也不会渗漏。
上述步骤(4-2)中,环形平面是由各个第一条形折片、各个第二条形折片、各个弧状折片、各个弧形折条形成的,在环形平面的上表面涂上一层涂层,能够加强环形平面的韧性和强度,加工时更加平稳。
上述步骤(4-4)中,通过压平的方式将各个第二条形折片上表面贴合在相应的第一条形折片下表面上,各个弧形折条上表面贴合在相应的弧状折片下表面上,使得环形平面的厚度变大,环形平面变得更加平整,能够对环形平面的底部起到支撑加固作用,使纸质容器的开口边沿的强度和平整度得以提高,更便于以后的工艺加工。上述纸质容器可以制成便当盒、托盘等。
优选方案中,在步骤(4-1)翻折之后、步骤(4-4)压平之前,可对步骤(4-1)中的翻折边进行卷圆步骤,卷圆后再在卷圆的翻折边表面涂上步骤(4-2)中的涂层,涂上涂层后再对卷圆的翻折边进行压平操作。
进一步优选方案中,所述卷圆具体包括如下步骤:
(4-1-1)对纸质容器半成品的翻折边进行增湿处理;
(4-1-2)在纸质容器半成品的翻折边的边缘涂上一层润滑油;
(4-1-3)对涂上润滑油后的翻折边进行卷圆操作。
上述步骤(4-1-1)中,对纸质容器半成品的翻折边进行增湿预处理,能够增加纸质容器半成品的开口边沿的水分含量,以增加其韧性,减少出现开裂的风险。
上述步骤(4-1-2)中,在纸质容器半成品的翻折边的边缘涂上一层润滑油,是为了减少纸板在后一步的卷圆加工过程中的摩擦。
更进一步优选方案中,所述步骤(4-1-1)中增湿处理具体包括如下步骤:
(4-1-1-1)将蒸湿房的空气湿度控制在70
(4-1-1-2)在蒸湿房中每隔15分钟-30分钟对翻折边进行一次喷水或者刷水,喷水或者刷水的次数为2次-4次。
在增湿处理的过程中,纸质容器半成品完全处于蒸汽房中,通过喷水或者刷水将翻折边弄湿,使得纸质容器半成品的翻折边表面润湿化,改变纸质容器半成品的翻折边表面的水分分布,促使纸质容器半成品的翻折边的表面结构发生改变,纸质容器半成品的翻折边能够更好地保持其韧性和强度,减少在后续加工过程中产生的损伤。最后,对纸质容器半成品的翻折边进行卷圆时,使得纸质容器能够获得更好的成形效果。将纸质容器半成品设置在蒸汽房中,蒸汽房具有恒温和恒湿的功能,能避免在湿度不稳定的环境下翻折边增湿后水分干得过快;如果没有蒸汽房,也可以在翻折边弄湿后用湿毛巾盖住,避免翻折边增湿后水分干得过快。
更进一步优选方案中,所述步骤(4-1-2)中的润滑油为食品级润滑油。采用食品级润滑油,能够确保整个纸质容器的生产过程的安全性。
再更进一步优选方案中,所述食品级润滑油的型号为道康宁DOWCORNING、摩力克MOLYKOTE或者克鲁勃KLUBER。
优选方案中,所述步骤(4-2)中的涂层为水性涂层。上述水性涂层是一种以水为主要溶剂的涂料,相比于传统的有机溶剂型涂料,它有环保、无污染、无毒等特点。
进一步优选方案中,所述步骤(4-2)中的水性涂层为壳聚糖涂料或者丙烯酸酯聚合物涂料。上述壳聚糖涂料主要用于食品容器的内涂层,能够显著提高食品容器的氧化和水分防护性能。上述丙烯酸酯聚合物涂料主要应用于纸张等材料表面的涂层加工,它具有较高的透光性、柔韧性和减震性,能够在产品外观设计和功能性方面满足多种需求。
