蚊香圈的连续收集整理系统
文献发布时间:2023-06-19 09:49:27
技术领域
本发明涉及固体蚊香的加工设备附件,具体涉及一种蚊香圈的连续收集整理系统。
背景技术
蚊香,作为夏季防蚊的重要物品,其已经被人们广泛使用,其主要起到驱蚊的功效,进而保证使用者在环境内的舒适度以及睡眠质量,蚊香的生产工艺一般包括制坯、挤坯、细坯、冲压成型、干燥、静置、喷药以及包装等工序。其中,在冲压成型后的各工序之间成型好的蚊香半成品坯料以及加工好的蚊香圈通常需要在基于不同工艺的不同设备间利用皮带进行转运。
而在蚊香圈喷药完成之后需要将一定数量的蚊香圈叠放在一起再进行包装,其包装过程中需要将喷药完成后的蚊香圈叠合在一起后再进行包装以防止在后续的包装和运输中造成蚊香圈的折断。传统的包装方式是生产线上加工好的蚊香圈利用皮带输出至包装存料区域,然后采用人工将多片蚊香圈叠放在一起后再用皮筋扎在一起后进行包装。由于蚊香圈在皮带上是平放的,且蚊香圈在皮带上的连续运行时无规律的离散状态,在通过皮带送入包装存料区域时有一定的冲击力,若该包装存料区域过小则蚊香圈通过皮带送入时容易因为相互撞击得不到缓冲而出现破损;而若该包装存料区域过大,则工人进行蚊香圈单片取放时幅度较大,工人则比较劳累,;另外,即便包装存料区域设置合理,但工人叠放蚊香圈的方式也存在生产效率较低的问题,而且工人直接接触喷完药的蚊香圈,对蚊香的品质和员工的皮肤均会产生一定的影响。
为了提高生产效率,也有利用收集叠片装置来进行蚊香圈的叠放收集的,但是这一类收集叠片装置来实现自动化的大批量生产的,但这种收集叠片装置要么设备结构过于复杂,使用成本高,且维护保养成本高;要那么结构设计不合理,蚊香圈叠合效果不好,容易出现蚊香圈在叠片装置上弹飞或者错位的情况,影响包装进度。
发明内容
本发明所解决的技术问题在于提供一种蚊香圈的连续收集整理系统,以解决上述技术背景中的缺陷。
本发明所解决的技术问题采用以下技术方案来实现:
蚊香圈的连续收集整理系统,包括收集轨道、叠合整理轨道以及出料轨道,收集轨道和出料轨道错位设置,收集轨道设置于上层平面,而出料轨道设置于下层平面,上层平面与下层平面之间具有3~4倍蚊香圈直径的高度差,并在高度差位置通过叠合整理轨道进行连接;
所述收集轨道具有收拢装置,以将上一工序中不规则输入的蚊香圈进行聚拢来实现在所述叠合整理轨道上的单个顺序进入;
所述叠合整理轨道包括自上而下顺序设置的进料弧面段、第一直线段、第二直线段以及出料弧面段;
所述进料弧面段连接于收集轨道的末端,其弧面段对应圆直径为蚊香圈直径的1.1~1.3倍,对应夹角为60~70°;
所述第一直线段连接于所述进料弧面段末端,与水平面之间保持65~70°的夹角;
所述第二直线段连接于所述第一直线段末端,与水平面之间比所述第一直线段与水平面之间的夹角大5~8°;
所述出料弧面段的起始端连接于所述第二直线段末端,而末端与所述出料轨道光滑连接,所述出料弧面段包括光滑连续弧面段,光滑连续弧面段弧度连续增加,并在出料弧面段的末端中间位置开有孔,并在孔位置设置有一个弧面簧片,所述弧面簧片的弧度大于出料弧面段末端对应的弧面弧度,所述弧面簧片通过带扭簧铰装于所述孔的位置,所述在未受力的状态下弧面簧片的下端翘起并高于出料弧面段末端平面,并在受到两片及两片以上蚊香圈压力时将弧面簧片的翘起端压到出料弧面段末端平面之下。
作为进一步限定,所述收集轨道设置于蚊香圈喷药设备的出料皮带末端,以对出料皮带送入的蚊香圈进行收集调整。
作为进一步限定,所述收集轨道的进料口口径大于收集轨道传送带宽度,出料口口径为蚊香圈直径的1~1.5倍,且收集轨道在进料口和出料口之间的轨道长度方向上宽度连续减小,以对皮带上的蚊香圈进行聚拢和单个顺序输出。
