一种带视觉检测功能的网片自动点焊生产设备
文献发布时间:2023-06-19 12:04:09
【技术领域】
本发明涉及一种带视觉检测功能的网片自动点焊生产设备。
【背景技术】
现有的洗碗架网片网片生产线在进行洗碗架网片网片加工时需要工人将洗碗架网片网片物料分层次的堆放在特定的物料堆放支架里,并且工人还要进行各层洗碗架网片网片物料之间位置的对准,然后才能够进行焊接,工人不仅需要进行洗碗架网片网片物料的堆放和对准,而且在洗碗架网片网片物料焊接成洗碗架网片网片后还需要将洗碗架网片网片从物料堆放支架内取出,全部由人工完成,速度较慢而且精度较低,从而导致生产效率低下,而且工人数多,人工成本高。
本发明正是基于上述不足研发而产生的。
【发明内容】
本发明目的是克服了现有技术的不足,提供一种减少人工操作而且能够提高洗碗架网片网片生产效率的带视觉检测功能的网片自动点焊生产设备。
本发明是通过以下技术方案实现的:
一种带视觉检测功能的网片自动点焊生产设备,其特征在于,包括:
运输装置1,具有初始位置和终止位置,且所述的运输装置1上连接有用于堆放洗碗架网片网片物料并在受运输装置1驱动时能够从初始位置移动至终止位置的物料堆放支架200;放料装置3,被设置于初始位置处,且所述的放料装置3包括能使得洗碗架网片网片物料A堆放至物料堆放支架200上的第一放置工位31和能使得洗碗架网片网片物料B堆放至洗碗架网片网片物料A上的第二放置工位32;视觉检测装置4,沿运输装置1设置并位于放料装置3之后,且所述的视觉检测装置4能够检测物料堆放支架200上洗碗架网片物料A和洗碗架网片物料B的堆放信息;焊接装置5,沿运输装置1设置并位于视觉检测装置4之后,且所述的焊接装置5能够对洗碗架网片物料A和洗碗架网片物料B进行焊接而将二者连接形成洗碗架网片700;取料装置6,沿运输装置1设置并位于终止位置处,且所述的取料装置6能够将焊接完成的洗碗架网片700从物料堆放支架200上取出。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的放料装置3还包括设置于第二放置工位32与视觉检测装置4之间且能够用于堆放洗碗架网片物料C的第三放置工位33。
所述的第一放置工位31上设置有第一支架311,所述的第一支架311上设有多个能供洗碗架网片物料A落入至物料堆放支架200内的第一落料孔3111,且所述的第一支架311上还设有能将第一落料孔3111封闭或打开的第一开闭装置312。
所述的第二放置工位32上设置有第二支架321,所述的第二支架321上设有多个能使得洗碗架网片物料B落入至物料堆放支架200内的第二落料孔3211,所述的第二支架321上还设有能将第二落料孔3211封闭或打开的第二开闭装置322,所述的洗碗架网片物料B落入至物料堆放支架200时堆放在洗碗架网片物料A的上方。
所述的第三放置工位33上设置有第三支架331,所述的第三支架331上设有多个能使得洗碗架网片物料C落入至物料堆放支架200内的第三落料孔3311且所述的第三支架331上还设有能将第三落料孔3311封闭或打开的第三开闭装置332,所述的洗碗架网片物料C落入至物料堆放支架200时堆放在洗碗架网片物料B的上方。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的视觉检测装置4包括能够形成封闭的检测空间400的外罩41,所述的外罩41上设有位于物料堆放支架200上方的连接杆42,所述的连接杆42上可滑动地连接有多个能够检测物料堆放支架200上洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的堆放信息的CCD对位相机43。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的焊接装置5包括沿着运输装置1设置的第一龙门焊机51和第二龙门焊机52,所述的第一龙门焊机51包括第一焊接机架511,所述的第一焊接机架511内设有能供物料堆放支架200通过的第一通道512,所述的第一焊接机架511上还设有多个能够相对第一焊接机架511移动而对物料堆放支架200上洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的连接处进行焊接的第一焊接头513,所述的第一通道512内且位于物料堆放支架200的下方设有在第一焊接头513向物料堆放支架200移动时能够向上移动并与多个第一焊接头513配合而将洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C压紧的第一顶升装置514。
