激光诱导薄层浆料的栅线直接成形方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明属于激光应用及太阳能电池技术领域,具体涉及一种激光诱导薄层浆料的栅线直接成形方法,其属于在小间隙条件下,激光诱导薄层浆料直接成形太阳能电池导电栅线的方法,直接印刷成形线宽小于30微米、高宽比大于0.4的连续栅线。
背景技术
我国光伏技术发展迅速,现阶段光伏行业最重要的发展方向和目标是在适应太阳能电池片向薄片化和大尺寸方向发展的同时,进一步实现降本增效目标。目前主流的解决方案是通过减小太阳能电池成形栅线的宽度,增大高宽比,减少栅线对太阳能电池片的遮盖面积和银浆用量,从而达到提高光电转换效率和降低浆料使用成本的目的。但成形出线宽小于30微米、高宽比大于0.4的导电栅线极具挑战。
激光诱导前向转移(LIFT)栅线成形技术是一种新型电池金属化技术,在激光诱导栅线成形技术研究中,中国专利申请CN115181962A公开了一种基于激光诱导的高黏度浆料多次压印方法,通过预制聚合物薄膜与高黏度浆料结合的压印模板,在吸收层与接收基片接触、分离后形成大的浆料凸起结构,并重复2~3次的多次压印,提高导电栅线的成形精度。该成形方法需要预制压印模板和多次转印,与激光诱导转移浆料直接栅线成形相比,增加了工序和印刷时间,降低了生产效率。中国专利申请CN112382676A公开了一种基于硅片双凹槽结构的太阳能电池栅线激光诱导印刷方法,在印刷前利用激光在硅片上刻蚀双凹槽结构,将银浆和硅片的接触区域限制在凹槽间隔的硅片上,从而获得宽度更加稳定、高宽比更大的栅线。这种方法需要通过在硅片上做“破坏性”处理,增加了前处理工序,在硅片薄片化发展的趋势下,很容易造成电池结构的破坏,需要对电池片的开槽工艺做深入的了解。
上述激光诱导成形的栅线线宽大于30微米,高宽比小于0.4,工艺方法总结来看主要集中在以下两个方面:一方面是通过原位多次转移印刷浆料,转移的浆料相互融合成总栅线,进而增大栅线的高宽比;另一方面通过对供体(转移模板)和接收体(太阳能硅片)做预制开槽处理,减少浆料与硅片的接触面积,起到约束成形栅线宽度和高度的目的。但是多次印刷和开槽处理工艺增加了成形工序和成本,降低了生产效率。因此亟需寻求激光诱导浆料转移的直接成形方法,获得线宽小于30微米,高宽比大于0.4的太阳能电池栅线。
发明内容
为解决上述技术问题,本发明提供一种激光诱导薄层浆料的栅线直接成形方法,首先制备出25微米以下的均匀导电浆料薄膜层;控制间隙与薄膜厚度比值小于或等于2;利用扩束准直镜和远心场镜将激光光斑直径调节至小于或接近薄层浆料厚度,并聚焦在浆料薄膜表面;通过高性能高速振镜,匹配高重复频率、高速度实现高搭接率激光光束的扫描;自动分离透明基体和已印刷硅片,对已印刷硅片完成烘干烧结,直接成形出线宽小于30微米、高宽比大于0.4的连续栅线。
为达到上述目的,本发明采用如下技术方案:
一种激光诱导薄层浆料的栅线直接成形方法,包括如下步骤:
步骤1、在透明基体上利用“倒梯形”或“尖角形”刮刀,依靠刮刀的水平平移涂覆的方式制备导电的浆料薄膜层,制备的浆料薄膜层的厚度在15~25微米之间;
步骤2、激光器出光后,通过扩束镜、准直镜、扫描振镜和远心场镜,调节激光光斑直径大小,使光斑直径略小于或接近浆料薄膜层的厚度,控制在15~20微米之间;
步骤3、将制备好的浆料薄膜层连同透明基体和待印刷电池硅片,放置于具有间隙调节和自动分离功能的双Z轴位移平台上;浆料薄膜层朝向待印刷电池硅片,并位于待印刷电池硅片正上方;调节透明基体-浆料薄膜层的接触面与待印刷电池硅片之间的间隙大小,使间隙大小与薄膜厚度的比值小于或等于2;
