一种高效的烫模工艺以及装置
文献发布时间:2023-06-19 18:34:06
技术领域
本发明属于裱纸加工技术领域,具体涉及一种高效的烫模工艺以及装置。
背景技术
在对裱纸的加工中,一般会经过印前、切纸、印刷、表面处理、瓦楞裱纸、横切、成型、检验的工序,其中在表面处理中,会通过及压痕机实现对纸张表面进行图案、文字的处理,而在后期的成型中,还需要经过烫模来对裱纸表面形成专属标识。
现有的烫模工艺为一次性烫印加工,在长时间使用中,容易出现褪色的现象,从而影响裱纸的美观性,同时单独烫印的标识整体辨识度较低,并且在对裱纸的压痕进料中,没有任何可以对裱纸整平的结构,从而存在裱纸以褶皱状的形式进行压痕,导致后期成品失败,现有的处理方式是通过人工进行检测再进行处理,整体工作效率较低,无法适应大批量的生产,整体工作效率较低。
发明内容
本发明的目的在于提供一种高效的烫模工艺,以解决上述背景技术中提出的烫模工艺在长时间使用中,容易出现褪色以及辨识度较低的问题。
为实现上述目的,本发明提供如下技术方案:一种高效的烫模工艺,具体包括如下步骤:
步骤一:先将需要加工的裱纸进行切割、印刷上图案和/或文字;
步骤二:将步骤一中处理好的裱纸通过压痕机进行压痕处理,并去除裱纸在压痕后产生的碎边;
步骤三:使用模具A在指定温度内对待印制裱纸进行烫印,在裱纸上形成图案,完成第一次烫印;
步骤四:将步骤三中完成第一次烫印的裱纸静置后,进行第二次烫印,选择模具B在相同位置进行二次压覆,该模具与模具A底面标识相同,而模具B的外部轮廓大于和/或不同于模具A,第二次烫印后,形成专属烫印外轮廓;
步骤五:最终检测。
作为本发明中一种优选的技术方案,所述步骤三中,对裱纸进行第一次烫印的温度为80~85℃,烫印压力为0.15~0.2kg/cm
作为本发明中一种优选的技术方案,在所述步骤四中,对裱纸进行第二次烫印的温度为100~120℃,烫印压力为0.2~0.35kg/cm
本发明中的烫模工艺通过双重烫印加工,并且两次烫印的压力、温度以及轮廓不同,能够实现产品的不易褪色,以及提升美观性的特点,完善了现有工艺中的不足。
本发明还提供一种高效的烫模工艺的装置,以解决上述背景技术中提出压痕机在对裱纸的压痕进料中,没有任何可以对裱纸整平的结构,从而存在裱纸以褶皱状的形式进行压痕,导致后期成品失败的问题。
为实现上述目的,本发明提供如下技术方案:一种高效的烫模工艺的装置,包括压痕机,该压痕机包括外壳,所述外壳的顶端面后部安装有后板,在所述外壳的顶部设置有整理机构,该整理机构包括:
整理组件,内置于所述外壳的内部,该整理组件的顶部凸出至外壳的顶端面上;
吹气组件,设置在所述后板上。
作为本发明中一种优选的技术方案,所述整理组件包括对称设置的第一整径轴与第二整径轴,在所述第一整径轴上开设有第一整径槽,而在所述第二整径轴上开设有第二整径槽,所述第一整径槽与第二整径槽呈对称设置,所述外壳的后表面还设置有传动组件,该传动组件与整理组件传动连接。