所述的第二龙门焊机52包括第二焊接机架521,所述的第二焊接机架521内设有能供物料堆放支架200通过的第二通道522,所述的第二焊接机架521上还设有多个能够相对第二焊接机架521移动而对物料堆放支架200上洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的连接处进行焊接的第二焊接头523,所述的第二通道522内且位于物料堆放支架200的下方设有在第二焊接头523向物料堆放支架200移动时能够向上移动并与第二焊接头523配合而将洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C压紧的第二顶升装置524。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的焊接装置5与取料装置6之间还设有能够用于对洗碗架网片700进行折弯的折弯机构8,且所述的折弯机构8的下方设有能够将洗碗架网片700从物料堆放支架200中顶出的顶出机构9。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的折弯机构8包括架体81,所述的架体81上设有能够与顶出机构9配合而将洗碗架网片700固定的顶压结构811,且所述的架体81上还设有第一伸缩电机82,且所述的第一伸缩电机82的输出轴上连接有旋转电机83,所述的旋转电机83的输出轴上连接有在跟随旋转电机83的输出轴转动时能够将洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C折弯的折弯块84,所述的折弯块84上设有能供洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C卡合的卡合槽841。
所述的取料装置6还包括横向设置的连接支架61,所述的连接支架61上设有滑轨62,所述的滑轨62上设有能够相对其上下移动而夹持洗碗架网片700的机械夹爪63,所述的机械夹爪63上还连接有能够驱动其沿滑轨62滑动的驱动部件。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的运输装置1包括能够将物料堆放支架200从初始位置移动至视觉检测装置4出的第一运输组件11,所述的第一龙门焊机51和第二龙门焊机52之间设有能够将物料堆放支架200从视觉检测装置4与第一龙门焊机51之间运输至第二龙门焊机52的第二运输组件12,所述的折弯机构8与取料装置6之间还设有能够将物料堆放支架200从第二龙门焊机52与折弯机构8之间运输至终止位置处的第三运输组件13,且所述的运输装置1还包括能够将物料堆放支架200从终止位置移动至初始位置的第四运输组件14。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的第一运输组件11包括对称设置的两个第一立架111,每个所述的第一立架111上均设有用于运输物料堆放支架200的第一传动带112。
所述的第二运输组件12包括相相互对称地连接于第一龙门焊机51与第二龙门焊机52上的第二立架121,每个所述的第二立架121上均设有第二滑轨122,且所述的第二滑轨122上连接有能够相对其移动的第二滑块123。
所述的第三运输组件13包括对称设置的两个第三立架131,每个所述的第三立架131上均设有用于运输物料堆放支架200的第二传动带132。