优选方案中,所述步骤(1)中纸板在进行模切之前,在纸板的上表面上淋膜或者涂布上胶层。当纸质容器折叠成具有开口边沿的半成品时,纸板的上表面变成纸质容器的内表面、纸板的下表面变成纸质容器的外表面,对纸质容器的内外表面进行双面淋膜或双面涂布,能够使纸质容器的内外表面都起到防水作用,且便于对纸质容器的内外表面进行热压贴合,在步骤(3)中各个侧面的内表面与相应连接片的内表面之间进行热压处理时,纸质容器的侧面与连接片之间贴合得更加紧密。
进一步优选方案中,所述连接片由两条折痕线分隔为第一扇形折叠片、中心梯形折叠片和第二扇形折叠片,中心梯形折叠片的下侧设有所述第一缺角部,所述弧状折片的下侧边通过相应折痕线与中心梯形折叠片的上侧边连接;所述步骤(2)中,沿着相应的折痕线将第一扇形折叠片的外表面通过胶层与中心梯形折叠片的外表面进行贴合,将第一扇形折叠片的内表面通过胶层与相邻侧面的内表面进行贴合,将第二扇形折叠片的外表面通过胶层与中心梯形折叠片的外表面进行贴合,将第二扇形折叠片的内表面通过胶层与相邻侧面的内表面进行贴合;所述步骤(4-4)中,将第一条形折片的端部上表面通过胶层与相邻弧状折片的端部下表面贴合,将第二条形折片的端部上表面通过胶层与相邻弧形折条的端部下表面贴合。将连接片设置成一体连接的第一扇形折叠片、中心梯形折叠片与第二扇形折叠片,能够增加纸质容器折叠时的折痕。上述弧状折片的下侧边通过相应折痕线只与中心梯形折叠片的上侧边连接,而不与第一扇形折叠片、第一扇形折叠片的上侧边连接,使得弧状折片的两个端部具有更大的面积与第一条形折片的端部交叉贴合,能够加强弧状折片端部与第一条形折片端部的连接,提高环形平面的强度。
更进一步优选方案中,所述第一扇形折叠片、第二扇形折叠片均由一条折痕线分隔为两个第三扇形折叠片;所述步骤(2)中,沿着相应的折痕线将两个第三扇形折叠片的内表面通过胶层进行贴合,再将与中心梯形折叠片相邻的第三扇形折叠片的外表面通过胶层与中心梯形折叠片的外表面进行贴合。这种合并第三扇形折叠片的厚度比原来第一扇形折叠片、第二扇形折叠片的厚度厚,能够更好的提高纸质容器侧壁各角的强度。
再更进一步优选方案中,与相应的所述侧面相邻的所述第三扇形折叠片的上侧边上设有与第三扇形折叠片一体连接的加强连接片;所述步骤(4-4)中,将加强连接片向外弯折,并将加强连接片的上表面通过胶层与相应的弧状折片的下表面贴合。这种将加强连接片贴合在弧状折片的下表面上,能够进一步提高环形平面的强度。
优选方案中,所述步骤(4-4)中,各个所述弧形折条的上侧边上设有多个第二缺口或多条切线,各个第二缺口或各条切线将弧形折条分隔成多个折条段,各个折条段的上表面均通过胶层与所述弧状折片的下表面贴合。在弧形折条的上侧边上开设多个第二缺口或多条切线,能够打断弧形折条的张力,便于将弧形折条的上表面贴合在弧状折片的下表面上。
再更进一步优选方案中,所述第二缺口为V形口、U形口或凵形口。
本发明与现有技术相比,具有如下优点:
这种开口翻折边压平纸质容器的生产工艺,经过对纸质容器开口的翻折边压平处理后,纸质容器的开口翻折边变得更平整,多个纸质容器进行堆叠时能够堆叠得更多更高并且稳定,避免容器出现晃动和倾斜,这可以节省储存空间,并提供更好的物流效率;同时具有平整开口翻折边的纸质容器,更加易于封口,可以提高纸质容器的密封性和保鲜性。
这种纸质容器在生产过程中含有的塑料成分非常少,但其强度、防水性能等特征与传统的塑料容器相似,已满足了欧美等地的限制塑料使用的严格标准。因此,该纸质容器不仅能够降低生产和加工成本,而且更加环保,推动着纸质包装材料的可持续性发展,为应对目前全球变化的市场趋势做出了积极贡献。
