一种轻量化高强度复合材料及其生产工艺
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及复合材料技术领域,更具体地说,它涉及一种轻量化高强度复合材料及其生产工艺。
背景技术
随着汽车改装行业发展,越来越多用户喜欢在车箱上加装防雨棚。皮卡是一种具有客货两用双重特性的车型,然而,因皮卡车箱上没有防雨棚结构,导致存在用户的物品存放空间受限、用户在车箱内存放的物品因外露没有防护而容易掉落或丢失等问题。
现有技术中通过在皮卡车的车厢后装防雨棚,以起到防护防雨的功能,现有的防雨棚面板通常是在蜂窝纸板的两侧表面设置玻璃纤维毡,并通过压膜机对其进行模压后形成板材,该种板材的屈服强度与弹性模量较差。
因此亟需一种新的技术方案来解决上述技术问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种轻量化高强度复合材料及其生产工艺。
本发明的上述技术目的是通过以下技术方案得以实现的:一种轻量化高强度复合材料及其生产工艺,包括蜂窝纸板,所述蜂窝纸板层的上下表面均设置有复合毡,所述复合毡的表面设置有玻璃纤维布,所述玻璃纤维布的表面设置有聚氨酯发泡料,并包括以下制备步骤:
S1、取一蜂窝纸板,于其表面铺设一层复合毡,再于复合毡的表面铺设一层玻璃纤维布;
S2、在玻璃纤维布的表面喷涂聚氨酯发泡料;
S3、将喷涂完防水涂料的复合板放置于模压机的模具中,并进行压制;
S4、打开模具,将压制好的半成板材取出;
S5、将两块压制好的半成板材同时放入到模压机中,使得两块半成板材的蜂窝纸板相对设置,再次进行压制;
S6、将压制好的板材取出,并放入到注射机中,并在其内部注射聚氨酯发泡材料;
S7、冷却成型后,将制成的基板从注射机中取出。
本发明进一步设置为:所述复合毡包括玻璃纤维毡与设置于玻璃纤维毡表面的石棉布,所述玻璃纤维毡与石棉布之间通过热熔胶连接。
本发明进一步设置为:所述玻璃纤维毡的厚度为25-30mm,所述石棉布的厚度为0.4-0.6mm。
本发明进一步设置为:所述玻璃纤维布采用斜纹玻璃纤维布。
本发明进一步设置为:在所述步骤S1中,将复合毡与玻璃纤维布铺设于蜂窝纸板表面,将三者的四个边角对其后,用订书针将其四个边角进行固定。
本发明进一步设置为:在所述步骤S2中,喷涂的聚氨酯发泡料由组合聚醚与多亚甲基多苯基异氰酸酯在发泡机内制成,其比例为1:1.4±0.05,其喷涂量为1.26-1.3kg/㎡。
本发明进一步设置为:在步骤S3中,压模机内的温度设定在100-120℃,保压压力为140-180bar,保压时间为450-550s。
本发明进一步设置为:在所述步骤S5中,压模机内部的温度为61-65℃,保压压力为70-90bar,保压时间为550-650s。
本发明进一步设置为:在所述步骤S6中,注射的聚氨酯发泡料由组合聚醚与多亚甲基多苯基异氰酸酯在发泡机内制成,其比例为1:0.92±0.05,其注射量为1.76-1.82kg/㎡。
本发明进一步设置为:在所述步骤6中,在将压制好的板材从压膜机中取出后,将板材裁剪成所需大小,并对其进行侧边进行打磨。
本发明具有以下有益效果:
1、通过在基板内设置复合毡,其中的玻璃纤维布能够有效提升该复合材料的韧性,并通过石棉板,能够提升该复合材料的隔音与隔热效果。
2、通过对两次压膜工作,能够提升最终基板的屈服强度与弹性模量,从而提升该复合材料的各项物理性能,以提升其使用范围。
附图说明
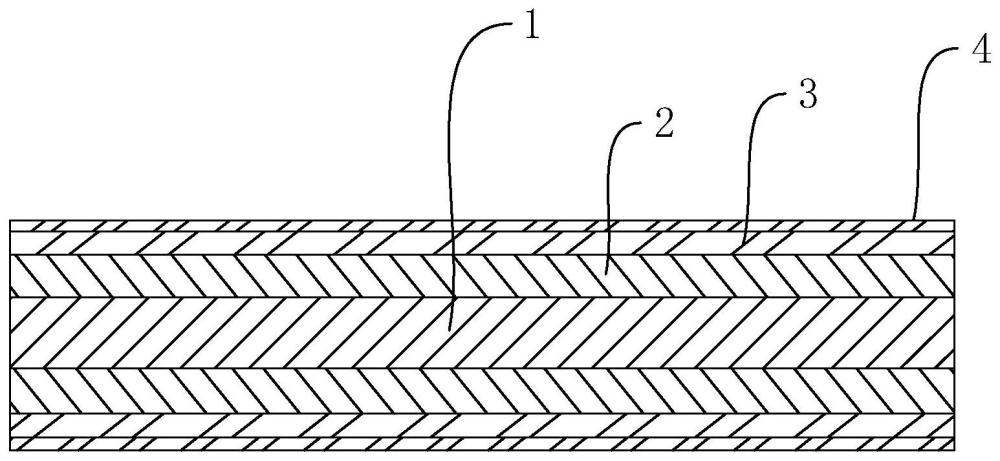
图1为本实施例中基板的剖面结构示意图;
图2为本实施例中复合毡的剖面结构示意图;
附图说明:1、蜂窝纸板;2、复合毡;21、玻璃纤维毡;22、石棉布;23、热熔胶;3、玻璃纤维布;4、聚氨酯发泡料。
具体实施方式
以下结合附图对本发明作进一步详细说明。
其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
如图所示,一种轻量化高强度复合材料及其生产工艺,包括蜂窝纸板1,蜂窝纸板1层的上下表面均设置有复合毡2,复合毡包括玻璃纤维毡21与设置于玻璃纤维毡21表面的石棉布22,玻璃纤维毡21与石棉布22之间通过热熔胶23连接,玻璃纤维毡21的厚度为25-30mm,石棉布22的厚度为0.4-0.6mm。玻璃纤维毡21具有较好的隔音与隔热效果,石棉布22则具有耐腐蚀与一定的阻燃作用。
复合毡的表面设置有玻璃纤维布3,玻璃纤维布3采用斜纹玻璃纤维布3,其具有较好的韧性,玻璃纤维布3的表面还设置有聚氨酯发泡料4,并包括以下制备步骤:
S1、取一蜂窝纸板1,于其表面铺设一层复合毡,再于复合毡的表面铺设一层玻璃纤维布3,将三者的四个边角对其后,用订书针将其四个边角进行固定;
S2、在玻璃纤维布3的表面喷涂聚氨酯发泡料4,喷涂的聚氨酯发泡料4由组合聚醚与多亚甲基多苯基异氰酸酯在发泡机内制成,其比例为1:1.4±0.05,其喷涂量为1.26-1.3kg/㎡;
S3、将喷涂完防水涂料的复合板放置于模压机的模具中,并进行压制,压模机内的温度设定在100-120℃,保压压力为140-180bar,保压时间为450-550s;
S4、打开模具,将压制好的半成板材取出;
S5、将两块压制好的半成板材同时放入到模压机中,使得两块半成板材的蜂窝纸板1相对设置,再次进行压制,压模机内部的温度为61-65℃,保压压力为70-90bar,保压时间为550-650s;
S6、将压制好的板材取出,将板材裁剪成所需大小,并对其进行侧边进行打磨,最后将其放入到注射机中,并在其内部注射聚氨酯发泡材料,注射的聚氨酯发泡料4由组合聚醚与多亚甲基多苯基异氰酸酯在发泡机内制成,其比例为1:0.92±0.05,其注射量为1.76-1.82kg/㎡;
S7、冷却成型后,将制成的基板从注射机中取出。
通过将两块半成板材分别进行压制后,再次将两块半成板材进行压制,能够有效提升最终基板各层级之间的结合力,有效提升基板最终的成品质量。
将实施例中的制备的符合材料进行屈服强度与弹性模量进行测试,测试结果如下表所述:
注:限值为标准值,视为参照值。
如上表所示,测试结果中样品的屈服强度与弹性模量均大于限值,其具有较好的物理性能,具有较广的应用场景。
具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。