一种印刷制品包装工艺及设备
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及一种印刷领域,尤其涉及一种印刷制品包装工艺及设备。
背景技术
在印刷制品印刷完成之后,需要装订的时候,一般情况采用胶装或者订书针装订的方式。其中,以胶装为主,在胶装的时候,一般情况由人工手动整理好之后,再进行涂胶,进行胶装工作。这种方式中,效率比较低,涂胶质量也不够好,而且操作人员劳动强度比较高。
发明内容
本发明目的是提供一种印刷制品包装工艺及设备,通过使用该工艺及结构,提高了包装效率及质量。
为达到上述目的,本发明采用的技术方案是:一种印刷制品包装工艺,其步骤为:
①将待包装的印刷产品堆叠放置在底板上,产品处在纵向通槽的右侧;
②操作人员手动利用推板推动产品朝后移动,使得产品的后侧面抵在后侧挡板上,并且将产品的前后推平,使得堆叠的产品前端面及后端面齐平;
③顶升气缸的输出轴伸出,然后横向气缸的输出轴来回的伸出与回缩,推动产品朝左移动利用左侧挡板对产品的左侧限位,利用右侧挡板对产品的右侧推动,将产品左右位置整理齐整;
④顶升气缸的输出轴回缩,带动左侧挡板下降,然后横向气缸的输出轴伸出,推动产品朝左移动,使得产品的左侧处在底板的左侧外部,并靠近或者贴覆在涂胶机的涂胶头,然后横向气缸的输出轴回缩,脱离底板;
⑤压料气缸的输出轴伸出,带动限位板下降,将产品压紧在底板上;
⑥涂胶机工作,通过涂胶机的涂胶头将胶水喷出涂覆在堆叠好产品的左侧面上,然后驱动机构带动涂胶机前后移动及上下移动,使得胶水均匀的附图在堆叠好的产品左侧面上,使得胶水将堆叠好的产品附图胶装,实现包装;
⑦涂覆完成之后,压料气缸的输出轴回缩,带动限位板上升脱离产品,然后操作人员将产品取走即可。
为达到上述目的,本发明采用了一种印刷制品包装设备,包括机架、设置于机架上的限位机构、涂胶机构及控制器,所述控制器与所述限位机构及涂胶机构电控连接,所述限位机构包括底板及限位板,所述限位板平行设置于所述底板的上方,所述限位板的上方设有一压料气缸,所述压料气缸底部的输出轴与所述限位板的顶面中部相连,所述压料气缸推动所述限位板靠近所述底板设置,所述底板与所述限位板之间构成包装间隙;
所述涂胶机构包括涂胶机及驱动机构,所述涂胶机设置于所述包装间隙的左侧,所述涂胶机的涂胶头朝向所述包装间隙设置,所述驱动机构带动所述涂胶机前后移动及上下移动。
上述技术方案中,所述机架上设有一后侧挡板及右侧挡板,所述后侧挡板固定安装于所述底板的后侧,所述后侧挡板垂直于所述底板设置,所述后侧挡板的前端面与所述底板的后侧面相连,所述底板上设有两组横向通槽,所述右侧挡板的底部设有两组延伸板,每组所述延伸板的底部穿过一组所述横向滑槽设置于所述底板的下方,所述右侧挡板的右侧设有一横向气缸,所述横向气缸左侧的输出轴与所述右侧挡板的右侧中部相连,所述横向气缸输出轴回缩状态下,所述右侧挡板设置于所述底板的上方;所述横向气缸输出轴回缩状态下,所述右侧挡板设置于所述底板的右侧外部,且所述右侧挡板垂直于所述后侧挡板设置。
