一种全自动装订设备
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及装订技术领域,尤其是一种全自动装订设备。
背景技术
现有的装订设备在进行工作的时候一般是将纸张先打出装订孔,然后再将订书钉压入纸张的装订孔中,完成装订。目前在装订时大多是人工将需要装订的纸张叠好后放入打孔设备中,打孔完成后再人工将纸张叠放好后放入装订设备进行装订。目前存在的装订设备不能实现自动换钉,导致装订的效率较低。
发明内容
本申请人针对上述现有生产技术中的缺点,提供一种全自动装订设备,使得装订效率、装订质量提高。
本发明所采用的技术方案如下一种全自动装订设备,包括底座,底座上方布置有订书设备壳,订书设备壳为开口朝上的敞口箱状,订书设备壳的箱底面上开设钉出口,位于钉出口下方的底座上铺放纸张,订书设备壳内部布置用来存储订书钉的储钉盒、钉架和推钉块,储钉盒的盒底通过挡钉块挡住且挡钉块为可移动式实现盒底的可打开,钉架水平布置在储钉盒的下方用来承接从储钉盒中掉落下来的订书钉,推钉块通过水平移动机构带动实现水平移动来推动钉架上的订书钉移动至钉出口的上方,钉出口上方布置压钉机构,压钉机构包括压钉板和升降机构,升降机构带动压钉板向下移动将位于钉出口上方的订书钉从钉出口压出钉在底座的纸张上,底座上方安装有用于检测底座上是否有纸张放入的传感器。
作为上述技术方案的进一步改进:
所述升降机构包括电机一、同步带、凸轮支撑轴、凸轮、轴承、升降板和升降板导向杆,凸轮支撑轴通过两个凸轮支撑座可转动式水平架置在底座的上方,凸轮支撑轴自凸轮中穿过且二者固定相连,电机一通过同步带带动凸轮支撑轴和凸轮转动,升降板导向杆为多个且均立式固定在订书设备壳的内部箱底面上,每个升降板导向杆上套设弹簧二,升降板导向杆自升降板中自由穿过且升降板压制在弹簧二的上端,轴承中穿插有轴承支撑轴,轴承支撑轴水平架置在升降板上板面安装的轴承支撑座上,压钉板安装在升降板上,轴承布置在凸轮的下方,电机一带动凸轮转动时,凸轮间歇性推动轴承转动、向下移动,进而推动升降板和压钉板向下移动,所述传感器安装在其中一个凸轮支撑座上。
所述压钉板是由水平板体和立式板体组合而成的L型板,水平板体贴靠固定在升降板的上板面,立式板体和订书设备壳的内侧箱壁相贴靠,钉出口布置在立式板体的下方。
所述水平移动机构包括电机二、钢绳筒和推钉导向杆,订书设备壳的内部箱底面上的两侧分别固定有钉架支撑块,推钉导向杆的两端分别固定在钉架支撑块上,推钉导向杆水平布置,推钉块由立式推板和水平安装板组合而成的L型,水平安装板安装在移动块上,移动块套设在推钉导向杆上,推钉导向杆上套设弹簧一,弹簧一的一端抵靠在其中一个钉架支撑块上,弹簧一的另一端抵靠在移动块上,电机二的输出轴带动钢绳筒转动,钢绳筒上缠绕钢绳,钢绳的另一端和移动块相连,挡钉块的一端通过弹簧四和订书设备壳的内部侧壁相连,电机二转动时,通过钢绳朝挡钉块所在方向拉动移动块、推钉块使得推钉块推动挡钉块实现储钉盒盒底的打开,此时弹簧一被压缩、弹簧四被压缩,电机二停止转动时,弹簧四伸长使得挡钉块回退将储钉盒的盒底封住、弹簧一伸长使得推钉块回退并推动钉架上的订书钉移动至钉出口的上方。
所述钉架的两侧分别设置立式的钉子挡板,储钉盒安装在钉子挡板上,临近压钉板的钉子挡板的一端安装有行程开关,当钉架上没有钉子时,推钉块触碰到行程开关。
所述底座上固定两个订书设备支撑座,两个订书设备支撑座分布在订书设备壳的两侧,两个订书设备支撑座之间固定水平的订书设备支撑轴,订书设备支撑轴自订书设备壳的两相对侧壁中穿过,订书设备壳的中部下端和底座之间连接弹簧三,当升降板和压钉板向下移动时,推动订书设备壳绕订书设备支撑轴转动至订书设备壳接触到底座,此时弹簧三处于压缩状态。
