搅拌头、旋转摩擦挤压制备金属基复合材料的装置及方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及材料成形领域,特别是涉及一种搅拌头、旋转摩擦挤压制备金属基复合材料的装置及方法。
背景技术
金属基复合材料是以金属及其合金为基体,与一种或几种金属或非金属增强相人工结合成的复合材料。通过合理的设计和复合工艺,使之兼有金属良好的塑韧性和加工性能以及增强体的高比强度、比刚度,更好的导热性、耐磨性以及尺寸稳定性等优点。近些年来,由于一些高新技术的兴起,一些传统材料已无法满足多种产业对其比强度、比刚度等性能的要求,金属基复合材料的出现在较大程度上解决了材料所面临的问题,促进了材料的发展,在航空航天、汽车制造、化学及交通运输领域有着较广泛的应用。
传统制备金属基复合材料的方法有搅拌铸造法,粉末冶金法,熔体浸渗法,原位合成法等。近年,在搅拌摩擦焊的基础上发展而来的搅拌摩擦加工法作为一种新型材料加工与制备技术获得了大家的关注。在搅拌摩擦加工制备过程中,由搅拌针与轴肩组成的搅拌头在电机的驱动下高速旋转,搅拌针插入到工件中,当轴肩与工件表面接触后,搅拌头与工件发生剧烈摩擦;随后摩擦区域附近的温度快速上升,材料发生软化,同时在搅拌针螺纹的搅拌带动作用下发生大塑性变形和流动;最后,在搅拌头轴肩的锻压作用下形成无缺陷的搅拌区。因此,搅拌区域材料在搅拌针的作用下经历了剧烈塑性变形和动态再结晶过程,从而形成了细小、均匀、致密的微观组织。通过搅拌摩擦加工制备的金属基复合材料具有增强相分布均匀,组织细小致密等优点,但因为搅拌区域受搅拌针尺寸限制,导致无法制备全尺寸金属基复合材料。
申请号为CN201910327969.2的发明专利在搅拌摩擦加工法的基础上发明了旋转摩擦挤压法,该方法既继承了搅拌摩擦加工法的优点,又可制备出棒状全尺寸金属基复合材料。旋转摩擦法在制备金属基复合材料过程比较复杂,可控性较差,容易出现成形不稳定问题。
发明内容
本发明的目的是提供一种搅拌头、旋转摩擦挤压制备金属基复合材料的装置及方法,以解决上述现有技术存在的问题,提高旋转摩擦挤压制备金属基复合材料过程的稳定性。
为实现上述目的,本发明提供了如下方案:
本发明提供一种搅拌头,包括依次连接的夹持柄、连接部、轴肩和搅拌针,所述搅拌针包括依次连接的摩擦产热区、挤压成形区和均匀强化区,所述摩擦产热区远离所述挤压成形区的一端与所述轴肩连接,所述轴肩呈圆柱状,所述摩擦产热区呈圆台状,所述轴肩的直径沿从所述连接部至所述搅拌针的方向逐渐减小;所述摩擦产热区的直径沿从所述轴肩至所述挤压成形区的方向逐渐缩小;所述挤压成形区呈圆柱状,所述均匀强化区呈圆锥状,所述夹持柄、所述轴肩、所述摩擦产热区及所述均匀强化区同轴;
在所述轴肩的侧面设置有自所述轴肩的一端延伸至所述轴肩的另一端的第一段螺纹;在所述摩擦产热区的侧面设置有自所述摩擦产热区的一端延伸至所述摩擦产热区的另一端的第二段螺纹;所述挤压成形区的侧面设置有自所述挤压成型区的一端延伸至所述挤压成型区的另一端的第三段螺纹;所述均匀强化区的侧面设置有自所述均匀强化区的一端延伸至所述均匀强化区的另一端第四段螺纹。
优选的,所述夹持柄、所述连接部、所述轴肩及所述搅拌针一体成型。
优选的,所述轴肩的最小直径大于所述摩擦产热区的最大直径,所述摩擦产热区的最小直径与所述挤压成形区的直径相等;所述挤压成形区的直径大于所述均匀强化区的最大直径。
本发明还提供一种旋转摩擦挤压制备金属基复合材料的装置,包括:
搅拌型腔;
进料腔,所述进料腔与所述搅拌型腔相通,所述进料腔用于在所述搅拌型腔中通入所述金属基复合材料的基体和增强相;
成形出口筒,所述搅拌型腔中的材料从所述成形出口筒挤出;
上述的搅拌头,所述搅拌头伸入所述搅拌型腔中并能够在驱动机构的驱动下自转,所述搅拌头、所述成形出口筒及所述搅拌头同轴,且所述搅拌头的搅拌针朝向所述成形出口筒;