所述的第四运输组件14包括连接于第三立架131和第一立架111上的第三传动带141,所述的第三传动带141之间连接有能够放置物料堆放支架200的放置部,所述的第四运输组件14还包括能够顶升物料堆放支架200并将物料堆放支架200移动至第一传动带112上的顶升移动装置。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的顶出机构9包括设于焊接装置5与取料装置6之间的滑行轨道91,所述的滑行轨道91上还连接有底架92,所述的底架92上设有能够驱动其相对滑行轨道91滑动的滑行电机,且所述的底架92上还设有多个第二伸缩装置93,所述的第二伸缩装置93上连接有底板94,所述的底板94上可滑动地连接有多个顶压部件941,所述的底板94上还设有能够驱动顶压部件941向上移动而将洗碗架网片700从物料堆放支架200中顶出的顶出电机。
如上所述的带视觉检测功能的网片自动点焊生产设备,其特征在于:所述的第一开闭装置312包括连接于第一支架311下方的第一驱动电机3121,所述的第一驱动电机3121输出轴上连接有能够跟随第一驱动电机3121输出轴移动而打开或封闭第一落料孔3111的第一封闭件3122,所述的放置洗碗架网片物料A位于第一落料孔3111内并搁置于第一封闭件3122上,且在所述的第一封闭件3122移动而将第一落料孔3111打开时洗碗架网片物料A能够落入至物料堆放支架200内。
所述的第二开闭装置322包括连接于第二支架321下方的第二驱动电机3221,所述的第二驱动电机3221输出轴上连接有能够跟随第二驱动电机3221输出轴移动而打开或封闭第二落料孔3211的第二封闭件3222,所述的放置洗碗架网片物料B位于第二落料孔3211内并搁置于第二封闭件3222上,且在所述的第二封闭件3222移动而将第二落料孔3211打开时洗碗架网片物料B能够落入至物料堆放支架200内并堆放在洗碗架网片物料A的上方。
所述的第三开闭装置332包括连接于第三支架331下方的第三驱动电机3321,所述的第三驱动电机3321输出轴上连接有能够跟随第三驱动电机3321输出轴移动而打开或封闭第三落料孔3311的第三封闭件3322,所述的放置洗碗架网片物料C位于第三落料孔3311内并搁置于第三封闭件3322上,且在所述的第三封闭件3322移动而将第三落料孔3311打开时洗碗架网片物料C能够落入至物料堆放支架200内并堆放在洗碗架网片物料B的上方。
与现有技术相比,本发明有如下优点:本发明在使用时,首先将洗碗架网片物料A放置在第一放置工位上,然后将洗碗架网片物料B放置在第二放置工位处,启动运输装置,运输装置就带动物料堆放支架从初始位置处开始移动,物料堆放支架在移动至第一放置工位时洗碗架网片物料A就落入至物料堆放支架内,物料堆放支架移动至第二放置工位处时洗碗架网片物料B就能够落入至物料堆放支架内并堆放在洗碗架网片物料A上,然后运输装置就将物料堆放支架移动至视觉检测装置内进行检测,当视觉检测装置检测合格后运输装置将物料堆放支架移动至焊接装置处将洗碗架网片物料A和洗碗架网片物料B连接形成洗碗架网片,最后运输装置将物料堆放支架移动至取料装置处,由取料装置将洗碗架网片从物料堆放支架内取出,本系统中仅需要两位工人在第一放置工位和第二放置工位处放置洗碗架网片物料A和洗碗架网片物料B即可,不仅减少了工人的数量而且工人不需要在进行洗碗架网片物料A和洗碗架网片物料B的堆放信息的检测以及将焊接完成的洗碗架网片从物料堆放支架中取出,提高了生产的效率,即使出现了洗碗架网片物料A和洗碗架网片物料B的位置堆放问题,也能够通过视觉检测装置检测出来,工人能够快速的处理而不至于在错误的堆放后使得整个洗碗架网片被报废,浪费材料。
【附图说明】
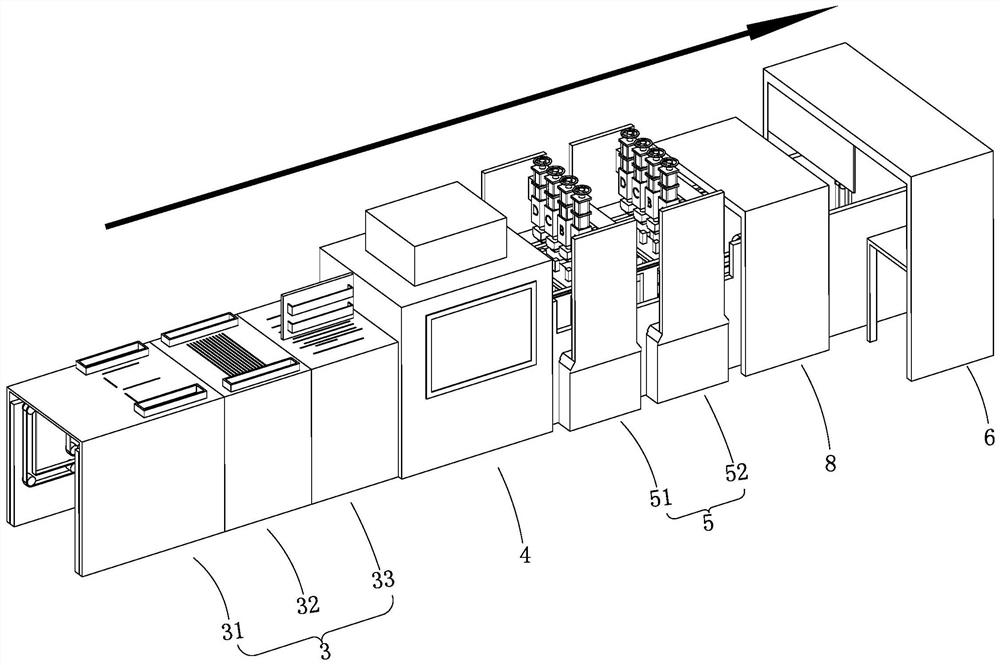
图1是本发明带视觉检测功能的网片自动点焊生产设备的立体图。
图2是本发明带视觉检测功能的网片自动点焊生产设备的俯视图。
图3是物料堆放支架和洗碗架网片的立体图。
图4是洗碗架网片的立体图。
图5是本发明带视觉检测功能的网片自动点焊生产设备的剖视图。
图6是本发明带视觉检测功能的网片自动点焊生产设备中第一放置工位的立体图之一。
图7是本发明带视觉检测功能的网片自动点焊生产设备中第一放置工位的立体图之二。
图8是本发明带视觉检测功能的网片自动点焊生产设备中第二放置工位的立体图之一。
