一种双印台双工位电池片印刷装置及印刷方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及电池生产领域,具体地说是一种双印台双工位电池片印刷装置及印刷方法。
背景技术
电池组件生产过程中,需要在电池片的表面印刷导电材料以形成用于收集电流的栅线。目前,一般采用丝网印刷工艺完成栅线的印刷。现有的丝网印刷设备仅设置有一个印刷台及一个印刷工位,其印刷效率低下。
发明内容
为了解决上述技术问题,本发明提供了一种双印台双工位电池片印刷装置,其采用如下技术方案:
一种双印台双工位电池片印刷装置,包括电池片输入机构、印刷承载机构、第一印刷机构、第二印刷机构及电池片输出机构,其中:
电池片输入机构和电池片输出机构设置于第一水平轴线上,电池片输入机构和电池片输出机构之间形成电池片上下料工位,电池片上下料工位的两侧分别设有第一印刷工位和第二印刷工位,第一印刷工位、电池片上下料工位及第二印刷工位位于与第一水平轴线垂直的第二水平轴线上;
印刷承载机构包括平移机构及连接在平移机构上的第一印刷台和第二印刷台,平移机构用于驱动第一印刷台及第二印刷台在第二水平轴线上平移,以实现第一印刷台在第一印刷工位和电池片上下料工位之间、第二印刷台在第二印刷工位和电池片上下料工位之间的位置切换;
第一印刷机构设置于第一印刷工位处,第二印刷机构设置于第二印刷工位处;
电池片输入机构将待印刷电池片输送至位于电池片上下料工位处的第一印刷台或第二印刷台上,第一印刷机构、第二印刷机构分别实施对位于第一印刷工位处、第二印刷工位处的待印刷电池片的印刷,电池片输出机构输出位于电池上下料工位处的完成印刷的电池片。
本发明提供的双印台双工位电池片印刷装置,其设置有两个印刷工位及两个可移动的印刷台。两个印刷台交替地从电池片上下料工位处获取待印刷电池片并将待印刷电池片平移至对应的印刷工位处以实施印刷操作。与传统的电池片印刷装置相比,本发明显著地提升了电池片印刷效率。
在一些实施例中,第一印刷台和第二印刷台连接在平移机构的同一驱动端上,第二印刷台在平移机构的同一驱动端的驱动下同步平移。第一印刷台和第二印刷台之间的间距、第一印刷工位与电池片上下料工位之间的间距、第二印刷工位与电池片上下料工位之间的间距相等。第一印刷台平移至电池片上下料工位处时,第二印刷台同步平移至第二印刷工位处,第二印刷台平移至电池片上下料工位处时,第一印刷台同步平移至第一印刷工位处。
通过将第一印刷台和第二印刷台之间的间距、第一印刷工位与电池片上下料工位之间的间距、第二印刷工位与电池片上下料工位之间的间距设置为相等,平移机构只需设置一个驱动端即能实现对第一印刷台和第二印刷台的同步驱动,以实现第一印刷台、第二印刷台在各自对应的印刷工位和上下料工位之间的交替移动。
在一些实施例中,第一印刷台连接在平移机构的第一驱动端上,第二印刷台连接在平移机构的第二驱动端上。第一印刷台在第一驱动端的驱动下移动至电池片上下料工位时,第二印刷台在所述第二驱动端的驱动下移动至第二印刷工位处,第一印刷台在第一驱动端的驱动下移动至第一印刷工位处时,第二印刷台在第二驱动端的驱动下移动至所述电池片上下料工位处。
第一印刷台、第二印刷台分别连接在平移机构的不同驱动端上,在各自的驱动端的驱动下,无需对第一印刷台和第二印刷台之间的间距、第一印刷工位与电池片上下料工位之间的间距、第二印刷工位与电池片上下料工位之间的间距进行任何适应性设置,即能实现第一印刷台、第二印刷台在对应的印刷工位和上下料工位之间的交替移动。
