一种一体化砂轮基体加工工艺及砂轮
文献发布时间:2023-06-19 11:00:24
技术领域
本发明属于磨具技术领域,具体涉及一种一体化砂轮基体加工工艺及砂轮。
背景技术
金刚石砂轮是磨削硬质合金、玻璃、陶瓷、半导体等高硬脆材料特效工具。近几年来,随着高速磨削超精密磨削技术迅速发展,砂轮在各个行业的需求量也在迅速增长。随着时代的进步,科学的发展,社会的需要,新材料的研制,磨削加工正向高质量、高精度、高效率、自动化方向不断发展,金刚石砂轮起的作用越来越明显,金刚石砂轮在结构上与普通磨料砂轮有所不同,一般是由金刚石磨料层与基体两部分组成。磨料层是由磨料、结合剂、填料和造孔剂等组成,是砂轮的工作部分。基体,用于连接磨料层,并在工作时用法兰盘牢固地夹持在磨床主轴上。
砂轮的基体有着严格的形状尺寸要求,现有的砂轮基体通常形状比较规则,无法满足特殊的加工需求,当基体形状较为复杂,无法一次性加工成型时,目前广泛采用的方式是将基体分成两个部分,分别加工两个部分后通过螺钉等方式进行组合,从而使之成为一件完整的砂轮基体。这种方式存在以下几个问题:(1)加工难度高、(2)加工时间长、(3)人力、物力成本较高、(4)成品质量难以保证。
发明内容
针对上述问题,一种一体化砂轮基体加工工艺,其特征在于,包括以下步骤:
S1:对基材的顶部端面和底部端面进行切削加工,得到第一过程件;
S2:对第一过程件的底部端面进行切削加工,得到第二过程件,所述第二过程件包括过程挡水槽;
S3:对第二过程件的过程挡水槽部位进行切削加工,得到第三过程件;
S4:对第三过程件进行钻孔加工,得到成品件。
作为一种优选的技术方案,所述基材为铝棒。
作为一种优选的技术方案,所述第一过程件包括主体、中心孔、磨料环安装槽;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘。
作为一种优选的技术方案,所述第二过程件包括主体、中心孔、磨料环安装槽、过程挡水槽;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述过程挡水槽设置在所述主体底部。
作为一种优选的技术方案,所述第三过程件包括主体、中心孔、磨料环安装槽、挡水槽;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述挡水槽设置在所述主体底部。
作为一种优选的技术方案,所述成品件包括主体、中心孔、磨料环安装槽、挡水槽、排水孔;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述挡水槽设置在所述主体底部,所述排水孔设置在所述主体上并贯穿所述主体,所述排水孔和所述挡水槽联通。
作为一种优选的技术方案,步骤2中加工过程利用第一刀具完成。
作为一种优选的技术方案,步骤3中加工过程利用第二刀具完成。
本发明还提供了一种基于上述任一项所述一种一体化砂轮基体加工工艺的砂轮,包括主体、中心孔、磨料环安装槽、排水孔、挡水槽、磨料环,所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述挡水槽设置在所述主体底部,所述排水孔设置在所述主体上并贯穿所述主体,所述排水孔和所述挡水槽联通,所述排水孔在所述主体顶部端面的出口设置在所述磨料环安装槽的内侧,所述磨料环设置在所述磨料环安装槽内。
所述排水孔数量为2~16个,均匀分布在所述主体上。
有益效果:
(1)本发明提供的一种一体化砂轮基体加工工艺,将原有工艺中分别制作两部分零件的方式修改为一体成型方式,简化了操作步骤,提升了工作效率,省去了螺栓固定结构带来的钻孔攻丝等工步,缩短加工时间,单件加工时间可缩短20到30分钟。
(2)降低了制作成本,一体成型方式不仅可以节省加工时间,还可以减少操作人员,是对人力成本的节约,还可以节省材料,是对实体成本的节约。
(3)减小了误差,提高了产品质量,一体成型避免了分段加工过程中产生的装配误差,使得产品精度得以提高,从而提升产品质量,大大提高了产品的竞争力。
(4)本发明提供的一种砂轮,砂轮基体采用一体化成型制造,误差小,零件内部无振动、无摩擦、无损伤,使用精度高,使用寿命长。
附图说明
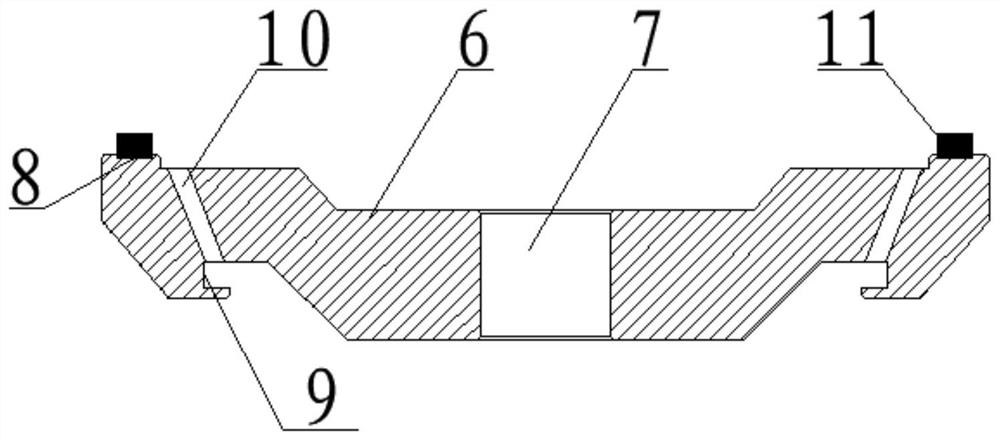
图1是本发明提供的一种砂轮的主视结构示意图;
图2是砂轮的俯视结构示意图;
图3是基材的结构示意图;
图4是第一过程件的结构示意图;
图5是第二过程件的结构示意图;
图6是第三过程件的结构示意图;
图7是成品件的结构示意图;
图8是第一刀具的结构示意图;
图9是第二刀具的结构示意图;
图10是第一刀具的加工方式示意图;
图11是第二刀具的加工方式示意图;
其中,1-基材、2-第一过程件、3-第二过程件、4-第三过程件、5-成品件、6-主体、7-中心孔、8-磨料环安装槽、9-挡水槽、10-排水孔、11-磨料环、12-过程排水槽、13-第一刀具、14-第二刀具。
具体实施方式
结合以下本发明的优选实施方法的详述以及包括的实施例可进一步地理解本发明的内容。
当描述本申请的实施方式时,使用“优选的”、“优选地”、“更优选的”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。除此之外,对一个或多个优选实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
为了表述方便,本文中出现的“顶部”为读者正对附图时附图的最上层;本文中出现的“底部”为读者正对附图时附图的最下层,而不是对结构本身的限定。
本发明提供了一种一体化砂轮基体加工工艺,包括以下步骤:
S1:对基材的顶部端面和底部端面进行切削加工,得到第一过程件;
S2:对第一过程件的底部端面进行切削加工,得到第二过程件,所述第二过程件包括过程挡水槽;
S3:对第二过程件的过程挡水槽部位进行切削加工,得到第三过程件;
S4:对第三过程件进行钻孔加工,得到成品件。
作为一种优选的技术方案,所述基材为铝棒。使用铝材质制作砂轮基体,降低砂轮整体重量,提升基体制造精度,降低砂轮工作能耗,提高产品质量
作为一种优选的技术方案,所述第一过程件包括主体、中心孔、磨料环安装槽;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘。
作为一种优选的技术方案,所述第二过程件包括主体、中心孔、磨料环安装槽、过程挡水槽;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述过程挡水槽设置在所述主体底部。
作为一种优选的技术方案,所述第三过程件包括主体、中心孔、磨料环安装槽、挡水槽;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述挡水槽设置在所述主体底部。
作为一种优选的技术方案,所述成品件包括主体、中心孔、磨料环安装槽、挡水槽、排水孔;所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述挡水槽设置在所述主体底部,所述排水孔设置在所述主体上并贯穿所述主体,所述排水孔和所述挡水槽联通。