图9是本发明带视觉检测功能的网片自动点焊生产设备中第二放置工位的立体图之二。
图10是本发明带视觉检测功能的网片自动点焊生产设备中第三放置工位的立体图之一。
图11是本发明带视觉检测功能的网片自动点焊生产设备中第三放置工位的立体图之二。
图12是本发明带视觉检测功能的网片自动点焊生产设备中视觉检测装置的立体图。
图13是本发明带视觉检测功能的网片自动点焊生产设备中焊接装置的立体图。
图14是本发明带视觉检测功能的网片自动点焊生产设备中第一龙门焊机的平面图。
图15是本发明带视觉检测功能的网片自动点焊生产设备中第二龙门焊机的平面图。
图16是本发明带视觉检测功能的网片自动点焊生产设备中折弯机构和顶出机构的立体图。
图17是图16中A区域的放大图。
图18是本发明带视觉检测功能的网片自动点焊生产设备中取料装置的立体图之一。
图19是本发明带视觉检测功能的网片自动点焊生产设备中取料装置的立体图之二。
【具体实施方式】
下面结合附图对本发明作进一步描述:
如图1至19所示,本发明提供一种带视觉检测功能的网片自动点焊生产设备,包括:
运输装置1,具有初始位置和终止位置,且所述的运输装置1上连接有用于堆放洗碗架网片物料并在受运输装置1驱动时能够从初始位置移动至终止位置的物料堆放支架200;放料装置3,被设置于初始位置处,且所述的放料装置3包括能使得洗碗架网片物料A堆放至物料堆放支架200上的第一放置工位31和能使得洗碗架网片物料B堆放至洗碗架网片物料A上的第二放置工位32;视觉检测装置4,沿运输装置1设置并位于放料装置3之后,且所述的视觉检测装置4能够检测物料堆放支架200上洗碗架网片物料A和洗碗架网片物料B的堆放信息;焊接装置5,沿运输装置1设置并位于视觉检测装置4之后,且所述的焊接装置5能够对洗碗架网片物料A和洗碗架网片物料B进行焊接而将二者连接形成洗碗架网片700;取料装置6,沿运输装置1设置并位于终止位置处,且所述的取料装置6能够将焊接完成的洗碗架网片700从物料堆放支架200上取出。
本发明在使用时,首先将洗碗架网片物料A放置在第一放置工位31上,然后将洗碗架网片物料B放置在第二放置工位32处,启动运输装置1,运输装置1就带动物料堆放支架200从初始位置处开始移动,物料堆放支架200在移动至第一放置工位31时洗碗架网片物料A就落入至物料堆放支架200内,物料堆放支架200移动至第二放置工位32处时洗碗架网片物料B就能够落入至物料堆放支架200内并堆放在洗碗架网片物料A上,然后运输装置1就将物料堆放支架200移动至视觉检测装置4内进行检测,当视觉检测装置4检测合格后运输装置1将物料堆放支架200移动至焊接装置5处将洗碗架网片物料A和洗碗架网片物料B连接形成洗碗架网片700,最后运输装置1将物料堆放支架200移动至取料装置6处,由取料装置6将洗碗架网片700从物料堆放支架200内取出,本系统中仅需要两位工人在第一放置工位31和第二放置工位32处放置洗碗架网片物料A和洗碗架网片物料B即可,不仅减少了工人的数量而且工人不需要在进行洗碗架网片物料A和洗碗架网片物料B的堆放信息的检测以及将焊接完成的洗碗架网片700从物料堆放支架200中取出,提高了生产的效率,即使出现了洗碗架网片物料A和洗碗架网片物料B的位置堆放问题,也能够通过视觉检测装置4检测出来,工人能够快速的处理而不至于在错误的堆放后使得整个洗碗架网片被报废,浪费材料。
如图2所示,所述的放料装置3还包括设置于第二放置工位32与视觉检测装置4之间且能够用于堆放洗碗架网片物料C的第三放置工位33。当然洗碗架网片700可以是三层或者四层设计的。
如图6至7所示,所述的第一放置工位31上设置有第一支架311,所述的第一支架311上设有多个能供洗碗架网片物料A落入至物料堆放支架200内的第一落料孔3111,且所述的第一支架311上还设有能将第一落料孔3111封闭或打开的第一开闭装置312。第一支架311上设置了用于放置洗碗架网片物料A的物料盒。
如图8至9所示,所述的第二放置工位32上设置有第二支架321,所述的第二支架321上设有多个能使得洗碗架网片物料B落入至物料堆放支架200内的第二落料孔3211,所述的第二支架321上还设有能将第二落料孔3211封闭或打开的第二开闭装置322,所述的洗碗架网片物料B落入至物料堆放支架200时堆放在洗碗架网片物料A的上方。第二支架321上设置了用于放置洗碗架网片物料B的物料盒。