步骤4、将调节好的激光束聚焦在透明基体-浆料薄膜层的接触面上,通过高性能高速的扫描振镜,在单脉冲能量相同的情况下,即在激光器重复频率固定的情况下,增大扫描振镜的重复频率,匹配高速度实现大光斑搭接激光光束的扫描;
步骤5、激光通过发泡作用驱动浆料薄膜层下移,与待印刷电池硅片接触后形成液桥连接;
步骤6、通过电动的双Z轴位移平台的自动分离功能,以均匀速度上移透明基体连同浆料薄膜层或下移被印刷的电池硅片,使液桥断裂,实现透明基体与被印刷的电池硅片分离,在被印刷的电池硅片上出现连续栅线;
步骤7、将被印刷的电池硅片进行烘干烧结处理,通过光学显微镜或激光扫描共聚焦显微镜观察成形栅线的形貌特征,测量线宽、线高,计算线宽和线高的比值大小,所述线宽小于30微米、线宽和线高的比值大于0.4。
进一步地,所述步骤1中,浆料为非牛顿流体,具有剪切致稀的流变学特性,零剪切黏度大于100Pa·s,无限大剪切黏度不低于5Pa·s,屈服强度不低于1000Pa。
进一步地,所述步骤4中,对应于浆料薄膜层的转移,激光能量密度区间控制在0.5J/cm
有益效果:
(1)本发明利用激光非接触式印刷,可直接成形出线宽小于30微米、高宽比大于0.4的连续栅线,适应现阶段光伏太阳能电池片细栅线、大高宽比的发展目标。
(2)本发明相比于在供体介质上开槽或在待印刷电池硅片上开双凹槽以及多次印刷技术,在小间隙下,制备25微米以下的浆料薄膜,控制间隙与膜厚的比值小于或等于2,匹配高速度、高重复频率的高搭接率光束,实现了激光诱导连续栅线的直接成形。无需预先设计掩膜板,简化了工序,降低了生产成本,提高了效率,避免了掩膜板拐角处的浆料转移不彻底对栅线形貌的影响;无需对太阳能电池片做开槽处理,避免了对电池结构及性能的破坏;无需考虑多次印刷前后浆料的融合对最终成形栅线形貌的均匀度影响。
附图说明
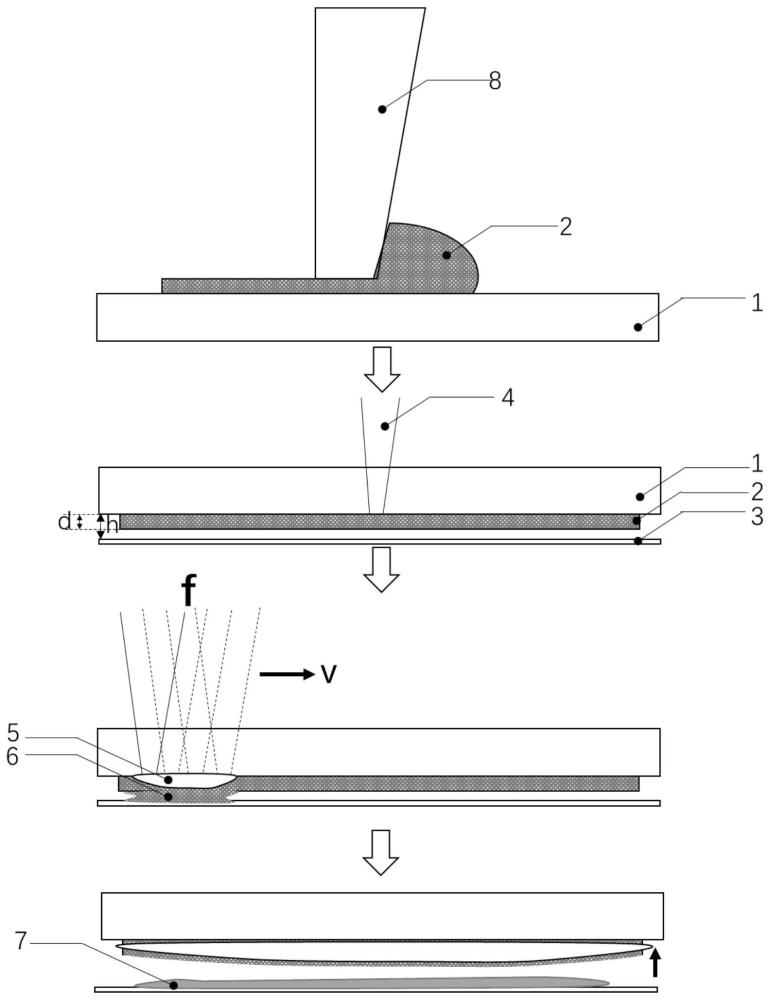
图1是本发明的激光诱导薄层浆料的栅线直接成形方法的示意图。
图2是薄层浆料黏度随剪切速率变化的趋势图。
图3是利用倒梯形刮刀制备薄层浆料的示意图。
图4是经光学元件调整激光光斑直径的示意图。
图5是带有间隙调节和电动分离功能的双Z轴位移平台和供体载物平台14的俯视图。
图6为运用本发明方法所成形的连续栅线和在共聚焦显微镜下线宽、线高的测量值大小示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
本发明的激光诱导薄层浆料的栅线直接成形方法包括如下步骤:
步骤1、在透明基体上利用“倒梯形”或“尖角形”刮刀,依靠刮刀的水平平移涂覆的方式制备导电浆料薄膜层。导电浆料在“倒梯形”或“尖角形”刮刀的作用下,受到均匀的法向压力和平移运动的水平推力。刮刀依靠“倒梯形”或“尖角形”的斜面将多余的导电浆料向前推动,继而制备出所需厚度的浆料薄膜层。对应于激光诱导薄层浆料,制备的浆料薄膜层厚度在15~25微米之间;浆料薄膜为非牛顿流体,具有剪切致稀的流变学特性,零剪切黏度大于100Pa·s,无限大剪切黏度不低于5Pa·s,屈服强度不低于1000Pa,大黏度浆料薄膜层为窄线宽、大高宽比栅线的成形奠定了基础。
步骤2、激光器出光后,通过扩束镜、准直镜、扫描振镜和远心场镜等光学元件,调节激光光斑直径大小,使光斑直径略小于或接近浆料薄膜层的厚度,控制在15~20微米之间。
步骤3、将制备好的浆料薄膜层连同透明基体和待印刷电池硅片,放置于具有间隙调节和自动分离功能的双Z轴位移平台上;浆料薄膜层朝向待印刷电池硅片,并位于待印刷电池硅片正上方。调节透明基体-浆料薄膜层的接触面与待印刷电池硅片之间的间隙大小。步骤1中,浆料薄膜层厚度在15~25微米,在激光诱导作用下,为了使待印刷电池硅片与发泡后的导电浆料发生接触并保证尽可能小的接触面积,间隙不能设置过大,因此间隙大小与浆料薄膜层厚度的比值小于或等于2,是成形出线宽小于30微米栅线的必要条件。