作为本发明中一种优选的技术方案,所述传动组件包括安装在外壳后表面的电机,所述电机的输出端延伸至外壳的内部,且在电机的输出端上还安装有传动齿轮,所述第一整径轴与第二整径轴的一端均设置有传动齿轮轴,所述传动齿轮与两个传动齿轮轴啮合传动。
作为本发明中一种优选的技术方案,所述吹气组件包括嵌入至后板内侧的安装条,在安装条的前表面设置有喷头,所述喷头的出气延长线处于所述外壳的顶端面上。
作为本发明中一种优选的技术方案,所述安装条的内部还贯穿有风管,所述风管的一端与喷头连接,另一端与外部气体供给设备连接,该气体供给设备包括气泵。
作为本发明中一种优选的技术方案,所述外壳的一侧顶部安装有倾斜状的进料板,而外壳的另一侧中部安装有倾斜状的出料收集板。
本发明中的整理机构能够将进行压痕的裱纸进行整平处理,避免裱纸以褶皱状的形式进入压痕机内进行压痕加工,从而提升了加工效率,同时也降低了对工作人员的工作强度,完善了现有结构中的不足。
附图说明
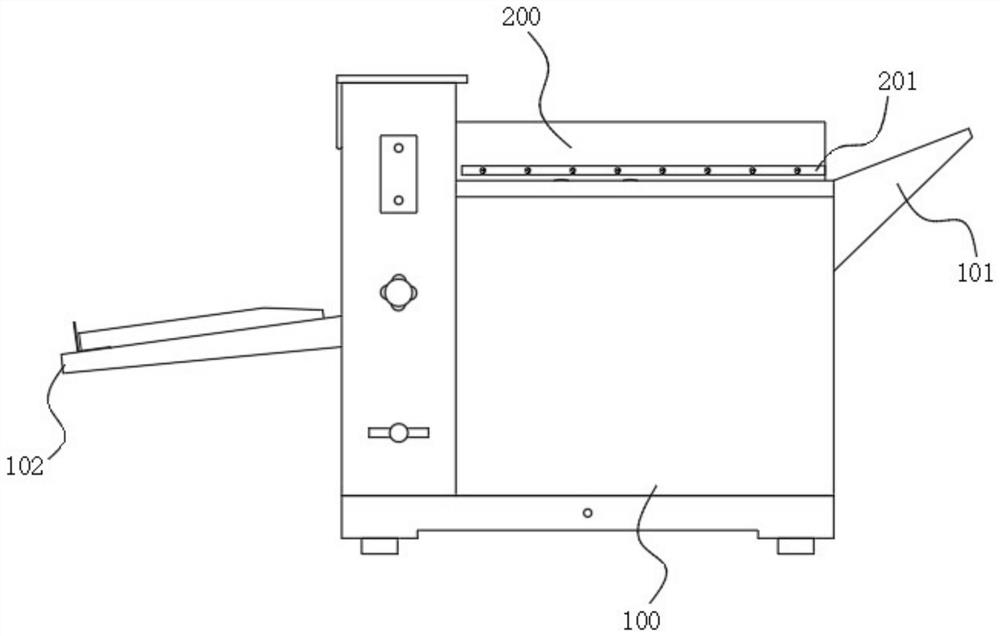
图1为本发明的结构示意图;
图2为本发明整理组件的结构示意图;
图3为本发明图1中A区域的放大示意图;
图4为本发明安装条的剖视图。
图中:100、外壳;100a、第一整径轴;100a-1、第一整径槽;100b、第二整径轴;100b-1、第二整径槽;100c、传动齿轮轴;101、进料板;102、出料收集板;200、后板;201、安装条;202、喷头;203、风管;300、电机;301、传动齿轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
为本发明第一个实施例,该实施例提供了一种高效的烫模工艺,具体包括如下步骤:
步骤一:先将需要加工的裱纸进行切割、印刷上图案和/或文字;
步骤二:将步骤一中处理好的裱纸通过压痕机进行压痕处理,并去除裱纸在压痕后产生的碎边;
步骤三:使用模具A在指定温度内对待印制裱纸进行烫印,在裱纸上形成图案,完成第一次烫印;
步骤四:将步骤三中完成第一次烫印的裱纸静置后,整体冷却,进行第二次烫印,选择模具B在相同位置进行二次压覆,该模具与模具A底面标识相同,而模具B的外部轮廓大于和/或不同于模具A,第二次烫印后,形成专属烫印外轮廓;
步骤五:最终检测,保证成品的之后质量。
本实施例中,步骤三中,对裱纸进行第一次烫印的温度为80℃,烫印压力为0.15kg/cm
本实施例中,在步骤四中,对裱纸进行第二次烫印的温度为100℃,烫印压力为0.2kg/cm
本发明中的烫模工艺通过双重烫印加工,并且两次烫印的压力、温度以及轮廓不同,能够实现产品的不易褪色,以及提升美观性的特点,完善了现有工艺中的不足。
实施例2
为本发明第二个实施例,与本实施例1中的不同之处在于:步骤三中,对裱纸进行第一次烫印的温度为85℃,烫印压力为0.2kg/cm