如图10至11所示,所述的第三放置工位33上设置有第三支架331,所述的第三支架331上设有多个能使得洗碗架网片物料C落入至物料堆放支架200内的第三落料孔3311且所述的第三支架331上还设有能将第三落料孔3311封闭或打开的第三开闭装置332,所述的洗碗架网片物料C落入至物料堆放支架200时堆放在洗碗架网片物料B的上方。第三支架331上设置了用于放置洗碗架网片物料C的物料盒。即使是有三个工位需要放置物料,也仅需两个工人,一人在一侧边将对的洗碗架网片物料从物料盒中取出然后放置即可。
如图12所示,所述的视觉检测装置4包括能够形成封闭的检测空间400的外罩41,所述的外罩41上设有位于物料堆放支架200上方的连接杆42,所述的连接杆42上可滑动地连接有多个能够检测物料堆放支架200上洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的堆放信息的CCD对位相机43。洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的堆放信息包括三者堆放的层数和数量是否正确,洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的前后两端分别与物料堆放支架200的位置间隙是否符合等。当物料堆放支架200通过检测空间400时,CCD对位相机43就能够对洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的堆放信息进行检测,如果检测合格就让物料堆放支架200通过并向焊接装置5移动,如果检测不合格就停止运输装置1,CCD对位相机43能将错误的信息传输至外部电脑或显示屏等设备上,由工人根据CCD对位相机43给出的错误信息进行校正,校正完成后就能够继续送达至焊接装置5处进行焊接了。
如图13至15所示,所述的焊接装置5包括沿着运输装置1设置的第一龙门焊机51和第二龙门焊机52,所述的第一龙门焊机51包括第一焊接机架511,所述的第一焊接机架511内设有能供物料堆放支架200通过的第一通道512,所述的第一焊接机架511上还设有多个能够相对第一焊接机架511移动而对物料堆放支架200上洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的连接处进行焊接的第一焊接头513,所述的第一通道512内且位于物料堆放支架200的下方设有在第一焊接头513向物料堆放支架200移动时能够向上移动并与多个第一焊接头513配合而将洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C压紧的第一顶升装置514。第一龙门焊机51和第二龙门焊机52都为电弧焊或者电阻焊。
当物料堆放支架200被送达至第一焊接机架511的第一通道512内时,第一顶升装置514向上移动并顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,第一焊接机架511上的多个第一焊接头513就相对第一焊接机架511向下移动而顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,而对洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处进行焊接固定。
如图13至15所示,所述的第二龙门焊机52包括第二焊接机架521,所述的第二焊接机架521内设有能供物料堆放支架200通过的第二通道522,所述的第二焊接机架521上还设有多个能够相对第二焊接机架521移动而对物料堆放支架200上洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的连接处进行焊接的第二焊接头523,所述的第二通道522内且位于物料堆放支架200的下方设有在第二焊接头523向物料堆放支架200移动时能够向上移动并与第二焊接头523配合而将洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C压紧的第二顶升装置524。