所述底座的上台面内部镶嵌有弯钉块,弯钉块上表面开设两个弧形弯钉槽,两个弯钉槽和钉出口处掉下来的订书钉的两侧壁分别对应。
其中一个钉架支撑块和相邻订书设备壳侧壁之间形成供订书钉下落的限位通道,压钉板的立式板体沿限位通道向下移动。:
本发明的有益效果如下:本申请推钉块通过水平移动机构带动实现水平移动来推动钉架上的订书钉移动至钉出口的上方,利用升降机构带动压钉板向下移动将位于钉出口上方的订书钉从钉出口压出钉在底座的纸张上,实现了纸张的自动装订和自动换钉,减少了人工劳动量,提高了装订效率和装订质量。
附图说明
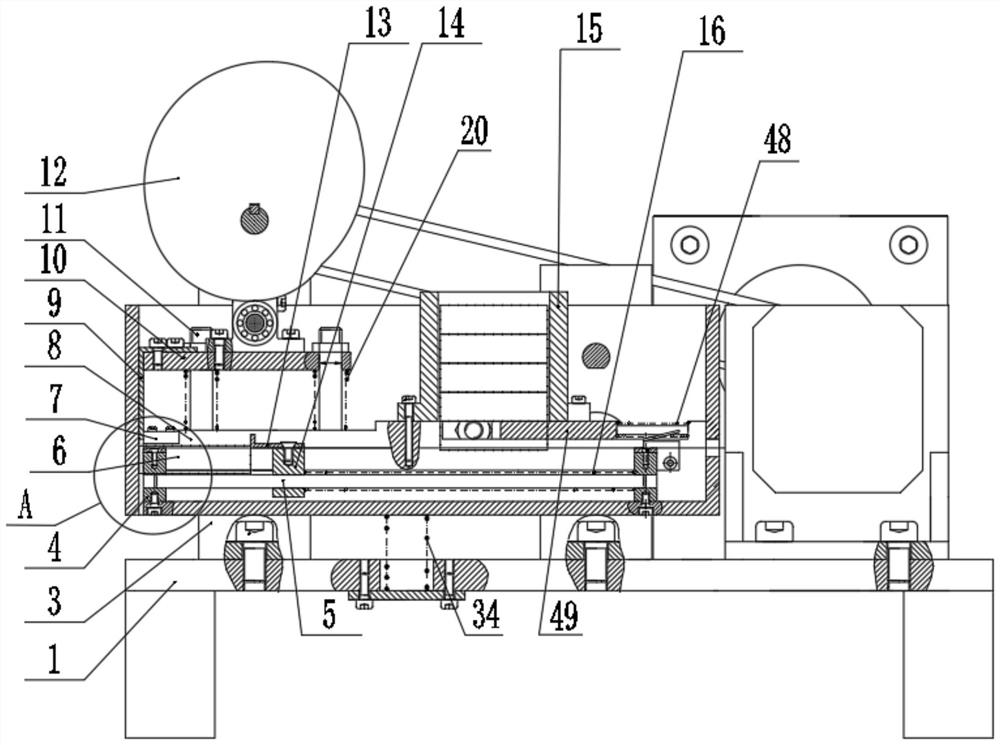
图1是本发明的主视图。
图2是本发明的侧视图。
图3是本发明的俯视图。
图4是本发明的立体图。
图5是图1的A部分放大图。
图6是图2的B部分放大图。
其中:1、底座;2、限位通道;3、凸轮支撑座;4、钉架支撑块;5、推钉导向杆;6、钉架;7、行程开关;8、钉子挡板;9、压钉板;10、升降板;11、升降板导向杆;12、凸轮;13、推钉块;14、移动块;15、储钉盒;16、弹簧一;17、钢绳;19、凸轮支撑轴;20、弹簧二;21、轴承支撑座;24、轴承支撑轴;25、轴承;32、订书设备壳;34、弹簧三;35、弯钉块;351、弯钉槽;37、电机一;41、同步带;42、订书设备支撑座;43、订书设备支撑轴;44、钢绳筒;46、电机二;48、弹簧四;49、挡钉块。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1-6所示,本实施例的全自动装订设备,包括底座1,底座1上方布置有订书设备壳32,订书设备壳32为开口朝上的敞口箱状,订书设备壳32的箱底面上开设钉出口,位于钉出口下方的底座1上铺放纸张,订书设备壳32内部布置用来存储订书钉的储钉盒15、钉架6和推钉块13,储钉盒15的盒底通过挡钉块49挡住且挡钉块49为可移动式实现盒底的可打开,钉架6水平布置在储钉盒15的下方用来承接从储钉盒15中掉落下来的订书钉,推钉块13通过水平移动机构带动实现水平移动来推动钉架6上的订书钉移动至钉出口的上方,钉出口上方布置压钉机构,压钉机构包括压钉板9和升降机构,升降机构带动压钉板9向下移动将位于钉出口上方的订书钉从钉出口压出钉在底座1的纸张上,底座1上方安装有用于检测底座1上是否有纸张放入的传感器。
升降机构包括电机一37、同步带41、凸轮支撑轴19、凸轮12、轴承25、升降板10和升降板导向杆11,凸轮支撑轴19通过两个凸轮支撑座3可转动式水平架置在底座1的上方,凸轮支撑轴19自凸轮12中穿过且二者固定相连,电机一37通过同步带41带动凸轮支撑轴19和凸轮12转动,升降板导向杆11为多个且均立式固定在订书设备壳32的内部箱底面上,每个升降板导向杆11上套设弹簧二20,升降板导向杆11自升降板10中自由穿过且升降板10压制在弹簧二20的上端,轴承25中穿插有轴承支撑轴24,轴承支撑轴24水平架置在升降板10上板面安装的轴承支撑座21上,压钉板9安装在升降板10上,轴承25布置在凸轮12的下方,电机一37带动凸轮12转动时,凸轮12间歇性推动轴承25转动、向下移动,进而推动升降板10和压钉板9向下移动,所述传感器安装在其中一个凸轮支撑座3上。
压钉板9是由水平板体和立式板体组合而成的L型板,水平板体贴靠固定在升降板10的上板面,立式板体和订书设备壳32的内侧箱壁相贴靠,钉出口布置在立式板体的下方。