在一些实施例中,第一印刷台和第二印刷台均包括安装板、旋转驱动件和承载台,其中:安装板连接在平移机构上;旋转驱动件设置在安装板上;承载台连接在旋转驱动件的驱动端上,旋转驱动件用于驱动承载台转动以实现对承载在承载台上的电池片的水平角度调整。
通过将印刷台设置成安装板、旋转驱动件和承载台,实现了对承载于印刷台上的待印刷电池片的水平角度调整,保证了印刷效果。
在一些实施例中,第一印刷台和第二印刷台还包括设置在承载台上的电池片平移机构,电池片平移机构与电池片输入机构配合,从电池片输入机构承接待印刷电池片;和,电池片平移机构与电池片输出机构配合,将所承载的完成印刷的电池片输出至所述电池片输出机构。
印刷台上设置有能够驱动电池片朝向电池片输出机构平移的电池片平移机构,电池片上料阶段,在电池片平移机构的驱动下,自电池片输入机构输入的待印刷电池片能够顺利地过渡至印刷台上。电池片下料阶段,在电池片平移机构的驱动下,完成印刷的电池片能够顺利地被过渡至电池片输出结构上。
在一些实施例中,电池片平移机构包括放纸辊轮、收纸辊轮、卷纸及驱动机构,其中:放纸辊轮设置在承载台的靠近电池片输入机构的第一端;收纸辊轮设置在承载台的靠近电池片输出机构的第二端。卷纸安装在放纸辊轮上,卷纸经放纸辊轮放出后绕过承载台的台面,并紧贴承载台的台面移动以卷绕至收纸辊轮上。驱动机构用于驱动放纸辊轮及收纸辊轮转动,以带动卷纸移动。
提供了一种具体的电池片平移机构,其通过放纸辊轮、收纸辊轮、卷纸及驱动机构的配合,驱动电池片在印刷台的台面上移动。
在一些实施例中,电池片平移机构还包括设置在承载台上的卷纸张紧机构,从放纸辊放出的卷纸经卷纸张紧机构张紧后收卷至收纸辊轮上。
通过设置卷纸张紧机构实现了对卷纸的张紧,使得卷纸始终以张紧状态紧贴在承载台的台面上,防止对运输电池片产生影响。
在一些实施例中,承载台的台面设置有吸附孔,吸附孔透过卷纸吸附承载于承载台上的电池片。
通过设置吸附孔,实现了对承载于承载台上的电池片的吸附定位,防止电池片滑动,从而保证电池片调整精度及防止电池片输送时滑落。
在一些实施例中,双印台双工位电池片印刷装置还包括设置在电池片上下料工位上方的第一检测机构和设置在电池片输出机构上方的第二检测机构,其中:第一检测机构用于检测位于电池片上下料工位处的待印刷电池片的位置信息;第二检测机构用于检测位于电池片输出机构上的完成印刷的电池片是否合格。
通过设置第一检测机构,实现了对待印刷电池片的位置信息的检测,印刷台基于该位置信息能够快速实施对电池片的水平角度调整。而通过设置第二检测机构,则实现了对完成印刷的电池片的印刷质量检测。
本发明还提供了一种双印台双工位电池片印刷方法,其采用上述任一项所述的双印台双工位电池片印刷装置实施电池片印刷,该双印台双工位电池片印刷方法包括:电池片输入机构沿第一水平轴线将待印刷电池片朝向电池片上下料工位处传输;第一印刷台和第二印刷台从电池片上下料工位交替接收待印刷电池片;第一印刷台和第二印刷台分别将待印刷电池片沿与第一轴线垂直的第二轴线移动至第一印刷工位及第二印刷工位;第一印刷机构和第二印刷机构分别对电池片实施印刷;第一印刷台和第二印刷台交替地将完成印刷的电池片移动至电池片上下料工位;电池片输出机构从电池片上下料工位获取完成印刷的电池片并输出完成印刷的电池片。