当第一阶段的焊接完成后就将物料堆放支架200移动至第二焊接机架521的第二通道522内时,第二顶升装置524向上移动并顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,第二焊接机架521上的多个第二焊接头523就相对第二焊接机架521向下移动而顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,而对洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处进行焊接固定,第一龙门焊机51和第二龙门焊机52分段进行焊接,能够提高焊接的效率。
如图2所示,所述的焊接装置5与取料装置6之间还设有能够用于对洗碗架网片700进行折弯的折弯机构8,且所述的折弯机构8的下方设有能够将洗碗架网片700从物料堆放支架200中顶出的顶出机构9。
如图16至17所示,所述的折弯机构8包括架体81,所述的架体81上设有能够与顶出机构9配合而将洗碗架网片700固定的顶压结构811,且所述的架体81上还设有第一伸缩电机82,且所述的第一伸缩电机82的输出轴上连接有旋转电机83,所述的旋转电机83的输出轴上连接有在跟随旋转电机83的输出轴转动时能够将洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C折弯的折弯块84,所述的折弯块84上设有能供洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C卡合的卡合槽841。
当洗碗架网片700焊接成形后,物料堆放支架200从第二龙门焊机52移动至架体81内时,顶出机构9将洗碗架网片700从物料堆放支架200内顶出,并且顶压结构811和顶出机构9配合而将洗碗架网片700压紧,此时第一伸缩电机82驱动其输出轴向下移动,旋转电机83和折弯块84就向下移动,折弯块84上的卡合槽841就根据需要与洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C卡合,旋转电机83转动而带动弯块84转动将洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C进行折弯,从而完成了整个洗碗架网片700的加工。
如图16至17所示,所述的顶出机构9包括设于焊接装置5与取料装置6之间的滑行轨道91,所述的滑行轨道91上还连接有底架92,所述的底架92上设有能够驱动其相对滑行轨道91滑动的滑行电机,且所述的底架92上还设有多个第二伸缩装置93,所述的第二伸缩装置93上连接有底板94,所述的底板94上可滑动地连接有多个顶压部件941,所述的底板94上还设有能够驱动顶压部件941向上移动而将洗碗架网片700从物料堆放支架200中顶出的顶出电机。
如图18至19所示所述的取料装置6还包括横向设置的连接支架61,所述的连接支架61上设有滑轨62,所述的滑轨62上设有能够相对其上下移动而夹持洗碗架网片700的机械夹爪63,所述的机械夹爪63上还连接有能够驱动其沿滑轨62滑动的驱动部件。
如图5所示,所述的运输装置1包括能够将物料堆放支架200从初始位置移动至视觉检测装置4出的第一运输组件11,所述的第一龙门焊机51和第二龙门焊机52之间设有能够将物料堆放支架200从视觉检测装置4与第一龙门焊机51之间运输至第二龙门焊机52的第二运输组件12,所述的折弯机构8与取料装置6之间还设有能够将物料堆放支架200从第二龙门焊机52与折弯机构8之间运输至终止位置处的第三运输组件13,且所述的运输装置1还包括能够将物料堆放支架200从终止位置移动至初始位置的第四运输组件14。
如图5所示,所述的第一运输组件11包括对称设置的两个第一立架111,每个所述的第一立架111上均设有用于运输物料堆放支架200的第一传动带112。