步骤4、将调节好的激光束聚焦在透明基体-浆料薄膜层的接触面上,通过高性能高速振镜,在单脉冲能量相同的情况下,即在激光器重复频率固定的情况下,增大扫描振镜的重复频率,匹配高速度实现大光斑搭接激光光束的扫描。对应于浆料薄膜层的转移,激光能量密度区间控制在0.5J/cm
步骤5、激光通过发泡作用驱动浆料薄膜层下移,与待印刷电池硅片接触后形成液桥连接。
步骤6、通过电动的双Z轴位移平台的自动分离功能,以均匀速度上移透明基体连同浆料薄膜层或下移被印刷电池硅片,使液桥断裂,实现透明基体与被印刷硅片分离,在被印刷硅片上出现连续栅线。匀速法向分离透明基体与被印刷电池硅片,有利于获得大的高宽比,同时进一步减小了栅线的宽度,实现了降本增效的目的。
步骤7、将被印刷电池硅片进行烘干烧结处理,通过光学显微镜或激光扫描共聚焦显微镜观察已成形栅线的形貌特征,测量线宽、线高,计算线宽和线高的比值大小。
实施例
本发明的一种激光诱导薄层浆料的栅线直接成形方法如图1所示。首先在透明基体1上利用“倒梯形”刮刀8,“倒梯形”刮刀8斜边的倾角为75°,如图3所示,以0.8mm/s的速度Vb匀速水平移动,在力F1和F2的作用下推动一定厚度h的导电浆料2,形成厚度和表面平整度均匀的薄膜。薄膜厚度h为20微米,线粗糙度Ra为0.5微米。导电浆料为导电银浆,具有剪切致稀流体的特性,如图2所示,零剪切黏度接近900Pa·s,无限大剪切速率下黏度接近5Pa·s,屈服强度不低于2000Pa。
选用脉冲激光束4,波长为可见光波段,脉宽大小为12~15皮秒,激光器出光后,通过扩束镜9、准直镜10、扫描振镜11和远心场镜12等光学元件,调节激光光斑直径大小,使光斑直径略小于或接近浆料薄层厚度,调整后的光斑直径大小为15微米,如图4所示。
带有间隙调节和电动分离功能的双Z轴位移平台如图5所示。第一Z轴升降平台13上安装供体载物平台14,供体载物平台的俯视图如图5所示。第二Z轴升降平台15上安装受体载物平台16。其中第一Z轴升降平台13和第二Z轴升降平台15固定于阻尼平台17上。将涂覆有20微米厚的银浆薄膜的透明基体1放于供体载物平台14上,待印刷电池硅片3放于受体载物平台16上,银浆薄膜面朝向待印刷电池硅片3并位于其正上方。第一Z轴升降平台13和第二Z轴升降平台15,使透明基体1与待印刷电池硅片3之间保持一定的间隙d,如图1所示。间隙d的大小设置为25微米,即间隙大小与膜厚的比值d/h=1.25。
设定激光参数和待加工轨迹,激光器的重复频率固定为1000kHz,能量密度在0.5J/cm
激光能量被导电浆料2的薄膜吸收,发生相变并诱导发泡5的产生,发泡5驱动导电浆料2向待印刷电池硅片3转移,与待印刷电池硅片接触并在浆料薄膜和带印刷硅片之间形成稳定的液桥6连接。
利用第一Z轴升降平台13和第二Z轴升降平台15的电动分离功能,沿垂直于已印刷硅片的方向以0.5m/s的速度使透明基体1连同供体载物平台14上移,或者沿垂直于透明基体1的方向以0.5m/s的速度使已印刷硅片连同受体载物平台16下移。在透明基体1和已印刷硅片的相对运动过程中,由于达到导电浆料的屈服应力,液桥6被拉断,在待印刷电池硅片上形成连续栅线7。
将被印刷硅片进行烘干、烧结处理后,观测并测量已成形栅线在共聚焦显微镜下的线宽和线高,计算线高和线宽的比值大小,如图6所示。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。