上述技术方案中,所述驱动机构包括竖向驱动机构及纵向驱动机构,所述纵向驱动机构包括纵向滑轨、纵向滚珠丝杆及纵向电机,所述纵向滑轨及纵向滚珠丝杆相互平行设置,所述纵向滑轨上设有一纵向滑块,所述纵向滑块的一侧与所述滚珠丝杆相连,所述纵向电机与所述纵向滚珠丝杆的一端相连,所述纵向滚珠丝杆的转动会带动所述纵向滑块前后移动,所述涂胶机及所述竖向驱动机构安装于所述纵向滑块上。
上述技术方案中,所述纵向滑块的顶面上设有一立板,所述竖向驱动机构包括竖向滑轨、竖向滚珠丝杆及竖向电机,所述竖向滑轨安装于所述立板的右侧面上,所述竖向滚珠丝杆转动安装于所述立板的右侧,所述竖向滚珠丝杆与所述竖向滑轨平行设置,且所述竖向滑轨垂直于所述纵向滑轨设置,所述竖向电机底部的输出轴与所述竖向滚珠丝杆的顶部相连;所述竖向滑轨上滑动设有一竖向滑块,所述竖向滑块的一侧与所述竖向滚珠丝杆相连,所述竖向滚珠丝杆的转动,会带动所述竖向滑块在所述竖向滑轨上面上下移动,所述涂胶机安装于所述竖向滑块的右侧面上。
上述技术方案中,所述限位板上设有两组竖向导杆,所述竖向导杆平行于所述压料气缸设置,所述竖向导杆的顶部移动插设于所述机架上。
上述技术方案中,所述机架上设有一顶部开口的托盘,所述托盘设置于所述涂胶头的下方,且所述托盘设置于所述底板的底面下方左侧。
上述技术方案中,所述底板上设有一纵向通槽,所述纵向通槽垂直于所述横向通槽设置,所述纵向通槽设置于所述横向通槽的左侧,所述底板的下方设有一顶升气缸,所述顶升气缸的输出轴上设有一左侧挡板,所述左侧挡板平行于所述右侧挡板设置,所述左侧挡板插设于所述纵向通槽内,所述顶升气缸输出轴伸出状态下,所述左侧挡板的顶面设置于所述底板的顶面上方,所述顶升气缸输出轴回缩状态下,所述左侧挡板的顶面回缩于所述纵向通槽内。
由于上述技术方案运用,本发明与现有技术相比具有下列优点:
1.本发明中通过限位机构对印刷制品进行整理,再利用涂胶机构进行自动涂胶,而且适用于不同厚度产品的涂胶,提高了包装的适用范围,降低了包装成本,同时提高了包装效率及质量,降低了操作人员劳动强度。
附图说明
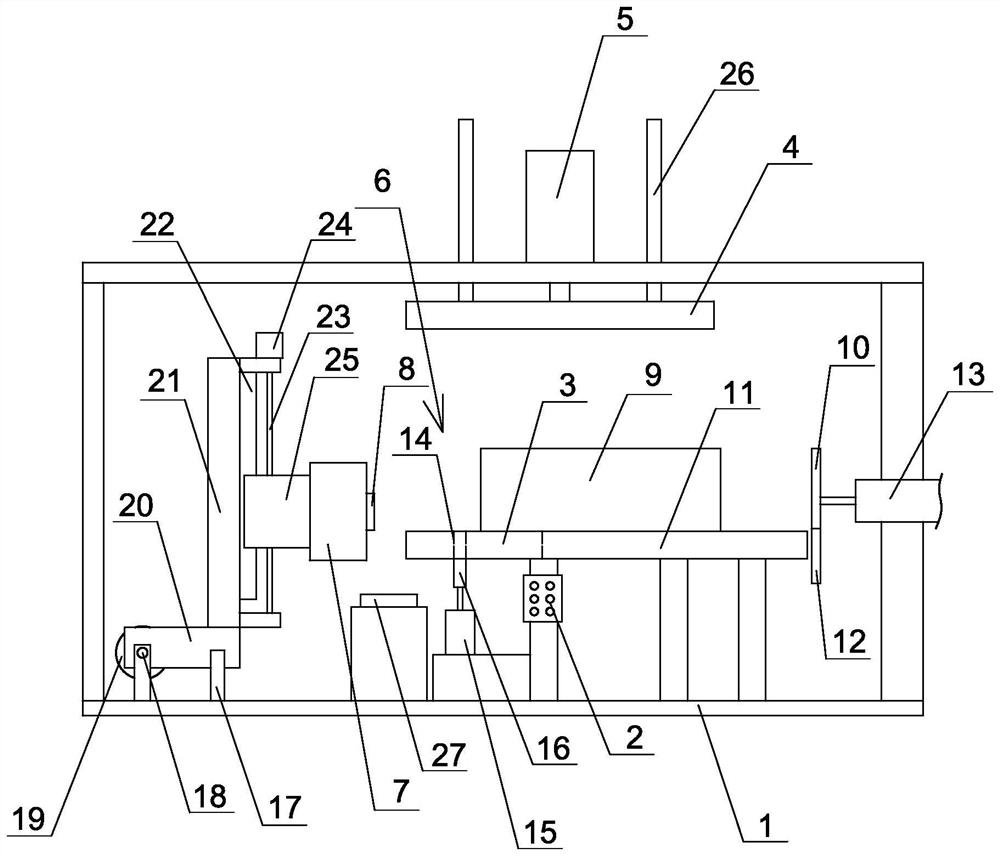
图1是本发明实施例一中的结构示意图。
其中:1、机架;2、控制器;3、底板;4、限位板;5、压料气缸;6、包装间隙;7、涂胶机;8、涂胶头;9、后侧挡板;10、右侧挡板;11、横向通槽;12、延伸板;13、横向气缸;14、纵向通槽;15、顶升气缸;16、左侧挡板;17、纵向滑轨;18、纵向滚珠丝杆;19、纵向电机;20、纵向滑块;21、立板;22、竖向滑轨;23、竖向滚珠丝杆;24、竖向电机;25、竖向滑块;26、竖向导杆;27、托盘。
具体实施方式
下面结合附图及实施例对本发明作进一步描述:
实施例一:参见图1所示,一种印刷制品包装工艺,其步骤为:
①将待包装的印刷产品堆叠放置在底板上,产品处在纵向通槽的右侧;
②操作人员手动利用推板推动产品朝后移动,使得产品的后侧面抵在后侧挡板上,并且将产品的前后推平,使得堆叠的产品前端面及后端面齐平;
③顶升气缸的输出轴伸出,然后横向气缸的输出轴来回的伸出与回缩,推动产品朝左移动利用左侧挡板对产品的左侧限位,利用右侧挡板对产品的右侧推动,将产品左右位置整理齐整;
④顶升气缸的输出轴回缩,带动左侧挡板下降,然后横向气缸的输出轴伸出,推动产品朝左移动,使得产品的左侧处在底板的左侧外部,并靠近或者贴覆在涂胶机的涂胶头,然后横向气缸的输出轴回缩,脱离底板;