附图说明
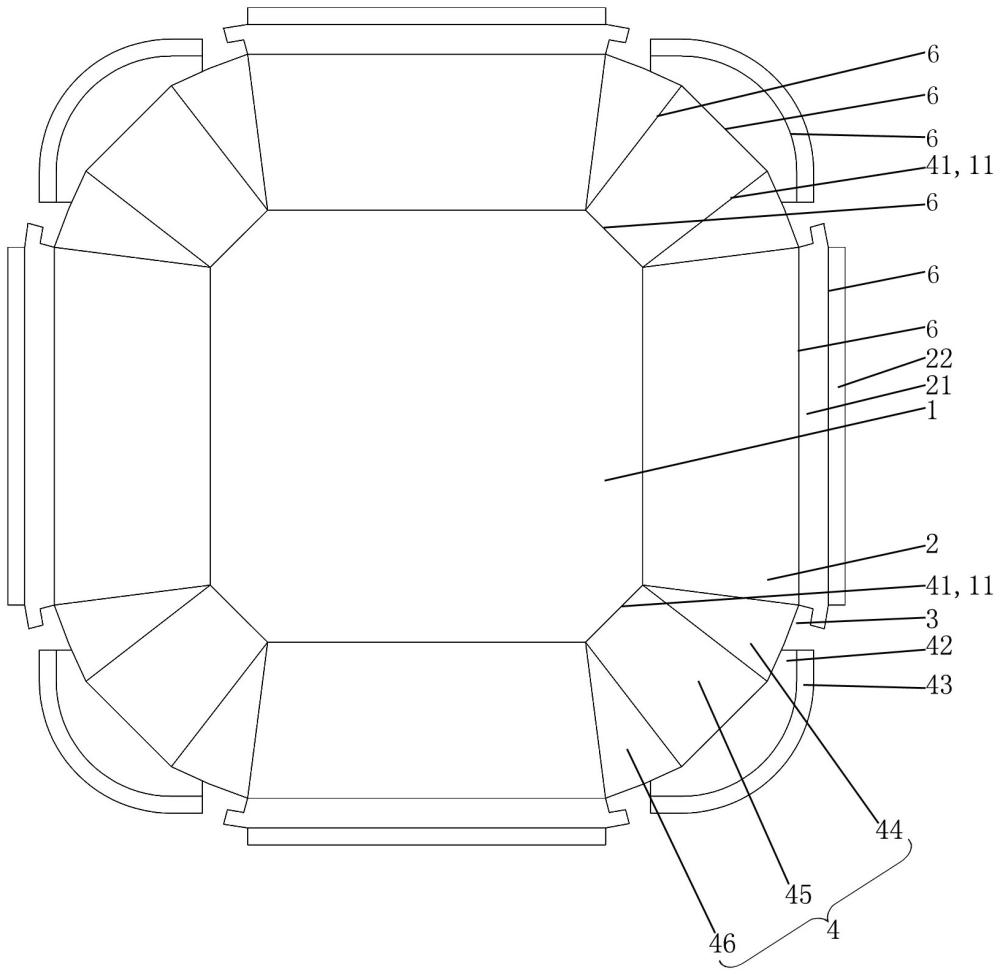
图1是本发明具体实施例1的结构示意图;
图2是本发明具体实施例1中纸质容器折叠好的结构示意图;
图3是图2中纸质容器处于倒放状态的结构示意图;
图4是本发明具体实施例2的结构示意图;
图5是本发明具体实施例2中纸质容器折叠好的结构示意图;
图6是图5中纸质容器处于倒放状态的结构示意图;
图7是本发明具体实施例3中翻折边卷圆的结构示意图。
实施方式
下面结合附图和具体实施例对本发明进行具体描述。
实施例1
如图1-3所示,本实施例中的开口翻折边压平纸质容器的生产工艺,采用如下纸质容器结构并通过如下步骤进行成型:
纸质容器结构包括底面1和多个侧面2,底面1的形状为多边形,相邻两个侧面2之间具有第一缺口3,第一缺口3处设有连接片4,连接片4的下侧设有第一缺角部41,底面1上的各个角均设有与第一缺角部41连接的第二缺角部11;各个侧面2的上侧边均设有第一条形折片21,各个第一条形折片21的上侧边均设有第二条形折片22,各个连接片4的上侧边均设有弧状折片42,各个弧状折片42的上侧边均设有弧形折条43,各个第一条形折片21、各个弧状折片42均向外翻折并依次连接围成环形平面5,环形平面5与底面1平行;各个第二条形折片22、各个弧形折条43均向下弯折,并且各个第二条形折片22通过胶层与相应的第一条形折片21下表面贴合,各个弧形折条43通过胶层与相应的弧状折片42下表面贴合;
成型步骤如下:
(1)在纸板的上表面、下表面上均涂布上胶层,再按照纸质容器的展开图在纸板上模切出纸质容器基片并模压出相应的折痕线6,使纸质容器基片上相应的位置形成底面1、各个侧面2、各个连接片4、各个第一条形折片21、各个第二条形折片22、各个弧状折片42、各个弧形折条43的相应轮廓;
(2)沿着相应的折痕线6将底面1、各个侧面2、各个连接片4折叠成具有开口边沿的纸质容器半成品;
(3)对各个侧面2与相应连接片4之间进行热压处理,使整个纸质容器半成品的形状定型;
(4)对纸质容器半成品的开口边沿进行压平处理:
(4-1)将各个第一条形折片21、各个弧状折片42均向外翻折,形成翻折边;
(4-2)将翻折边依次连接围成环形平面5,在环形平面5的上表面涂上一层涂层;
(4-3)将各个第二条形折片22、各个弧形折条43均向下弯折;
(4-4)对各个第一条形折片21及相应的第二条形折片22进行压平,使各个第二条形折片22上表面通过胶层与相应的第一条形折片21下表面贴合;对各个弧状折片42及相应的弧形折条43进行压平,使各个弧形折条43上表面通过胶层与相应的弧状折片42下表面贴合,制得所述纸质容器。
上述纸质容器结构中,各个连接片4上的弧状折片42与各个侧面2上的第一条形折片21向外翻折连接,能够增加纸质容器开口各个角的挺度;上述与底面1平行的环形平面5,构成纸质容器平整的开口翻折边,提高开口翻折边的强度和平整度,便于封口,如果要对纸质容器的开口进行封膜,增大了膜片边沿与环形平面5的接触面积,保证膜片边沿能够牢固的封合在纸质容器的开口边沿上。
上述步骤(3)中,将折叠后的各个侧面2通过与相应连接片4通过热压连接在一起,能够提高整个纸质容器的强度,即使纸质容器中盛放液体也不会渗漏。