本实施例中,在步骤四中,对裱纸进行第二次烫印的温度为120℃,烫印压力为0.35kg/cm
实施例3
为本发明第三个实施例,与上述实施例中的不同之处在于:步骤三中,对裱纸进行第一次烫印的温度为83℃,烫印压力为0.18kg/cm
本实施例中,在步骤四中,对裱纸进行第二次烫印的温度为110℃,烫印压力为0.3kg/cm
实施例4
请参阅图1至图4,为本发明第四个实施例,该实施例提供一种高效的烫模工艺的装置,包括压痕机,该压痕机包括外壳100,外壳100的顶端面后部安装有后板200,在外壳100的顶部设置有整理机构,该整理机构包括:
整理组件,内置于外壳100的内部,该整理组件的顶部凸出至外壳100的顶端面上,用于对裱纸进行整理;
吹气组件,设置在后板200上,通过吹气对裱纸进行整理,外壳100的一侧顶部安装有倾斜状的进料板101,而外壳100的另一侧中部安装有倾斜状的出料收集板102。
本实施例中,整理组件包括对称设置的第一整径轴100a与第二整径轴100b,在第一整径轴100a上开设有第一整径槽100a-1,而在第二整径轴100b上开设有第二整径槽100b-1,第一整径槽100a-1与第二整径槽100b-1呈对称设置,外壳100的后表面还设置有传动组件,在对裱纸进行压痕加工中,将裱纸从进料板101处推入,此时第一整径轴100a与第二整径轴100b在传动组件的带动下对向转动,实现对裱纸的整平,该传动组件与整理组件传动连接。
本实施例中,传动组件包括安装在外壳100后表面的电机300,电机300的输出端延伸至外壳100的内部,且在电机300的输出端上还安装有传动齿轮301,第一整径轴100a与第二整径轴100b的一端均设置有传动齿轮轴100c,在使用中,传动齿轮301会带动两个传动齿轮轴100c转动,由于传动齿轮301处于传动齿轮轴100c的内侧,在转动,两个传动齿轮轴100c的转动方向相反,因此第一整径轴100a与第二整径轴100b的转动方向也相反,接着配合第一整径槽100a-1与第二整径槽100b-1将裱纸上存在褶皱朝向两侧导向舒展,实现对裱纸的整平,传动齿轮301与两个传动齿轮轴100c啮合传动。
本实施例中,吹气组件包括嵌入至后板200内侧的安装条201,在安装条201的前表面设置有喷头202,在裱纸进行传输中,喷头202会接收风管203的气体,通过气体对裱纸进行二次喷平整,其中喷头202可以选择性开启,当裱纸上的褶皱较少时,可以不开启喷头202,喷头202的出气延长线处于外壳100的顶端面上,安装条201的内部还贯穿有风管203,风管203的一端与喷头202连接,另一端与外部气体供给设备连接,该气体供给设备包括气泵。
尽管已经示出和描述了本发明的实施例(详见上述详尽的描述),对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。