一种多工位假睫毛包装盒安装设备
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及机械设备技术领域,尤其涉及了一种多工位假睫毛包装盒安装设备。
背景技术
现有的假睫毛盒由上盖、下盖组成,且通常由专门的工人对上下盖进行拼装,同时,在下盖内部贴上双面胶用于将成组的假睫毛产品置于下盖内后再关闭上盖;该方式采用人工合盖和贴胶,存在潜在的人为漏装、漏贴胶等问题,特别是非熟练工人;同时,该方式存在合盖、贴胶的工序分离,并且增加了后续撕胶纸的工序,人工及时间成本存在较大的损耗造成生产效率低。
文献号为CN106246672B的中国专利公开了一种气动贴双面胶治具及其贴胶方法,其通过设置在产品固定板上的双面胶贴纸定位镶针以及产品下壳定位镶针,分别与双面胶贴纸定位孔以及产品下壳定位孔相适配,产品固定板的上方与双面胶贴合压块相对,同时双面胶贴合压块通过气缸以及设有直线滑轨的支持座上下驱动,从而实现贴双面胶的效果;但该专利主要实现贴双面胶可靠性以及贴胶的精度,而撕离型纸均为手动或人工实现,无法满足撕离型纸较为频繁的工作场景。
发明内容
本发明针对现有技术中假睫毛盒贴胶繁琐并且产生撕离型纸的工序的缺点,提供了一种多工位假睫毛包装盒安装设备。
为了解决上述技术问题,本发明通过下述技术方案得以解决:
一种多工位假睫毛包装盒安装设备,包括机架,机架上对应各个工位上均设有定位模、用于使各个定位模转动至下个工位的旋转定位装置;沿各个工位顺序方向至少设置有下盖上料装置、点胶装置、上盖上料装置、合盖装置、输送装置;经过各个工位能够依次进行放置下盖、对下盖内底面打胶、放置上盖、将上下盖合盖、对合盖完成的包装盒堆叠或输送;机架内还安装有用于控制各个装置工作的控制器;
下盖上料装置包括用于存放下盖的储料部以及将下盖依次放入对应工位的定位模内的上料部;储料部包括将待组装的下盖依次移动至待取位置的移料装置,上料部包括将待取的下盖取出的取料装置和将取出的下盖放置到对应工位上的定位模内的放料装置;取料装置还包括用于定位所取的下盖方向的定向组件;定向组件包括定向挡块、X向压紧机构、Y向压紧机构,通过X向压紧机构和Y向压紧机构对位于定向挡块上的下盖进行夹紧使下盖进行定向。当移料装置将下盖从储料部中拾取过程或拾取后,通过设置定向组件,使得下盖在中间过程中实现定向,增加定位或定向精度。
作为优选方案:点胶装置包括至少一个与外部胶源连接的胶头、用于控制胶头沿竖直和横向移动的移动部,所述横向为在对应点胶装置的工位下盖的长度方向。使每次点胶时出胶均匀平稳,能够保证睫毛产品粘贴在盒内时的胶量以及粘贴的平整性,避免了手动打胶不均匀导致粘贴不牢固或者溢胶的问题。
作为优选方案:上盖上料装置与下盖上料装置结构相同。便于操作人员及设备维护人员的日常使用和养护。
作为优选方案:合盖装置包括安装在机架上的保持架以及安装在保持架上的第一紧固部和第二紧固部;第一紧固部对上下盖的铰接处施力使上下盖能够完成铰接实现相互转动;第二紧固部对上下盖的扣合处施力使上下盖在铰接的状态下完成扣合;上下盖合盖依次通过第一紧固部和第二紧固部完成。上下盖的顺利扣合,避免在扣合处扣合后上下盖的铰接处发生错位而无法顺利合盖。
作为优选方案:输送装置包括固定安装在机架上的拾取机构以及用于临时存放包装盒的输送机构;输送机构包括输送带、用于驱动输送带转动的输送电机以及位于输送带末端的传感器;拾取机构拾取每个包装盒至相同位置释放,放置一定数量的包装盒后驱动输送带工作。