间隙调节板,所述间隙调节板设置在所述进料腔中且一端伸入所述搅拌型腔,所述间隙调节板伸入所述搅拌型腔的一端用于与所述搅拌头的连接部配合对所述搅拌头伸入所述搅拌型腔的深度进行限位。
优选的,还包括筒状的成形导块,所述成形导块设置在所述搅拌型腔中,且所述成形导块一端与所述成形出口筒靠近所述搅拌针的一端抵接,所述成形导块与所述成形出口筒同轴,所述成形导块另一端与所述搅拌针之间具有间隙。
优选的,还包括上盖板、下盖板和成形筒体;所述下盖板套设在所述成形筒体的顶端,所述下盖板、所述成形筒体的顶端及所述上盖板围成所述进料腔;所述成形筒体的中空部为所述搅拌型腔;所述上盖板的中心设置有供所述搅拌头通过的通孔,所述上盖板上还设置有与所述进料腔相通的测温孔。
本发明还提供一种旋转摩擦挤压制备金属基复合材料的方法,基于上述的旋转摩擦挤压制备金属基复合材料的装置,包括以下步骤:
(1)基料打孔:在块状金属基材上设置若干个置料孔,所述置料孔用于装填制备所述金属基复合材料的增强相;
(2)添加增强相:在全部所述置料孔内装填增强相;
(3)装填板料:将添加有增强相的所述块状金属基材装入旋转摩擦挤压制备金属基复合材料的装置的进料腔;
(4)通过驱动机构驱动旋转摩擦挤压制备金属基复合材料的装置中的搅拌头旋转;
(5)对装入所述进料腔的所述块状金属基材的端部施加压力,使所述块状金属基材朝向所述搅拌头运动;
(6)与所述搅拌头接触的所述块状金属基材和增强相在所述搅拌头的作用下旋转摩擦挤压成形成为金属基复合材料,最后通过成形出口筒挤出。
优选的,通过设置不同厚度的间隙调节板来调节所述搅拌头伸入所述搅拌型腔中的深度,从而调节所述搅拌头与所述搅拌型腔的内壁之间的间隙大小;所述间隙调节板的顶面与所述进料腔的顶面贴合。
优选的,通过设置不同高度的成形导块,来调节所述搅拌头与所述成形导块之间的间隙以及最终挤出的所述金属基复合材料的直径。
优选的,所述增强相为碳纳米管、石墨烯、碳化硅和碳化钛中的一种或至少两种。
本发明相对于现有技术取得了以下技术效果:
本发明的搅拌头、旋转摩擦挤压制备金属基复合材料的装置及方法提高了旋转摩擦挤压制备金属基复合材料过程的稳定性。
本发明的搅拌头中的第一段螺纹通过整体尺寸放大对下一梯度螺纹槽进行约束,配合成型腔以及整体模具对加工过程中的材料飞边或者上溢进行限制,起到防止飞边的作用。
本发明的搅拌头中的第二段螺纹主要用于配合旋转摩擦材料产生热量,使加工材料软化以及混合复合材料,提高材料组织均匀性和致密性。
本发明的搅拌头中的挤压成形区用于与成形导块配合控制挤出材料的直径大小。挤压时软化的材料在力的作用下依次通过挤压成形区和成形导块后冷却硬化成形,通过更换不同内径的成形导块来控制挤出材料的直径大小。
本发明的搅拌头中的均匀强化区用于增强所制备的金属基复合材料的均匀性。
本发明的旋转摩擦挤压制备金属基复合材料的装置及方法中通过更换不同后的的间隙调节板能够调节搅拌头与搅拌型腔间的间隙,有利于旋转摩擦挤压制备金属基复合材料过程的稳定性;通过设置不同高度的成形导块,能够调节所述搅拌头与所述成形导块之间的间隙以及最终挤出的所述金属基复合材料的直径。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本发明的搅拌头的结构示意图;
图2为本发明的旋转摩擦挤压制备金属基复合材料的装置的结构示意图;
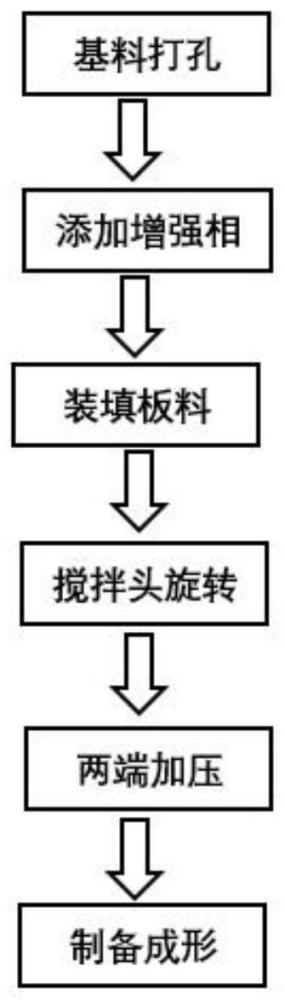
图3为本发明的旋转摩擦挤压制备金属基复合材料的方法的流程图;