与采用传统的电池片印刷装置实施电池片印刷相比,本发明的双印台双工位电池片印刷方法显著地提升了电池片印刷效率。
附图说明
图1为本发明实施例提供的双印台双工位电池片印刷装置在第一个视角下的结构示意图;
图2为本发明实施例提供的双印台双工位电池片印刷装置在第二个视角下的结构示意图;
图3为本发明实施例提供的双印台双工位电池片印刷装置在第三个视角下的结构示意图;
图4为本发明实施例中的平移机构和印刷台的装配结构示意图;
图5为本发明实施例中的印刷承载机构的印刷台的结构示意图;
图6为本发明实施例提供的双印台双工位电池片印刷装置的印刷过程示意图;
图1至图6中包括:电池片输入机构10、印刷承载机构20、第一印刷机构30、第二印刷机构40、电池片输出机构50、平移机构21、第一印刷台22、第二印刷台23、安装板221、旋转驱动件222、承载台223、放纸辊轮224、收纸辊轮225、卷纸226、驱动机构227、卷纸张紧机构228。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
现有的丝网印刷设备仅设置有一个印刷台及一个印刷工位,其印刷效率低下。鉴于此,本发明提供了一种双印台双工位电池片印刷装置,
现有的丝网印刷设备仅设置有一个印刷台及一个印刷工位,其印刷效率低下。鉴于此,本发明提供了一种双印台双工位电池片印刷装置以提升电池片印刷效率。
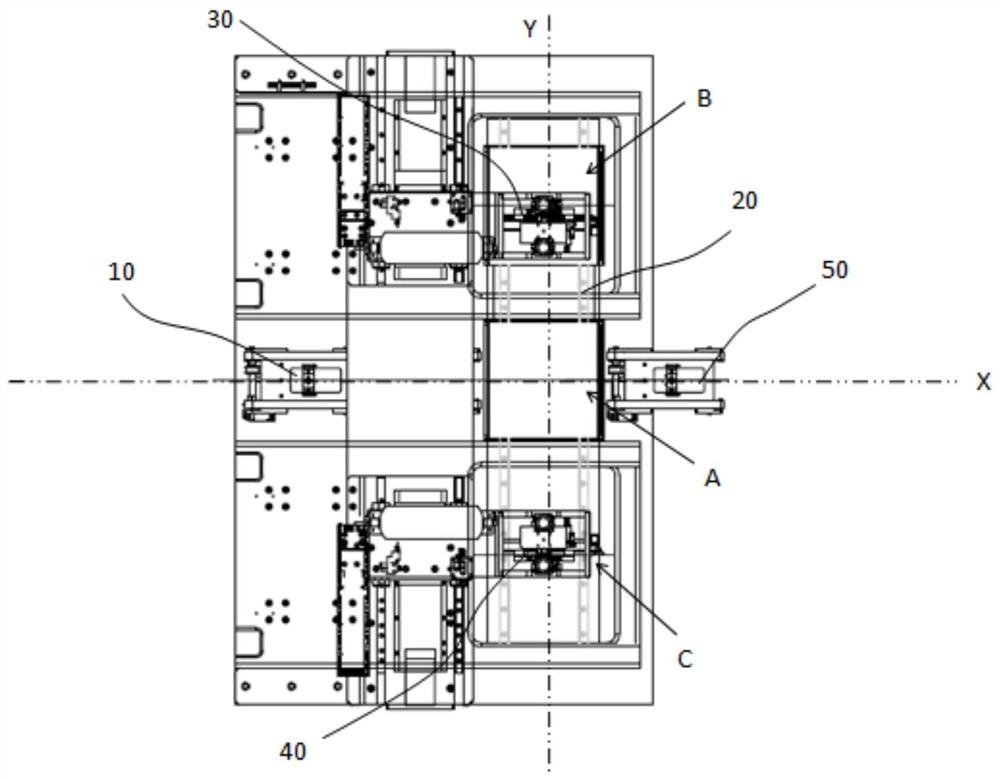
如图1至图3所示,本发明实施例提供的双印台双工位电池片印刷装置包括电池片输入机构10、印刷承载机构20、第一印刷机构30、第二印刷机构40及电池片输出机构50。其中:
电池片输入机构10和电池片输出机构50设置于第一水平轴线X上,电池片输入机构10和电池片输出机构50之间形成电池片上下料工位A,电池片上下料工位A的两侧分别设有第一印刷工位B和第二印刷工位C,第一印刷工位B、电池片上下料工位A及第二印刷工位C位于与第一水平轴线X垂直的第二水平轴线Y上。
印刷承载机构20包括平移机构21及连接在平移机构21上的第一印刷台22和第二印刷台23,平移机构21用于驱动第一印刷台22及第二印刷台23沿第二水平轴线Y上平移,以实现第一印刷台22在第一印刷工位B和电池片上下料工位A之间、第二印刷台23在第二印刷工位C和电池片上下料工位A之间的位置切换。
第一印刷机构30设置于第一印刷工位B处,第二印刷机构40设置于第二印刷工位C处。
电池片输入机构10将待印刷电池片输送至位于电池片上下料工位A处的第一印刷台22或第二印刷台23上,第一印刷机构30、第二印刷机构40分别实施对位于第一印刷工位B处、第二印刷工位C处的待印刷电池片的印刷,电池片输出机构50输出位于电池上下料工位A处的完成印刷的电池片。
可见,本发明提供的双印台双工位电池片印刷装置,通过设置两个印刷工位及两个可移动的印刷台,两个印刷台交替地从电池片上下料工位处获取待印刷电池片并将待印刷电池片平移至对应的印刷工位处以实施印刷操作,从而提升了电池片印刷效率。
在一些可选实施例中,第一印刷台22和第二印刷台23连接在平移机构21的同一驱动端上,第一印刷台22和第二印刷台23在平移机构21的同一驱动端的驱动下同步平移。如,可选的,平移机构21包括平移导轨、滑动块及丝杆驱动电机,滑动块滑动连接在平移导轨上且与丝杆驱动电机的驱动杆连接,第一印刷台22和第二印刷台23均安装在滑动块上,丝杆驱动电机驱动滑动块沿平移导轨平移,从而带动第一印刷台22和第二印刷台23同步平移。