作为进一步限定,所述叠合整理轨道的宽度为蚊香圈宽度的1.1~1.3倍,且轨道剖面呈两侧高、中间低的下凹弧面形状。
作为进一步限定,所述叠合整理轨道的两侧设置有护边板对行进中的蚊香圈进行限位。
作为进一步限定,所述出料轨道底面上设置有独立运行的传送带,独立设置的所述传送带的送料速度比收集轨道位置的收集轨道传送带的送料速度慢且可调。
作为进一步限定,所述出料轨道的宽度与蚊香圈半径一致,并在两侧设置有侧护板,所述侧护板的高度为蚊香圈半径1.5倍,且在侧护板的底部内侧设置有与蚊香圈截面相匹配的弧形内衬。
作为进一步限定,所述出料轨道的末端连接有包装工作位,出料轨道在对应包装工作位上设置有若干间隔刻度标记,相邻间隔标记之间的间距相同,并对应10圈蚊香厚度,以方便操作工人在对应间隔刻度标记位置直接对间隔刻度标记内叠合在一起的蚊香圈进行整体取放包装。
有益效果:本发明的蚊香圈的连续收集整理系统制作成本低,结构紧凑、设计合理,其结合蚊香的结构、尺寸和形状专门设计,能将经过前端生产线喷药处理后通过皮带送入的无规则排布的蚊香圈进行顺序排列,并叠放一起输出,相比传统的人工操作,本发明能够减小员工的劳动强度,方便包装工人进行包装,提高劳动生产率,减少了工作量和劳动强度。
附图说明
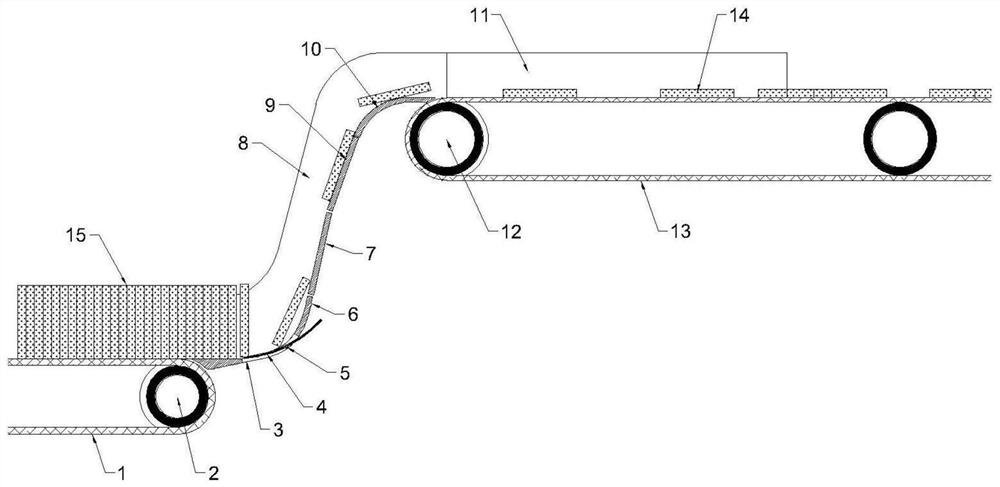
图1为本发明的较佳实施例在轨道中心位置的剖面示意图。
图2为图1中收集轨道部分的俯视图。
图3为图1中叠合整理轨道的剖面示意图。
图4为图1中出料轨道在对应包装工作位侧的剖面示意图。
图5为图1中出料弧面段的结构细节图。
其中:1、出料轨道传送带;2、第一动力皮带轴;3、孔;4、弧面簧片;5、扭簧铰接轴;6、出料弧面段;7、第二直线段;8、叠合整理轨道护边板;9、第一直线段;10、进料弧面段;11、收集板;12、第二动力皮带轴;13、收集轨道传送带;14、运行中的蚊香圈;15、叠合好的蚊香圈;16、叠合整理轨道面板;17、出料轨道侧护板;18、弧形内衬;19、间隔刻度标记。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
参见图1、图2的一种蚊香圈的连续收集整理系统的较佳实施例,在本实施例中,蚊香圈的连续收集整理系统包括在蚊香圈行进路径上顺序设置的收集轨道、叠合整理轨道以及出料轨道,其中,收集轨道和出料轨道上、下错位设置,收集轨道的走料表面为收集轨道传送带13的上表面,而出料轨道的走料表面为出料轨道传送带1的上表面,收集轨道传送带13的上表面和出料轨道传送带1的上表面之间保持有3.5倍蚊香圈直径的高度差。
在本实施例中,出料轨道传送带1通过多个第一动力皮带轴2驱动带动,而收集轨道传送带13则通过多个第二动力皮带轴12驱动带动,第一动力皮带轴2和第二动力皮带轴12的送料速度比收集轨道位置的收集轨道传送带的送料速度慢且可调。
收集轨道和出料轨道均为水平设置,并通过叠合整理轨道相连接,并在出料轨道末端连接连接有包装工作位。
其中,收集轨道传送带13用于收集已经制备好的蚊香圈成品并通过收拢装置收集,并将在收集轨道传送带13表面不规则排列的运行中的蚊香圈14送入叠合整理轨道。该收拢装置为相对设置于收集轨道传送带13末端两侧的收集板11,两个收集板11之间为运行中的蚊香圈14的收集过道,该收集过道的宽度在收集轨道的长度方向上连续减小,其右侧对应的进料口口径大于收集轨道传送带13的宽度,而出料口口径与蚊香圈的直径一致,上一道工序送入的运行中的蚊香圈14通过收集轨道传送带13送入两个收集板11之间,通过两个收集板11的聚拢作用,使得不规则排布的蚊香圈从出料口单个顺序进入叠合整理轨道中。