其中,1、搅拌头;110、夹持柄;120、连接部;130、轴肩;140、搅拌针;141、摩擦产热区;142、挤压成形区;143、均匀强化区;2、上盖板;3、间隙调节板;4、增强相;5、块状金属基材;6、成形出口筒;7、成形导块;8、成形筒体;9、下盖板;10、测温孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种搅拌头、旋转摩擦挤压制备金属基复合材料的装置及方法,以解决上述现有技术存在的问题,提高旋转摩擦挤压制备金属基复合材料过程的稳定性。为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1所示,本实施例提供一种搅拌头1,包括依次连接的夹持柄110、连接部120、轴肩130和搅拌针140,搅拌针140包括依次连接的摩擦产热区141、挤压成形区142和均匀强化区143,摩擦产热区141远离挤压成形区142的一端与轴肩130连接,轴肩130呈圆柱状,摩擦产热区141呈圆台状,轴肩130的直径沿从连接部120至搅拌针140的方向逐渐减小;摩擦产热区141的直径沿从轴肩130至挤压成形区142的方向逐渐缩小;挤压成形区142呈圆柱状,均匀强化区143呈圆锥状,夹持柄110、轴肩130、摩擦产热区141及均匀强化区143同轴;
在轴肩130的侧面设置有自轴肩130的一端延伸至轴肩130的另一端的第一段螺纹,第一段螺纹的宽度为5-10mm,深度为1-3mm,第一段螺纹通过整体尺寸放大对下一梯度螺纹槽进行约束,配合成型腔以及整体模具对加工过程中的材料飞边或者上溢进行限制,起到防止飞边的作用。
在摩擦产热区141的侧面设置有自摩擦产热区141的一端延伸至摩擦产热区141的另一端的第二段螺纹,第二段螺纹的宽度为宽度为5-10mm,深度为1-3mm,第二段螺纹主要用于配合旋转摩擦材料产生热量,使加工材料软化以及混合复合材料,提高材料组织均匀性和致密性。
挤压成形区142的侧面设置有自挤压成型区的一端延伸至挤压成型区的另一端的第三段螺纹;第三段螺纹的宽度为5-10mm,深度为1-3mm,第三段螺纹用于与成形导块7配合控制挤出材料的直径大小。
均匀强化区143的侧面设置有自均匀强化区143的一端延伸至均匀强化区143的另一端第四段螺纹,第四段螺纹的宽度为5-10mm,深度为1-3mm,均匀强化区143的第四段螺纹用于增强所制备的金属基复合材料的均匀性。
夹持柄110、连接部120、轴肩130及搅拌针140一体成型。
轴肩130的最小直径大于摩擦产热区141的最大直径,摩擦产热区141的最小直径与挤压成形区142的直径相等;挤压成形区142的直径大于均匀强化区143的最大直径。
如图2所示,本实施例还提供一种旋转摩擦挤压制备金属基复合材料的装置,包括:
搅拌型腔;
进料腔,进料腔与搅拌型腔相通,进料腔用于在搅拌型腔中通入金属基复合材料的基体和增强相4;
成形出口筒6,搅拌型腔中的材料从成形出口筒6挤出;
上述的搅拌头1,搅拌头1伸入搅拌型腔中并能够在驱动机构的驱动下自转,搅拌头1、成形出口筒6及搅拌头1同轴,且搅拌头1的搅拌针140朝向成形出口筒6;
间隙调节板3,间隙调节板3设置在进料腔中且一端伸入搅拌型腔,间隙调节板3伸入搅拌型腔的一端用于与搅拌头1的连接部120配合对搅拌头1伸入搅拌型腔的深度进行限位。搅拌头1的连接部120的底面能够与间隙调节板3伸入搅拌型腔的一端的顶面与贴合,从而使得搅拌头1不能够继续向搅拌型腔中伸入,从而使得间隙调节板3发挥限位作用。
间隙调节板3的顶面与所述进料腔的顶面贴合,通过更换不同后的的间隙调节板3能够调节搅拌头1与搅拌型腔间的间隙,有利于旋转摩擦挤压制备金属基复合材料过程的稳定性;
本实施例的旋转摩擦挤压制备金属基复合材料的装置还包括筒状的成形导块7,成形导块7设置在搅拌型腔中,且成形导块7一端与成形出口筒6靠近搅拌针140的一端抵接,成形导块7与成形出口筒6同轴,成形导块7另一端与搅拌针140之间具有间隙。通过设置不同高度的成形导块7,来调节所述搅拌头1与所述成形导块7之间的间隙以及最终挤出的所述金属基复合材料的直径。
于本实施例中,还包括上盖板2、下盖板9和成形筒体8;下盖板9套设在成形筒体8的顶端,下盖板9、成形筒体8的顶端及上盖板2围成进料腔;成形筒体8的中空部为搅拌型腔;上盖板2的中心设置有供搅拌头1通过的通孔,上盖板2上还设置有与进料腔相通的测温孔10。