⑤压料气缸的输出轴伸出,带动限位板下降,将产品压紧在底板上;
⑥涂胶机工作,通过涂胶机的涂胶头将胶水喷出涂覆在堆叠好产品的左侧面上,然后驱动机构带动涂胶机前后移动及上下移动,使得胶水均匀的涂覆在堆叠好的产品左侧面上,使得胶水将堆叠好的产品涂覆胶装,实现包装;
⑦涂覆完成之后,压料气缸的输出轴回缩,带动限位板上升脱离产品,然后操作人员将产品取走即可。
在本实施例中,利用底板对产品进行堆叠支撑,利用推板及多组挡板将产品进行齐整,再利用右侧挡板将产品朝左推动靠近涂胶机的涂胶头,然后利用限位板将产品压紧在底板上,再利用涂胶机将胶水均匀的涂覆在产品的左侧,实现自动胶装,效率高,质量好,操作人员劳动强度低。
为达到上述目的,本发明采用了一种印刷制品包装设备,包括机架1、设置于机架上的限位机构、涂胶机构及控制器2,所述控制器与所述限位机构及涂胶机构电控连接,所述限位机构包括底板3及限位板4,所述限位板平行设置于所述底板的上方,所述限位板的上方设有一压料气缸5,所述压料气缸底部的输出轴与所述限位板的顶面中部相连,所述压料气缸推动所述限位板靠近所述底板设置,所述底板与所述限位板之间构成包装间隙6;
所述涂胶机构包括涂胶机7及驱动机构,所述涂胶机设置于所述包装间隙的左侧,所述涂胶机的涂胶头8朝向所述包装间隙设置,所述驱动机构带动所述涂胶机前后移动及上下移动。
在本实施例中,先将印刷好的产品堆叠放在底板上,其中,产品已经预先整理过,比较齐整,产品的左侧处在底板的左侧外部,靠近涂胶机的涂胶头,然后压料气缸的输出轴伸出,带动限位板下降,利用限位板将产品压紧在底板上,其中,不管产品的厚度是多少,都能够将其进行压紧,然后驱动机构带动涂胶机进行先后移动,同时根据产品的厚度选用预设程序,同步进行上下移动,在这个过程中涂胶机的涂胶头将胶水挤出到产品的左侧面上,在前后移动的过程中,会将产品的左侧都涂覆到,如果说产品的厚度较厚,涂胶头的尺寸小于产品的厚度,则涂胶机在前后移动的过程中,也会上下移动,保证产品左侧的各个位置都被胶水涂覆到,实现胶装工作。胶装完成之后,压料气缸输出轴带动限位板上升,操作人员将产品取走,后续直接在胶水上面粘上封页即可,效率高,质量好。
参见图1所示,所述机架上设有一后侧挡板9及右侧挡板10,所述后侧挡板固定安装于所述底板的后侧,所述后侧挡板垂直于所述底板设置,所述后侧挡板的前端面与所述底板的后侧面相连,所述底板上设有两组横向通槽11,所述右侧挡板的底部设有两组延伸板12,每组所述延伸板的底部穿过一组所述横向滑槽设置于所述底板的下方,所述右侧挡板的右侧设有一横向气缸13,所述横向气缸左侧的输出轴与所述右侧挡板的右侧中部相连,所述横向气缸输出轴回缩状态下,所述右侧挡板设置于所述底板的上方;所述横向气缸输出轴回缩状态下,所述右侧挡板设置于所述底板的右侧外部,且所述右侧挡板垂直于所述后侧挡板设置。