如图5或13所示,所述的第二运输组件12包括相相互对称地连接于第一龙门焊机51与第二龙门焊机52上的第二立架121,每个所述的第二立架121上均设有第二滑轨122,且所述的第二滑轨122上连接有能够相对其移动的第二滑块123。
如图5或16所示,所述的第三运输组件13包括对称设置的两个第三立架131,每个所述的第三立架131上均设有用于运输物料堆放支架200的第二传动带132。
如图5所示,所述的第四运输组件14包括连接于第三立架131和第一立架111上的第三传动带141,所述的第三传动带141之间连接有能够放置物料堆放支架200的放置部,所述的第四运输组件14还包括能够顶升物料堆放支架200并将物料堆放支架200移动至第一传动带112上的顶升移动装置。顶升移动装置包括一个具有升降电机的平台,平台上设置有在启动后能够将物料堆放支架200移动至第一传动带112上的第四传动带142。
如图6至7所示,所述的第一开闭装置312包括连接于第一支架311下方的第一驱动电机3121,所述的第一驱动电机3121输出轴上连接有能够跟随第一驱动电机3121输出轴移动而打开或封闭第一落料孔3111的第一封闭件3122,所述的放置洗碗架网片物料A位于第一落料孔3111内并搁置于第一封闭件3122上,且在所述的第一封闭件3122移动而将第一落料孔3111打开时洗碗架网片物料A能够落入至物料堆放支架200内。第一封闭件3122包括连接板和连接杆。当第一传动带112将物料堆放支架200运输至第一支架311的下方时,此时第一支架311上的感应装置能够感应到物料堆放支架200并驱动第一驱动电机3121的输出轴带动第一封闭件3122移动而将第一落料孔3111打开,此时搁置于第一封闭件3122上的洗碗架网片物料A就从第一落料孔3111落入至物料堆放支架200内。
如图8至9所示,所述的第二开闭装置322包括连接于第二支架321下方的第二驱动电机3221,所述的第二驱动电机3221输出轴上连接有能够跟随第二驱动电机3221输出轴移动而打开或封闭第二落料孔3211的第二封闭件3222,所述的放置洗碗架网片物料B位于第二落料孔3211内并搁置于第二封闭件3222上,且在所述的第二封闭件3222移动而将第二落料孔3211打开时洗碗架网片物料B能够落入至物料堆放支架200内并堆放在洗碗架网片物料A的上方。第一封闭件3122由板体和连接杆。当物料堆放支架200被第一传动带112从第一支架311处移动至第二支架321下方时,第二支架321下方的感应器感受到物料堆放支架200,第二驱动电机3221启动而带动第二封闭件3222移动而将第二落料孔3211打开,此时位于第二封闭件3222上的洗碗架网片物料B就从第二封闭件3222落入至物料堆放支架200内并堆放在洗碗架网片物料A的上方。
如图10至11所示,所述的第三开闭装置332包括连接于第三支架331下方的第三驱动电机3321,所述的第三驱动电机3321输出轴上连接有能够跟随第三驱动电机3321输出轴移动而打开或封闭第三落料孔3311的第三封闭件3322,所述的放置洗碗架网片物料C位于第三落料孔3311内并搁置于第三封闭件3322上,且在所述的第三封闭件3322移动而将第三落料孔3311打开时洗碗架网片物料C能够落入至物料堆放支架200内并堆放在洗碗架网片物料B的上方。
工作原理:
工人依次将洗碗架网片物料A放置在第一落料孔3111中并搁置于第一封闭件3122上、将洗碗架网片物料B放置在第二落料孔3211中并搁置于第二封闭件3222上,以及将洗碗架网片物料C放置在第三落料孔3311中并搁置于第三封闭件3322上,当物料堆放支架200被第一传动带112移动至第一支架311的下方时,第一封闭件3122受第一驱动电机3121的驱动而将第一落料孔3111打开而使得搁置于第一封闭件3122上的洗碗架网片物料A落入至物料堆放支架200内,当物料堆放支架200被第一传动带112移动至第二支架321下方时,第二封闭件3222受第二驱动电机3221的驱动而将第二落料孔3211打开而使得搁置于第二封闭件3222上的洗碗架网片物料B落入至物料堆放支架200内并堆放于洗碗架网片物料A的上层,当物料堆放支架200被第一传动带112移动至第三支架331下方时,第三封闭件3322受到第三驱动