作为优选方案:机架内安装有气源,下盖上料装置、点胶装置、上盖上料装置、合盖装置、拾取机构均与气源连接。
作为优选方案:机架上安装有用于使定位模依次移动到下一工序位置的移动定位装置,使定位模沿旋转或移动的方式移动;移动定位装置使定位模依次沿各个工位循环移动。
作为优选方案:输送装置与下盖上料装置、下盖上料装置与点胶装置之间均设有用于检测对应工位处的定位模上有无盒盖的检测装置,检测装置与控制器电连接。
本发明通过设置各个装置及其相互配合实现自动合盖、点胶的步骤,同时采用点胶替换双面胶,节省了使用双面胶带来的撕胶纸较为繁琐的问题,并且点胶稳定性好,出胶均匀,各工位协同工作,避免漏打胶的情况发生;点胶完成后进行合盖能够隔绝胶体与外部空气的接触,避免空气流动而加快胶体固化。
附图说明
图1是本发明上盖或下盖的结构示意图。
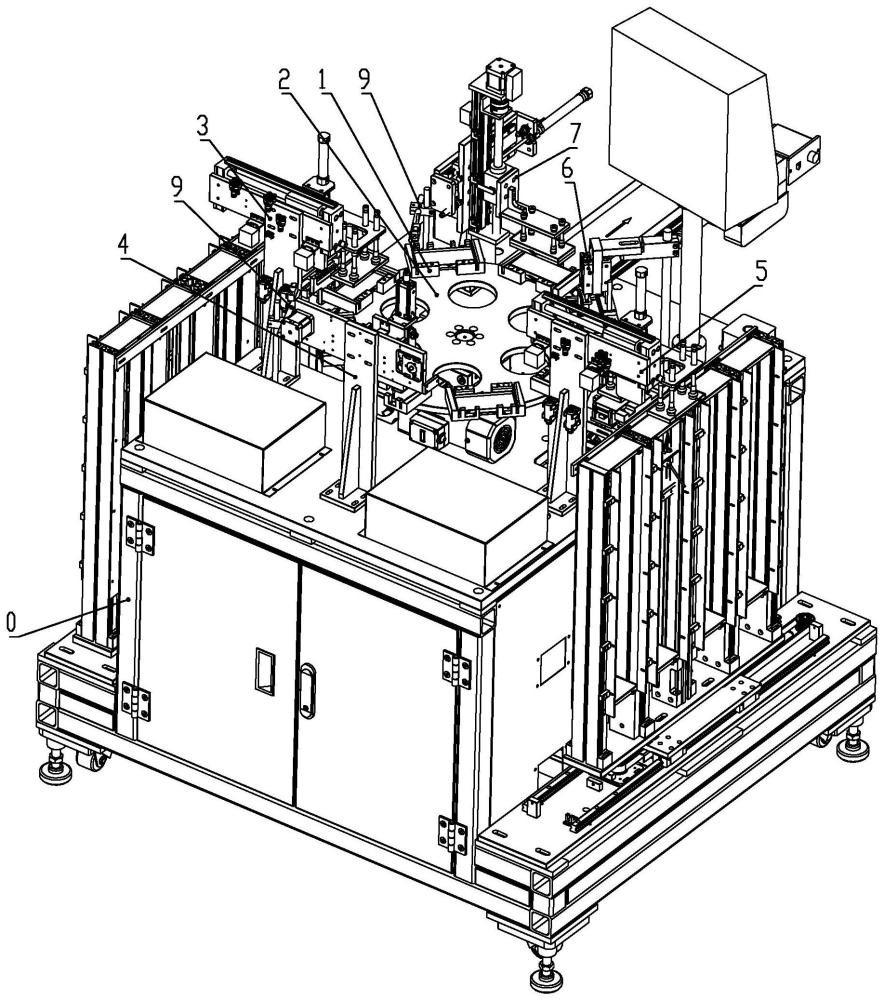
图2是本发明的结构示意图。
图3是下盖上料装置的安装结构示意图。
图4是定向组件的结构示意图。
图5是点胶装置的结构示意图。
图6是合盖装置的结构示意图。
图7是输送装置的结构示意图。
附图中各数字标号所指代的部位名称如下:A01、下盖;A02、上盖;A1、盖体;A21、铰接扣;A22、铰接卡槽;A3、扣合部;0、机架;1、定位模;2、移动定位装置;21、凸轮分割器;22、转动盘;3、下盖上料装置;31、储料部;311、移料装置;312、储存架;313、抬升架;32、上料部;321、取料装置;322、放料装置;324、负压吸管;33、定向组件;331、定向挡块;332、X向压紧机构;333、Y向压紧机构;334、压紧块;4、点胶装置;41、胶头;42、移动部;5、上盖上料装置;6、合盖装置;61、保持架;62、第一紧固部;63、第二紧固部;631、弹性滚轮;7、输送装置;71、拾取机构;72、输送机构;721、输送带;722、输送电机;723、传感器;8、气源;9、检测装置。
具体实施方式
下面结合附图与实施例对本发明作进一步详细描述。
实施例1
如图1所示,本发明所安装的包装盒包括相互铰接的下盖A01、上盖A02;下盖包括盖体A1、铰接部、扣合部A3;铰接部包括铰接扣A21和铰接卡槽A22;上盖与下盖的结构相同,上下盖相互扣合时,下盖的铰接扣卡入上盖的卡槽内,上盖的铰接扣卡入下盖的卡槽内。采用相同形状的上盖和下盖使生产过程中仅使用一套模具即可完成两个盖子的生产,降低成本。
结合图2-7所示,一种多工位假睫毛包装盒安装设备,包括机架0,机架上对应各个工位上均设有定位模1、用于使各个定位模转动至下个工位的移动定位装置2;沿各个工位顺序方向至少设置有下盖上料装置3、点胶装置4、上盖上料装置5、合盖装置6、输送装置7;经过各个工位能够依次进行放置下盖、对下盖内底面打胶、放置上盖、将上下盖合盖、对合盖完成的包装盒堆叠或输送,即对应下盖上料工位、点胶工位、上盖上料工位、合盖工位、输送工位。机架内还安装有用于控制各个装置工作的控制器。
机架内安装有气源8,下盖上料装置、点胶装置、上盖上料装置、合盖装置均与气源连接。所述气源设有负压连接口和正压连接口。