特别的,第一印刷台22和第二印刷台23之间的间距、第一印刷工位B与电池片上下料工位A之间的间距、第二印刷工位C与电池片上下料工位A之间的间距均相等。如此设置,在平移机构21的驱动下,当第一印刷台22平移至电池片上下料工位A处时,第二印刷台23同步平移至第二印刷工位C处;而当第二印刷台23平移至电池片上下料工位A处时,第一印刷台22则同步平移至第一印刷工位B处。即能够实现,当其中一个印刷台平移至电池片上下料工位A处实施电池片上下料时,另一个印刷台则携带电池片同步平移至与其对应的印刷工位处以接受印刷操作。
在另外一些可选实施例中,第一印刷台22连接在平移机构21的第一驱动端上,第二印刷台23则连接在平移机构21的第二驱动端上,第一驱动端、第二驱动端各自独立地驱动第一印刷台22、第二印刷台23平移。如,可选的,平移机构21包括平移导轨、第一滑动块、第二滑动块、第一丝杆电机和第二丝杆电机,第一滑动块、第二滑动块均滑动连接在平移导轨上且分别与第一丝杆电机、第二丝杆电机的驱动杆连接,第一印刷台22、第二印刷台23分别安装在第一滑动块、第二滑动块上,第一丝杆电机、第二丝杆电机分别独立地驱动第一滑动块、第二滑动块平移,从而驱动第一印刷台22、第二印刷台23平移。为了使电池片对准印刷机构,平移机构21还可以使承载有待印刷电池片的印刷台沿第二水平轴线Y进行位置调整,即调整待印刷电池片沿第二水平轴线Y上的位置。调整结束时,另一印刷台可能无法与电池片输入机构10及电池片输出机构50精确对接,但这样的误差仍处于合理范围内,既不会影响电池片的上料及下料,也不会影响到后续印刷的准确性。
执行印刷过程中,当第一驱动端驱动第一印刷台22移动至电池片上下料工位A时,第二驱动端驱动第二印刷台23移动至第二印刷工位C处;而当第一驱动端驱动第一印刷台22移动至第一印刷工位B处时,第二驱动端则驱动第二印刷台23移动至电池片上下料工位A处。即,能够实现,当其中一个印刷台平移至电池片上下料工位A实施电池片上下料时,另一个印刷台则携带电池片同步平移至与其对应的印刷工位处以接受印刷操作。并且,在第一水平轴线X一侧移动的某一印刷台以及该印刷台对应的印刷机构中的其中至少一者出现问题、需要检修时,可以将该印刷台停机,此时另一个印刷机构及对应的印刷台能够不受影响地继续进行上料、印刷、下料工作,使设备仍保持一定的产能。其中,问题可以为更换丝网或刮刀、擦拭丝网、添加印刷浆料、印刷台机械调试等等。
在这些实施例中,由于第一印刷台22、第二印刷台23分别连接在平移机构21的不同驱动端上,因此,无需对第一印刷台22和第二印刷台23之间的间距、第一印刷工位B与电池片上下料工位A之间的间距、第二印刷工位C与电池片上下料工位A之间的间距进行任何适应性设置,即能实现第一印刷台22、第二印刷台23在对应的印刷工位和上下料工位之间交替移动。显然,两印刷台可以保证全程与电池片输入机构10及电池片输出机构50精确对接进行电池片的上下料,以及分别与各自对应的印刷机构进行沿第二水平轴线Y上的印刷对位,两印刷台互不影响。