而叠合整理轨道包括自上而下顺序设置的进料弧面段10、第一直线段9、第二直线段7以及出料弧面段6,进料弧面段10、第一直线段9、第二直线段7以及出料弧面段6在任意位置的剖面如图3所示,均包括两侧设置的叠合整理轨道护边板8以及设置于两侧叠合整理轨道护边板8之间的叠合整理轨道面板16,该叠合整理轨道面板16对应的轨道的宽度为蚊香圈宽度的1.1倍,且叠合整理轨道面板16对应的轨道剖面具有两侧高、中间低的下凹弧面形状的上表面,这种上表面能使得运行中的蚊香圈14在叠合整理轨道上下落时与叠合整理轨道面板16底面保持多点接触,同时,运行中的蚊香圈14在掉落至出料弧面段6位置时能保持立放或者斜放状态,配合弧面簧片4能防止蚊香圈14在出料弧面段6表面倒伏,以更好的实现叠放,提高叠放的稳定性和连续性,并减少下落时蚊香圈损坏的几率。
在本实施例中,进料弧面段10设置于收集轨道传送带13的左侧末端,其弧面段对应圆直径为蚊香圈直径的1.2倍,对应夹角为60°,进料弧面段10在末端切线位置处与第一直线段9,并通过第一直线段9连接第二直线段7,该第一直线段9与水平面之间保持70°的夹角,而所述第二直线段7,与水平面之间的夹角为98°,通过在第二直线段7位置增大斜面与水平面年之间的夹角来提高运行中的蚊香圈14进入出料弧面段6时能最大程度保持直立状态,同时这种两段式的斜面能有效避免单斜面结构在大夹角情况下对蚊香圈下落时的冲击力,减少蚊香圈碎片的风险。
而出料弧面段6的结构如图5所示,其上表面上包括有光滑连续弧面段,该光滑连续弧面段的弧度连续增加,并在出料弧面段的末端中间位置开有孔3,该孔3的位置设置有一个弧面簧片4,在本实施例中,该弧面簧片4的弧度大于出料弧面段末端对应的弧面弧度,并在弧面簧片4的中间位置通过扭簧铰接轴5铰装在对应孔3的位置来对孔3进行面封闭,防止运行中的蚊香圈14从孔3位置掉落,而弧面簧片4在扭簧铰接轴5中扭簧的回复力作用下,弧面簧片4的左侧端翘起并高于出料弧面段末端平面,而运行中的蚊香圈14掉落至弧面簧片4位置时,通过弧面簧片4缓冲来防止蚊香圈14发生破碎,而当弧面簧片4上的蚊香圈超过两片时,弧面簧片4下压并绕扭簧铰接轴5小幅转动,以使弧面簧片4上的蚊香圈配合叠合整理轨道面板16的下凹弧面发生直立,并在出料轨道传送带1的持续送料和运行中的蚊香圈14中的持续进入而保持蚊香圈在出料轨道传送带1的上表面形成叠合态,并使得叠合好的蚊香圈15通过出料轨道传送带1持续送至包装工作位,而操作工人在包装工作位仅需要数一下蚊香圈数量,将其整体取出即可进行过塑包装,非常方便,能有效减少操作工人的工作量。
而在本实施例中,为了提高叠合好的蚊香圈15在运行中的稳定性,出料轨道的设置如图4所示,出料轨道两侧设置有出料轨道侧护板17,该出料轨道侧护板17的高度为蚊香圈半径1.5倍,而两侧出料轨道侧护板17之间对应的出料轨道传送带1的宽度与蚊香圈半径一致,另外在出料轨道传送带1的表面还成型有蚊香圈截面相匹配的弧形内衬18。而为了方便操作工人进行快速取放操作,在右侧出料轨道侧护板17的上部设置有间隔刻度标记19,间隔刻度标记17上相邻的间隔刻度标记之间的间距一致,并对应十圈蚊香厚度,操作工人在相邻的两个间隔刻度标记19之间取出区间内的叠合好的蚊香圈15即为十圈蚊香圈,即可进行包装入盒操作,非常方便快捷,且自动化程度也高。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应当理解,这些实施例的用途仅用于说明本发明而非意欲限制本发明的保护范围。此外,也应理解,在阅读了本发明的技术内容之后,本领域技术人员可以对本发明作各种改动、修改和/或变型,所有的这些等价形式同样落于本申请所附权利要求书所限定的保护范围之内。
- 蚊香圈的连续收集整理系统
- 蚊香坯自动收集整理装置