如图3所示,本发明还提供一种旋转摩擦挤压制备金属基复合材料的方法,基于上述的旋转摩擦挤压制备金属基复合材料的装置,包括以下步骤:
(1)基料打孔:在块状金属基材5上设置若干个置料孔,置料孔用于装填制备金属基复合材料的增强相4;
(2)添加增强相4:在全部置料孔内装填增强相4;
(3)装填板料:将添加有增强相4的块状金属基材5装入旋转摩擦挤压制备金属基复合材料的装置的进料腔;
(4)通过驱动机构驱动旋转摩擦挤压制备金属基复合材料的装置中的搅拌头1旋转;
(5)对装入进料腔的块状金属基材5的端部施加压力,使块状金属基材5朝向搅拌头1运动;
(6)与搅拌头1接触的块状金属基材5和增强相4在搅拌头1的作用下旋转摩擦挤压成形成为金属基复合材料,最后通过成形出口筒6挤出。
通过设置不同厚度的间隙调节板3来调节搅拌头1伸入搅拌型腔中的深度,从而调节搅拌头1与搅拌型腔的内壁之间的间隙大小;间隙调节板3的顶面与进料腔的顶面贴合。
通过设置不同高度的成形导块7,来调节搅拌头1与成形导块7之间的间隙以及最终挤出的金属基复合材料的直径。
增强相4为碳纳米管、石墨烯、碳化硅和碳化钛中的一种或至少两种。
具体实施案例1:
(1)一体多功能搅拌头1的设计与选择:
搅拌头1夹持柄110部位的直径20mm,长度40mm,第一段螺纹为左螺纹,螺距为1.5mm,螺牙高度为2mm。第二段螺纹为左螺纹,螺距为1mm;螺牙高度为1.5mm;第三段螺纹为左螺纹,螺距为1mm,螺牙高度为1mm;第四段螺纹为左螺纹,螺距为0.5,螺牙高度为0.5mm。
(2)间隙可调性搅拌型腔的设计与选择:
间隙调节板3厚度为0.5mm,成形导块7的高度为10mm。
(3)复合材料的旋转摩擦挤压制备:
第1步,基料打孔,在尺寸为10×5×150mm的块状1060Al基材上打直径5mm,深度9.5mm的孔;第2步,添加增强相4,在块状基材上的孔内装填碳纳米管增强相4。第3步,装填板料,将添加有碳纳米管增强相4的块状金属基材5板料装入旋转摩擦挤压制备型腔;第4步,搅拌头1旋转,开启电机,使搅拌头1以300r/min的速度旋转;第5步,两端加压,通过压力系统在金属基复合材料旋转摩擦挤压制备型腔两端施压一定压力,使板料以10mm/min的速度往中心搅拌头1处运动;第6步,制备成形,最后在高度为10mm的成形导块7作用下制备出直径为5mm的碳纳米管增强铝基复合材料。
具体实施案例2:
(1)一体多功能搅拌头1的设计与选择:
搅拌头1夹持柄110的直径为30mm,长度为45mm,第一段螺纹为左螺纹,螺距为2mm,螺牙高度为1.5mm。第二段螺纹为左螺纹,螺距为1.5mm;螺牙高度为1.5mm;第三段螺纹为左螺纹,螺距为1mm,螺牙高度为1.5mm;第四段螺纹为左螺纹,螺距为1mm,螺牙高度为0.5mm。
(2)间隙可调性搅拌型腔的设计与选择:
间隙调节板3厚度为0.8mm,成形导块7的高度为8mm。
(3)复合材料的旋转摩擦挤压制备:
第1步,基料打孔,在尺寸为10×5×150mm的块状纯铜基材上打直径4mm,深度9.5mm的孔;第2步,添加增强相4,在块状基材上的孔内装填石墨烯增强相4。第3步,装填板料,将添加有石墨烯增强相4的块状金属基材5板料装入旋转摩擦挤压制备型腔;第4步,搅拌头1旋转,开启电机,使搅拌头1以400r/min的速度旋转;第5步,两端加压,通过压力系统在金属基复合材料旋转摩擦挤压制备型腔两端施压一定压力,使板料以5mm/min的速度往中心搅拌头1处运动;第6步,制备成形,最后在高度为8mm的成形导块7作用下制备出直径为6mm的石墨烯增强铜基复合材料。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种金属材料的搅拌摩擦-挤压复合方法及装置
- 一种金属基复合材料的制备方法、搅拌摩擦转角挤压装置
- 金属基复合材料连续搅拌摩擦挤压生产方法及其生产装置