在本实施例中,在使用时,先将整理好的产品放在底板上,产品的后侧抵在后侧挡板上,操作人员可以再利用推板或者一块平板推动产品朝后移动,使得产品的前后位置再次齐整,防止其不平整,然后横向气缸的输出轴伸出,带动右侧挡板向左推动,使得右侧挡板将产品朝左推动,使产品的左侧靠近涂胶机设置,便于涂胶。而且,在右侧挡板朝左移动的过程中,能够同时将堆叠好的产品同步的朝左推动,防止产品不齐整,保证后续胶装的稳定性及质量。其中,为了便于右侧挡板朝左移动,通过横向通槽的设置,给予延伸板让位,保证右侧挡板朝左移动的时候,能够将最底部的产品也一起朝左,防止漏料现象的发生。
参见图1所示,所述底板上设有一纵向通槽14,所述纵向通槽垂直于所述横向通槽设置,所述纵向通槽设置于所述横向通槽的左侧,所述底板的下方设有一顶升气缸15,所述顶升气缸的输出轴上设有一左侧挡板16,所述左侧挡板平行于所述右侧挡板设置,所述左侧挡板插设于所述纵向通槽内,所述顶升气缸输出轴伸出状态下,所述左侧挡板的顶面设置于所述底板的顶面上方,所述顶升气缸输出轴回缩状态下,所述左侧挡板的顶面回缩于所述纵向通槽内。
在本实施例中,产品预先整理之后,也可能出现左右位置偏差不齐整的现象出现,因此,通过设置左侧挡板及顶升气缸,在产品前后调节齐整之后,顶升气缸带动左侧挡板上升,右侧挡板也朝左推动几次,使得产品的左侧被左侧挡板所阻挡限位,这样能够利用左侧挡板及右侧挡板将产品的左右侧进行齐整工作。齐整完成之后,顶升气缸输出轴回缩,使得右侧挡板即可将产品朝左推动靠近涂胶机。
参见图1所示,所述驱动机构包括竖向驱动机构及纵向驱动机构,所述纵向驱动机构包括纵向滑轨17、纵向滚珠丝杆18及纵向电机19,所述纵向滑轨及纵向滚珠丝杆相互平行设置,所述纵向滑轨上设有一纵向滑块20,所述纵向滑块的一侧与所述滚珠丝杆相连,所述纵向电机与所述纵向滚珠丝杆的一端相连,所述纵向滚珠丝杆的转动会带动所述纵向滑块前后移动,所述涂胶机及所述竖向驱动机构安装于所述纵向滑块上。
纵向驱动机构的设置,能够带动涂胶机前后进行移动,使得涂胶机能够对产品左侧面的前后位置都进行涂胶。
所述纵向滑块的顶面上设有一立板21,所述竖向驱动机构包括竖向滑轨22、竖向滚珠丝杆23及竖向电机24,所述竖向滑轨安装于所述立板的右侧面上,所述竖向滚珠丝杆转动安装于所述立板的右侧,所述竖向滚珠丝杆与所述竖向滑轨平行设置,且所述竖向滑轨垂直于所述纵向滑轨设置,所述竖向电机底部的输出轴与所述竖向滚珠丝杆的顶部相连;所述竖向滑轨上滑动设有一竖向滑块25,所述竖向滑块的一侧与所述竖向滚珠丝杆相连,所述竖向滚珠丝杆的转动,会带动所述竖向滑块在所述竖向滑轨上面上下移动,所述涂胶机安装于所述竖向滑块的右侧面上。
竖向驱动机构的设置,能够驱动涂胶机上下移动,这样就能够带动涂胶机在前后及上下移动,产品在一定范围内的长度及厚度,都能够对其进行涂胶工作,实现胶装,提高适用范围,降低包装成本。
参见图1所示,所述限位板上设有两组竖向导杆26,所述竖向导杆平行于所述压料气缸设置,所述竖向导杆的顶部移动插设于所述机架上。通过竖向导杆的设置,包装限位板上下移动的轨迹保持竖直状态,同时,能够减少对压料气缸输出轴的压力,防止压料气缸输出轴的变形,延长其使用寿命,降低维修率。
参见图1所示,所述机架上设有一顶部开口的托盘27,所述托盘设置于所述涂胶头的下方,且所述托盘设置于所述底板的底面下方左侧。
通过托盘的设置,在涂胶机涂胶过程中,会有部分胶水滴落,利用托板将滴落的胶水进行收集,更加环保。