上述步骤(4-2)中,环形平面5是由各个第一条形折片21、各个第二条形折片22、各个弧状折片42、各个弧形折条43形成的,在环形平面5的上表面涂上一层涂层,能够加强环形平面5的韧性和强度,加工时更加平稳。
上述步骤(4-4)中,通过压平的方式将各个第二条形折片22上表面贴合在相应的第一条形折片21下表面上,各个弧形折条43上表面贴合在相应的弧状折片42下表面上,使得环形平面5的厚度变大,环形平面5变得更加平整,能够对环形平面5的底部起到支撑加固作用,使纸质容器的开口边沿的强度和平整度得以提高,更便于以后的工艺加工。上述纸质容器可以制成便当盒、托盘等。
步骤(4-2)中的水性涂层为丙烯酸酯聚合物涂料。
步骤(1)中纸板在进行模切之前,在纸板的上表面、下表面上均进行淋膜或者涂布上胶层。当纸质容器折叠成具有开口边沿的半成品时,纸板的上表面变成纸质容器的内表面、纸板的下表面变成纸质容器的外表面,对纸质容器的内外表面进行双面淋膜或双面涂布,能够使纸质容器的内外表面都起到防水作用,且便于对纸质容器的内外表面进行热压贴合,在步骤(3)中各个侧面2的内表面与相应连接片4的内表面之间进行热压处理时,纸质容器的侧面2与连接片4之间贴合得更加紧密。
连接片4由两条折痕线6分隔为第一扇形折叠片44、中心梯形折叠片45和第二扇形折叠片46,中心梯形折叠片45的下侧设有所述第一缺角部41,所述弧状折片42的下侧边通过相应折痕线6与中心梯形折叠片45的上侧边连接;所述步骤(2)中,沿着相应的折痕线6将第一扇形折叠片44的外表面通过胶层与中心梯形折叠片45的外表面进行贴合,将第一扇形折叠片44的内表面通过胶层与相邻侧面2的内表面进行贴合,将第二扇形折叠片46的外表面通过胶层与中心梯形折叠片45的外表面进行贴合,将第二扇形折叠片46的内表面通过胶层与相邻侧面2的内表面进行贴合;所述步骤(4-4)中,将第一条形折片21的端部上表面通过胶层与相邻弧状折片42的端部下表面贴合,将第二条形折片22的端部上表面通过胶层与相邻弧形折条43的端部下表面贴合。将连接片4设置成一体连接的第一扇形折叠片44、中心梯形折叠片45与第二扇形折叠片46,能够增加纸质容器折叠时的折痕。上述弧状折片42的下侧边通过相应折痕线6只与中心梯形折叠片45的上侧边连接,而不与第一扇形折叠片44、第一扇形折叠片44的上侧边连接,使得弧状折片42的两个端部具有更大的面积与第一条形折片21的端部交叉贴合,能够加强弧状折片42端部与第一条形折片21端部的连接,提高环形平面5的强度。
步骤(4-4)中,各个所述弧形折条43的上侧边上设有多个第二缺口431,各个第二缺口431将弧形折条43分隔成多个折条段,各个折条段的上表面均通过胶层与所述弧状折片42的下表面贴合。在弧形折条43的上侧边上开设多个第二缺口431,能够打断弧形折条43的张力,便于将弧形折条43的上表面贴合在弧状折片42的下表面上。上述第二缺口431为V形口。
实施例2
如图4-6所示,本实施例中的开口翻折边压平纸质容器的生产工艺与实施例1的区别在于:
第一扇形折叠片44、第二扇形折叠片46均由一条折痕线6分隔为两个第三扇形折叠片47;所述步骤(2)中,沿着相应的折痕线6将两个第三扇形折叠片47的内表面通过胶层进行贴合,再将与中心梯形折叠片45相邻的第三扇形折叠片47的外表面通过胶层与中心梯形折叠片45的外表面进行贴合。这种合并第三扇形折叠片47的厚度比原来第一扇形折叠片44、第二扇形折叠片46的厚度厚,能够更好的提高纸质容器侧壁各角的强度。