水平移动机构包括电机二46、钢绳筒44和推钉导向杆5,订书设备壳32的内部箱底面上的两侧分别固定有钉架支撑块4,推钉导向杆5的两端分别固定在钉架支撑块4上,推钉导向杆5水平布置,推钉块13由立式推板和水平安装板组合而成的L型,水平安装板安装在移动块14上,移动块14套设在推钉导向杆5上,推钉导向杆5上套设弹簧一16,弹簧一16的一端抵靠在其中一个钉架支撑块4上,弹簧一16的另一端抵靠在移动块14上,电机二46的输出轴带动钢绳筒44转动,钢绳筒44上缠绕钢绳17,钢绳17的另一端和移动块14相连,挡钉块49的一端通过弹簧四48和订书设备壳32的内部侧壁相连,电机二46转动时,通过钢绳17朝挡钉块49所在方向拉动移动块14、推钉块13使得推钉块13推动挡钉块49实现储钉盒15盒底的打开,此时弹簧一16被压缩、弹簧四48被压缩,电机二46停止转动时,弹簧四48伸长使得挡钉块49回退将储钉盒15的盒底封住、弹簧一16伸长使得推钉块13回退并推动钉架6上的订书钉移动至钉出口的上方。
钉架6的两侧分别设置立式的钉子挡板8,储钉盒15安装在钉子挡板8上,临近压钉板9的钉子挡板8的一端安装有行程开关7,当钉架6上没有钉子时,推钉块13触碰到行程开关7。
底座1上固定两个订书设备支撑座42,两个订书设备支撑座42分布在订书设备壳32的两侧,两个订书设备支撑座42之间固定水平的订书设备支撑轴43,订书设备支撑轴43自订书设备壳32的两相对侧壁中穿过,订书设备壳32的中部下端和底座1之间连接弹簧三34,当升降板10和压钉板9向下移动时,推动订书设备壳32绕订书设备支撑轴43转动至订书设备壳32接触到底座1,此时弹簧三34处于压缩状态。
底座1的上台面内部镶嵌有弯钉块35,弯钉块35上表面开设两个弧形弯钉槽351,两个弯钉槽351和钉出口处掉下来的订书钉的两侧壁分别对应。
其中一个钉架支撑块4和相邻订书设备壳32侧壁之间形成供订书钉下落的限位通道2,压钉板9的立式板体沿限位通道2向下移动。
本申请的自动装订工作过程如下:
1、纸张放入装订口,即放到底座1的上台面,使得纸张的待装订处位于钉出口的下方;2、底座1上的传感器检测到纸张以后,发出装订信号给电机一37;3、电机一37通过同步带41带动凸轮支撑轴19和凸轮12转动;6、凸轮12转动的过程中与凸轮12接触的轴承25向下移动,进而推动升降板10、压钉板9往下运动;7、随之订书设备壳32以订书设备支撑轴43为中心向下转动一定角度;8、当订书设备壳32碰到底座1,压钉板9会将钉子往下压穿透纸张并且弯曲,完成装订动作;9、完成装订动作后,弹簧三34会将订书设备壳32弹回至初始状态,弹簧二20会将升降板10、压钉板9弹回初始状态。
本申请的自动换钉工作过程如下:
1、当钉架6上没有钉子时,推钉块13会碰到钉架6一端的行程开关7,行程开关7发出信号给电机二46:2、电机二46启动,通过钢绳将推钉块13往储钉盒15所在方向拉动:3、当推钉块13到达挡钉块49位置,推钉块13会将挡钉块49一起推动:4、挡钉块49移出使得储钉盒15的下端敞口,储钉盒15上面的钉子就会落到钉架6上;5、关闭电机二46(同样可以通过在挡钉块49后面设置一个限位开关来控制何时关闭电机二46),推钉导向杆5上的弹簧一16会将推钉块13推出,推钉块13往前运动的过程中也会将刚从储钉盒15落下的订书钉向前推出至限位通道2的上方等待压钉板9的按压:6、弹簧四48回弹将挡钉块49推到储钉盒15位置,重新挡住储钉盒15的盒底。
本申请实现了纸张的自动装订和自动换钉,减少了人工劳动量,提高了装订效率和装订质量。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。