如本领域一般技术人员熟知的,为了保证栅线的印刷精度,在对电池片进行印刷之前,需要先完成对电池片的水平角度调整。基于此考虑,可选的,如图4所示,第一印刷台22和第二印刷台23均包括安装板221、旋转驱动件222和承载台223,其中:安装板221连接在平移机构21上;旋转驱动件222设置在安装板221上;承载台223则连接在旋转驱动件222的驱动端上,旋转驱动件222用于驱动承载台223转动以实现对承载在承载台223上的电池片的水平角度调整。
旋转驱动件具有较高的旋转定位精度,使用旋转驱动件作为驱动承载台转动,能够实现对承载台的水平角度的精确调整。在本实施例中,旋转驱动件222采用DD马达,可选地,旋转驱动件222也可以采用伺服电机、电动分度盘等驱动装置,在采用除DD马达以外的驱动装置时,可以对驱动装置的安装位置作出适应性变化,同样能够实现对承载台的水平角度的精确调整。
可选的,如图5所示,第一印刷台22和第二印刷台23还包括设置在承载台223上的电池片平移机构,电池片平移机构与电池片输入机构10配合,从电池片输入机构10承接待印刷电池片,以及,电池片平移机构与电池片输出机构50配合,将所承载的完成印刷的电池片输出至电池片输出机构50。即,电池片上料过程中,在电池片平移机构的驱动下,自电池片输入机构10输入的待印刷电池片能够顺利地过渡至印刷台上。电池片下料过程中,在电池片平移机构的驱动下,完成印刷的电池片能够顺利地被过渡至电池片输出结构50上。
继续参考图5所示,可选的,电池片平移机构包括放纸辊轮224、收纸辊轮225、卷纸226及驱动机构227,其中:放纸辊轮224设置在承载台223的靠近电池片输入机构10的第一端。收纸辊轮225设置在承载台223的靠近电池片输出机构50的第二端。卷纸226安装在放纸辊轮224上,卷纸226经放纸辊轮224放出后绕过承载台223的台面,并紧贴承载台223的台面移动以卷绕至收纸辊轮225上,即,卷纸226自承载台223的第一端紧贴承载台223的台面朝向承载台223的第二端移动。驱动机构227用于驱动放纸辊轮224及收纸辊轮225转动,从而带动卷纸移动。
电池片平移机构的工作过程如下:
电池片上料过程,待印刷电池片在电池片输入机构10的带动下朝向位于电池片上下料工位A处的第一印刷台22或第二印刷台23移动,当待印刷电池片的前端边缘移动至承载台223的台面上时,驱动机构227驱动放纸辊轮224、收纸辊轮225转动以带动紧贴在承载台223的台面上的卷纸226移动,待印刷电池片在卷纸226的带动下继续向前移动直至其完全承载于承载台223的台面上。
电池片下料过程,第一印刷台22或第二印刷台23携带完成印刷的电池片移动至电池片上下料工位A处时,驱动机构227驱动放纸辊轮224、收纸辊轮225转动以带动紧贴在承载台223的台面上的卷纸226移动,完成印刷的电池片在卷纸226的带动下朝向电池片输出结构50移动直至完成印刷的电池片完全移动至电池片输出结构50上。
可选的,如图5所示,电池片平移机构还包括设置在承载台223上的卷纸张紧机构228,从放纸辊放224出的卷纸226经卷纸张紧机构228张紧后收卷至收纸辊轮225上。即,通过设置卷纸张紧机构228,使得卷纸226始终保持以张紧状态紧贴在承载台223的台面上,防止卷纸翘曲拱起,从而保证卷纸226对电池片的输送效果。在一些可选实施中,卷纸张紧机构228包括伸缩臂及张紧轮,伸缩臂的第一端连接在承载台223上,张紧轮安装在伸缩臂的第二端并抵触在卷纸226的内侧面上,在伸缩臂的伸缩驱动下,张紧轮保持对卷纸226持续抵触,从而使得卷纸226被持续张紧。