与相应的所述侧面2相邻的所述第三扇形折叠片47的上侧边上设有与第三扇形折叠片47一体连接的加强连接片8;所述步骤(4-4)中,将加强连接片8向外弯折,并将加强连接片8的上表面通过胶层与相应的弧状折片42的下表面贴合。这种将加强连接片8贴合在弧状折片42的下表面上,能够进一步提高环形平面5的强度。
实施例3
如图7所示,本实施例中的开口翻折边压平纸质容器的生产工艺与实施例1的区别在于:
在步骤(4-1)翻折之后、步骤(4-4)压平之前,可对步骤(4-1)中的翻折边进行卷圆步骤,卷圆后再在卷圆的翻折边表面涂上步骤(4-2)中的涂层,涂上涂层后再对卷圆的翻折边进行压平操作。
上述卷圆具体包括如下步骤:
(4-1-1)对纸质容器半成品的翻折边进行增湿处理;
(4-1-2)在纸质容器半成品的翻折边的边缘涂上一层润滑油;
(4-1-3)对涂上润滑油后的翻折边进行卷圆操作。
上述步骤(4-1-1)中,对纸质容器半成品的翻折边进行增湿预处理,能够增加纸质容器半成品的开口边沿的水分含量,以增加其韧性,减少出现开裂的风险。
上述步骤(4-1-2)中,在纸质容器半成品的翻折边的边缘涂上一层润滑油,是为了减少纸板在后一步的卷圆加工过程中的摩擦。
步骤(4-1-1)中增湿处理具体包括如下步骤:
(4-1-1-1)将蒸湿房的空气湿度控制在80
(4-1-1-2)在蒸湿房中每隔20分钟对翻折边进行一次喷水或者刷水,喷水或者刷水的次数为2次。
在增湿处理的过程中,纸质容器半成品完全处于蒸汽房中,通过喷水或者刷水将翻折边弄湿,使得纸质容器半成品的翻折边表面润湿化,改变纸质容器半成品的翻折边表面的水分分布,促使纸质容器半成品的翻折边的表面结构发生改变,纸质容器半成品的翻折边能够更好地保持其韧性和强度,减少在后续加工过程中产生的损伤。最后,对纸质容器半成品的翻折边进行卷圆时,使得纸质容器能够获得更好的成形效果。将纸质容器半成品设置在蒸汽房中,蒸汽房具有恒温和恒湿的功能,能避免在湿度不稳定的环境下翻折边增湿后水分干得过快;如果没有蒸汽房,也可以在翻折边弄湿后用湿毛巾盖住,避免翻折边增湿后水分干得过快。
步骤(4-1-2)中的润滑油为道康宁DOWCORNING的食品级润滑油。采用食品级润滑油,能够确保整个纸质容器的生产过程的安全性。
实施例4
本实施例中的开口翻折边压平纸质容器的生产工艺与实施例1的区别在于:
上述成型步骤(1)中,只在纸板的下表面上涂布上胶层。当纸质容器折叠成具有开口边沿的半成品时,纸板的下表面变成纸质容器的外表面,步骤(1)中纸板在进行模切之前,在纸板的下表面上淋膜或者涂布上胶层,也就是对纸质容器的外表面进行单面淋膜或单面涂布,使纸质容器的外表面复合有膜层或胶层,能够使纸质容器的外表面起到防水作用,且便于对纸质容器的外表面进行热压贴合。
此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本发明专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本发明专利的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。