电机3321的驱动而将第三落料孔3311打开而使得搁置于第三封闭件3322上的洗碗架网片物料C落入至物料堆放支架200内并堆放于洗碗架网片物料B的上层,第一传动带112将承载有洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的物料堆放支架200移动至外罩41内后,连接杆42上的CCD对位相机43对洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C的堆放信息进行检查,并在合格时第一传动带112将物料堆放支架200移动直至将物料堆放支架200推放至第二滑块123上,第二滑块123启动,并将物料堆放支架200移动至第一焊接机架511的第一通道512内时,第一顶升装置514向上移动并顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,第一焊接机架511上的多个第一焊接头513就相对第一焊接机架511向下移动而顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,而对洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处进行焊接固定,当这部分的焊接完成后,第二滑块123继续移动,直至将物料堆放支架200移动至至第二焊接机架521的第二通道522内时,第二顶升装置524向上移动并顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,第二焊接机架521上的多个第二焊接头523就相对第二焊接机架521向下移动而顶住洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C连接处的下方,而对洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C在第一焊接机架511未进行的焊接的连接处进行焊接固定,而将洗碗架网片物料A、洗碗架网片物料B和洗碗架网片物料C三者连接形成洗碗架网片700,在洗碗架网片700成形后,第二滑块123继续移动并将物料堆放支架200推至第二传动带132上,当第二传动带132带动物料堆放支架200移动至架体81的下方时,底架92沿着滑行轨道91滑行并移动至物料堆放支架200的下方,底架92上的第二伸缩装置93启动将底板94向上顶推,底板94上的多个顶压部件941受到顶出电机驱动将洗碗架网片700从物料堆放支架200中顶出,此时架体81上的顶压结构811向下移动并配合多个顶压部件941将洗碗架网片700夹紧,架体81上的第一伸缩电机82驱动旋转电机83向下移动直至旋转电机83上的折弯块84通过卡合槽841与洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C卡合,旋转电机83转动而将洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C折弯,折弯完成后多个顶压部件941复位而与洗碗架网片700分离而使得洗碗架网片700落入至物料堆放支架200中,并且第二传动带132和底架92同步移动直至将物料堆放支架200移动至连接支架61的下方,此时多个顶压部件941再次将洗碗架网片700顶起,机械夹爪63在驱动部件的驱动下沿着连接支架61的滑轨62横向滑动,并在与洗碗架网片700对位时下降而将洗碗架网片700夹起并堆放在一侧,多个顶压部件941复位而从物料堆放支架200中脱离,并且在底板94向下移动复位时将物料堆放支架200放入至第三传动带141上,底架92沿着滑行轨道91复位,而物料堆放支架200被第三传动带141从终止位置带动至初始位置处,并在顶升移动装置的帮助下移动至第一传动带112上从而完成循环。当然此时工人已经将洗碗架网片物料A、洗碗架网片物料B或洗碗架网片物料C再次放好,节约了时间,而且物料堆放支架200可以是一个也可以是多个,能够提高生产的效率。
- 一种带视觉检测功能的网片自动点焊生产设备
- 一种带视觉检测功能的网片自动点焊生产设备