可选的,承载台223的台面设置有吸附孔,吸附孔透过卷纸226吸附承载于承载台223上的电池片,从而实现对电池片的吸附定位,防止电池片滑动,从而保证电池片调整精度及防止电池片输送时滑落。
可选的,本发明实施例提供的双印台双工位电池片印刷装置还包括设置在电池片上下料工位A上方的第一检测机构和设置在电池片输出机构50上方的第二检测机构,其中:第一检测机构用于检测位于电池片上下料工位A处的待印刷电池片的位置信息。第二检测机构则用于检测位于电池片输出机构50上的完成印刷的电池片印刷质量并判断是否合格,将结果反馈至控制系统。
可选的,当待印刷电池片被输送至位于电池片上下料工位A处的第一印刷台22或第二印刷台23的承载台223上后,第一检测机构通过拍照等检测方式获取待印刷电池片的位置信息并将检测到的位置信息发送至控制系统,控制系统基于待印刷电池片的位置信息进行分析并确定调整量、生成调整命令,旋转驱动件222基于调整命令驱动承载台223转动预定角度,从而实现对待印刷电池片的水平角度调整。
为了使得本领域技术人员更加清楚本发明提供的双印台双工位电池片印刷装置的工作过程,下文将结合图6对发明提供的双印台双工位电池片印刷装置在一具体应用例中的印刷过程进行详细描述。
如图6(a)所示,第一时间,第一印刷台22位于第一印刷工位B处,其上的印刷电池片接受第一印刷机构30的印刷操作;第二印刷台23则位于上下料工位A处以接收电池片输入机构10输入的待印刷电池片,第一检测机构对待印刷电池片进行位置检测及反馈。
如图6(b)所示,第二时间,在平移机构21的带动下,第一印刷台22携带完成印刷的电池片移动至电池片上下料工位A处;第二印刷台23则携带待印刷电池片移动至第二印刷工位C处,等待印刷。
如图6(c)所示,第三时间,第一印刷台22将完成印刷的电池片下料至电池片输出机构50并从电池片输入机构10上接收一片新的待印刷电池片,第二检测机构对完成印刷的电池片进行出料检测及分析,将结果反馈至控制系统;第二印刷台23上的电池片则接受第二印刷机构40的印刷操作。
如图6(d)所示,第四时间,在平移机构21的带动下,第一印刷台22携带待印刷电池片移动至第一印刷工位B处,等待印刷;第二印刷台23则携带印刷完的电池片移动至电池片上下料工位A处。
如图6(e)所示,第五时间,第一印刷台22上的电池片接受第一印刷机构30的印刷操作;第二印刷台23则将完成印刷的电池片下料至电池片输出机构50上并从电池片输入机构10上接收一片新的待印刷电池片。即,第五时间,双印台双工位电池片印刷装置回到第一时间所处工作状态,开始新一轮的循环印刷过程。
可选地,本申请提供的装置还能使用导电胶类材料作为印刷墨水,相应地,两印刷机构能够对电池片的预定位置进行涂胶,便于后续的叠片固化处理,最终形成叠片电池串。
上文对本发明进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本发明的真实精神和范围的前提下做出所有改变都应该属于本发明的保护范围。本发明所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。而且,本申请中提及的实施例并非只能单独实施,有些实施例还可以进行组合实施。
- 一种双印台双工位电池片印刷装置及印刷方法
- 一种双印台双工位电池片印刷装置