下盖上料装置包括用于存放下盖的储料部31以及将下盖依次放入对应工位的定位模内的上料部32;储料部包括将待组装的下盖依次移动至待取位置的移料装置311,上料部包括将待取的下盖取出的取料装置321和将取出的下盖放置到对应工位上的定位模内的放料装置322;取料装置还包括用于定位取料装置所取的下盖的方向的定向组件33;定向组件包括定向挡块331、X向压紧机构332、Y向压紧机构333;定位挡块包括相互垂直的两侧壁,即对应矩形的两个邻边,X向压紧机构和Y向压紧机构均设置有压紧块334,两个压紧板对应于矩形另外两条边的位置;当下盖放置在定向组件上时,通过X向压紧机构和Y向压紧机构对位于定向挡块上的下盖进行夹紧使下盖进行定向,以便于取料装置拾取下盖时的方向保持与对应的定位模的方向一致。
当移料装置将下盖从储料部中拾取过程或拾取后,由于下盖本身位置不正或拾取时发生偏移的情况,若直接将下盖放置到定位模上,则存在下盖无法正常放置到定位模内的情况发生,而通过设置定向组件,使得下盖在中间过程中实现定向,增加定位或定向精度。
定位模的内侧壁与盖体的外侧壁之间存在间隙,该间隙优选为0.3-1mm。定位模的内侧壁上部设有用于给下盖或下盖导向的导向面,则当放置下盖时,通过导向面对下盖或上盖进行导向,便于下盖和上盖放入至定位模内。
取料装置和放料装置均设置有与气源的负压连接口连接的负压吸管324,负压吸管通过电磁阀控制吸管的开闭,电磁阀与控制器电连接;负压吸管等距均匀排列,使拾取下盖时能够保持下盖水平进而降低拾取时对下盖位置造成定位精度的损失;取料装置在拾取储料部最上端的下盖以及放料装置在拾取定向模内的下盖时,通过控制器使对应的电磁阀打开,则负压吸管处产生负压,对下盖产生吸力,从而稳定的将下盖拾取,待将下盖移动至对应的位置(定向模内或定位模内)后,关闭电磁阀则完成拾取下盖后复位即可。
储料部还包括用于存放下盖的储存架312;储存架沿竖直方向设置,多个下盖以内腔朝上的状态上下堆叠在储存架上;移料装置包括用于将下盖整体抬升的抬升架313,且抬升架每次上移的距离为一个下盖的高度;抬升架通过与控制器电连接的电机驱动,如齿轮齿条形式,通过电机正反转实现抬升架的上下移动;则每次移料装置将下盖移动到定向模上后,通过抬升架将位于最上端的下盖移动至先前被移走的下盖的高度,使下一次移料装置拾取下盖时能够稳定拾取下盖,防止发生由于距离太远无法拾取的情况发生。
进一步的,储料部最上端设有与控制器电连接的感应器或接触开关,通过设置感应器或接触开关从而检测储料部内是否还有下盖以便操作人员及时补充。进一步的,当储料部最上端设置为感应器时,控制器还设有计数器,机架上安装有用于显示计数器对应的数值的显示器,通过上述感应器对取出的下盖进行计数并显示在显示器上,以便操作人员及时准备用于补充的下盖。
当定位模移动至下盖上料工位时,取料装置将位于储料部最上端的下盖拾取并置入定向模内进行初定位;在取料装置对储料部内的下盖进行拾取的同时,放料装置将上一步工序中位于定向模内的下盖取出并放入至定位模内;从而在单道工序中实现对下盖的初定位以及精准放置下盖,从而提高定位精度。
所述上盖上料装置与下盖上料装置结构相同,相同结构的装置使控制程序简化,同时便于操作人员及设备维护人员的日常使用和养护。
移动定位装置用于使定位模依次移动到下一工序位置,移动定位装置包括设置于机架内的凸轮分割器21,与凸轮分割器传动连接的转动盘22,各个所述定位模固定连接在转动盘上;所述凸轮分割器优选为8工位分割器;随着凸轮分割器工作,使转动盘旋转过程中对各个工位进行精准定位,便于各个装置同时完成对应的工序。