作为一种优选的技术方案,步骤2中加工过程利用第一刀具完成。步骤2的加工过程如图8所示。
作为一种优选的技术方案,步骤3中加工过程利用第二刀具完成。步骤3的加工过程如图9所示。
一种基于上述任一项所述一种一体化砂轮基体加工工艺的砂轮,包括主体、中心孔、磨料环安装槽、排水孔、挡水槽、磨料环,所述中心孔设置在所述主体中心位置并贯穿所述主体,所述磨料环安装槽设置在所述主体顶部端面边缘,所述挡水槽设置在所述主体底部,所述排水孔设置在所述主体上并贯穿所述主体,所述排水孔和所述挡水槽联通,所述排水孔在所述主体顶部端面的出口设置在所述磨料环安装槽的内侧,所述磨料环设置在所述磨料环安装槽内。
所述排水孔数量为2~16个,均匀分布在所述主体上。
实施例
以下通过实施例对本发明技术方案进行详细说明,但是本发明的保护范围不局限于所述实施例。
实施例1
如图3~9所示的一种一体化砂轮基体加工工艺,包括以下步骤:
S1:对基材1的顶部端面和底部端面进行切削加工,得到第一过程件2;
S2:对第一过程件2的底部端面进行切削加工,得到第二过程件3,所述第二过程件3包括过程挡水槽12;
S3:对第二过程件3的过程挡水槽12部位进行切削加工,得到第三过程件4;
S4:对第三过程件4进行钻孔加工,得到成品件5。
所述基材1为铝棒。
所述第一过程件2包括主体6、中心孔7、磨料环安装槽8;所述中心孔7设置在所述主体6中心位置并贯穿所述主体6,所述磨料环安装槽8设置在所述主体6顶部端面边缘。
所述第二过程件3包括主体6、中心孔7、磨料环安装槽8、过程挡水槽12;所述中心孔7设置在所述主体6中心位置并贯穿所述主体6,所述磨料环安装槽8设置在所述主体6顶部端面边缘,所述过程挡水槽12设置在所述主体6底部。
所述第三过程件4包括主体6、中心孔7、磨料环安装槽8、挡水槽9;所述中心孔7设置在所述主体6中心位置并贯穿所述主体6,所述磨料环安装槽8设置在所述主体6顶部端面边缘,所述挡水槽9设置在所述主体6底部。
所述成品件5包括主体6、中心孔7、磨料环安装槽8、挡水槽9、排水孔10;所述中心孔7设置在所述主体6中心位置并贯穿所述主体6,所述磨料环安装槽8设置在所述主体6顶部端面边缘,所述挡水槽9设置在所述主体6底部,所述排水孔10设置在所述主体6上并贯穿所述主体6,所述排水孔10和所述挡水槽9联通。
步骤2中加工过程利用第一刀具13完成。步骤2的加工过程如图8所示。
步骤3中加工过程利用第二刀具14完成。步骤3的加工过程如图9所示。
实施例2
如图1和2所示的一种砂轮,包括主体6、中心孔7、磨料环安装槽8、挡水槽9、排水孔10、磨料环11,所述中心孔7设置在所述主体6中心位置并贯穿所述主体6,所述磨料环安装槽8设置在所述主体6顶部端面边缘,所述挡水槽9设置在所述主体6底部,所述排水孔10设置在所述主体6上并贯穿所述主体6,所述排水孔10和所述挡水槽9联通,所述排水孔10在所述主体6顶部端面的出口设置在所述磨料环安装槽8的内侧,所述磨料环11设置在所述磨料环安装槽8内。
所述排水孔10数量为2~16个,均匀分布在所述主体6上。
最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
- 一种一体化砂轮基体加工工艺及砂轮
- 一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法