输送装置与下盖上料装置、下盖上料装置与点胶装置之间均设有与控制器电连接的检测装置9,两个所述检测装置对应为无盖检测工位和下盖检测工位,通过两个检测装置分别用于检测无盖检测工位处是否无盖以及下盖检测工位处是否有盖;无盖检测工位处的检测装置检测到定位模上无工件时才能转动至下一工位,下盖检测工位检测到定位模上有工件时才能转动至下一工位。通过设置两个检测装置,可以避免遗漏工件等问题,避免发生漏装、错装的问题。
点胶装置包括至少一个与外部胶源连接的胶头41、用于控制胶头沿竖直和横向移动的移动部42,所述横向为在对应点胶装置的工位下盖的长度方向;所述胶头优选为两个;所述移动部用于控制胶头竖直和横向移动的机构可通过与气源连接的气缸或电机驱动实现;当装有下盖的定位模转动到点胶工位时,胶头移动至下盖内出胶并移动,至移动完设定的距离或经过设定的时间后停止出胶并使胶头回复至初始位置。通过设置点胶装置,使每次点胶时出胶均匀平稳,能够保证睫毛产品粘贴在盒内时的胶量以及粘贴的平整性,避免了手动打胶不均匀导致粘贴不牢固或者溢胶的问题。
合盖装置包括安装在机架上的保持架61以及安装在保持架上的第一紧固部62和第二紧固部63;第一紧固部对上下盖的铰接处施力使上下盖能够完成铰接实现相互转动;第二紧固部对上下盖的扣合处施力使上下盖在铰接的状态下完成扣合,其施力处为上盖上端面靠近扣合部侧壁处;第二紧固部与上盖相抵处设置有弹性滚轮631,通过该弹性滚轮对上盖施力时具有缓冲效果,避免对扣合部造成过大的冲击而使扣合部断裂;合盖装置在进行一次合盖动作时,先由第一紧固部对上下盖的铰接处进行扣合随后第二紧固部对上下盖的扣合处进行扣合。通过对上下盖的铰接处和扣合处进行先后顺序的扣合动作,实现上下盖的顺利扣合,避免在扣合处扣合后上下盖的铰接处发生错位而无法顺利合盖。
输送装置包括固定安装在机架上的拾取机构71以及用于临时存放包装盒的输送机构72;输送机构包括输送带721、用于驱动输送带转动的输送电机722以及位于输送带末端的传感器723;拾取机构拾取每个包装盒移动至相同位置释放,这每次释放后包装盒落于输送带的同一位置实现包装盒的上下堆叠;所述拾取机构与气源的负压连接口连接,拾取机构通过与取料装置相似的负压吸管对完成合盖的包装盒进行拾取;在放置一定数量的包装盒后驱动输送带工作,使堆叠完成的包装盒向输送带末端移动,输送带每次移动固定距离,当位于末端的传感器检测到安装盒时则发出信号用于提醒操作人员及时转移安装盒。
本发明通过设置各个装置及其相互配合实现自动合盖、点胶的步骤,同时采用点胶替换双面胶,节省了使用双面胶带来的撕胶纸较为繁琐的问题,并且点胶稳定性好,出胶均匀,各工位协同工作,避免漏打胶的情况发生;点胶完成后进行合盖能够隔绝胶体与外部空气的接触,避免空气流动而加快胶体固化。
实施例2
本实施例在实施例1的基础上作了如下改进:下盖上料装置和上盖上料装置中的抬升架同步运动;下盖上料装置的储存架内的下盖数量与上盖上料装置的储存架内的上盖数量相同,则每次需要上移一个下盖或上盖厚度的高度时,则只需要使抬升架移动一次即可。
由于储料部与上料部之间为相互独立的机构,因此,上盖上料装置内的抬升架提早上移对于上盖上料装置中的上料部的动作不会造成影响,并且由于两者的抬升架同时运动,则驱动抬升架升降的驱动只需要一个即可,同时也便于检测上下盖数量是否相等。
总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所作的均等变化与修饰,皆应属本发明专利的涵盖范围。