钢管矫直机的矫直辊的柔性快开装置及柔性快开方法
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及一种无缝钢管生产设备,特别涉及一种钢管矫直机的快开装置。
背景技术
目前,在无缝钢管生产中,热轧后或热处理及精整后的钢管弯曲度较大,达不到成品钢管关于直度标准的要求,均需要通过辊式矫直机进行矫直,在辊式矫直机的每个矫直辊上,均连接有矫直辊的快开装置,快开装置的主要作用是当被矫直的钢管的头部进入到矫直辊中心位置之后,矫直辊的快开装置将矫直辊向内压下关闭,然后,对钢管进行矫直;当钢管的尾部进入到矫直辊中心位置之前,矫直辊的快开装置将矫直辊向外提起打开。当辊式矫直机在对两端加厚的石油管或大口径薄壁钢管进行矫直时,矫直辊的快开装置将矫直辊向外提起打开或将矫直辊向内压下关闭的行程比较大,一般有30毫米左右;现有的矫直辊的快开装置,均采用标准活塞或柱塞式液压缸,通过高压油向活塞内腔注入或流出,实现活塞与缸体之间的相互运动,活塞固定在支架上,缸体上连接矫直辊,这种快开装置在驱动矫直辊打开或合拢的过程中,速度和压力均不可调控,存在矫直辊与钢管接触时冲击力大,当矫直辊打开到位时,带有矫直辊的缸体与固定活塞的支架冲击力也大,导致系统管路震动力大,容易出现漏油现象,大的冲击震动还导致了设备故障率高。
发明内容
本发明提供了一种钢管矫直机的矫直辊的柔性快开装置及柔性快开方法,解决了现有矫直机的矫直辊在打开和闭合时冲击震动大的技术问题。
本发明是通过以下技术方案解决以上技术问题的:
本发明的总体构思为:通过改变快开机构的液压缸中的活塞与缸体内腔之间配合形成的环形进油通道的大小,来改变单位时间进入或流出液压缸的油量,从而实现:当缸体带动矫直辊从矫直位打开时,单位时间从液压缸中流出的油量较小,在随后的矫直辊的上升阶段,环形进油通道变大,使单位时间从液压缸中流出的油量增大,当矫直辊接近打开到位时,再将环形进油通道变小,使单位时间从液压缸中流出的油量变小;当缸体带动矫直辊从打开位开始向下压下关闭时,使环形进油通道变小,在随后的下压过程中,使环形进油通道变大,当矫直辊关闭到位时,又使环形进油通道变小;也就是通过以上油缸进油环形通道的变化,直接改变单位时间进入到液压缸中的油量,进而实现矫直辊在打开时,从慢开-快开-慢开的打开过程,和实现矫直辊在关闭时,从慢关-快关-慢关的关闭过程,大大减小了矫直辊对钢管的冲击和对机架的冲击,实现了快开机构的柔性打开和柔性关闭。
一种钢管矫直机的矫直辊的柔性快开装置,包括彼此平行设置的左立柱和右立柱,在左立柱的顶端与右立柱的顶端之间,固定连接有顶部横梁,在顶部横梁上吊接有活塞连接丝杠,在活塞连接丝杠的下端,连接有快开液压缸活塞,快开液压缸活塞活动设置在液压缸体的内腔中,在液压缸体的下底面上,固定连接有矫直辊安装座,在矫直辊安装座上,设置有矫直辊,在液压缸体的内腔底面上,设置有环形凸台,在快开液压缸活塞的下底面上,设置有环形凹槽,环形凸台与环形凹槽活动套合在一起,在环形凸台内侧的快开液压缸活塞的下底面与液压缸体内腔下底面之间,设置有液压油腔,在液压缸体上,设置有进回油通道,进回油通道的内侧端与环形凹槽连通在一起,在进回油通道的外侧端上,连接有液压泵;在环形凹槽的内侧立面与环形凸台的内侧立面之间,设置有液压油腔的内侧进出油环形口,在环形凸台的外侧立面与环形凹槽的外侧立面之间,设置有外侧进出油环形口;在环形凸台的内侧立面上端设置有环形向内凸起,在环形凹槽的内侧立面下端设置有环形向外凸起,在环形凹槽的外侧立面下端设置有环形倾斜向外缺口。
在液压缸体内腔下底面上,设置有快开液压缸活塞位置传感器,在快开液压缸活塞位置传感器上连接有探杆,在快开液压缸活塞的下底面中心处设置有探杆穿接孔,在探杆穿接孔上设置有磁环,探杆穿过磁环后活动设置在探杆穿接孔中,快开液压缸活塞位置传感器与液压泵电连接在一起。
一种钢管矫直机的矫直辊的柔性快开装置的柔性快开方法,其特征在于以下步骤:
(一)当矫直辊工作在对被矫直钢管进行矫直状态时,在液压油腔中充满有液压油,这时,环形向内凸起与环形向外凸起配合在一起,形成较窄的内侧进出油环形口,此时,液压泵工作,将液压油腔中充满的液压油抽出,由于内侧进出油环形口这时较窄,使单位时间经较窄的内侧进出油环形口流出的液压油较小,致使液压缸体带动矫直辊缓慢上升,实现了矫直辊初始打开时的柔性打开;随着液压缸体的上升,环形向内凸起与环形向外凸起错开,使内侧进出油环形口变宽,使单位时间经内侧进出油环形口流出的液压油变大,致使液压缸体加快速度上升,当环形凸台的外侧立面上端通过环形凹槽的外侧立面下端设置的环形倾斜向外缺口后,由环形凸台的外侧立面上端与环形凹槽的外侧立面上端所形成的外侧进出油环形口变窄,致使单位时间经过该外侧进出油环形口流出的液压油变小,致使液压缸体上升速度变慢,降低了液压缸体带动矫直辊对机架的冲击震动;
(二)当矫直辊开始向下压下闭合时,此时,环形凸台的外侧立面上端与环形凹槽的外侧立面上端所形成的外侧进出油环形口较窄,使单位时间从液压泵进入到液压油腔中的液压油较少,致使液压缸体带动矫直辊缓慢下压,减少了对机架的冲击震动,随着环形凸台的外侧立面上端进入到环形凹槽的外侧立面下端设置的环形倾斜向外缺口中后,外侧进出油环形口变宽,使单位时间从液压泵进入到液压油腔中的液压油增加,致使液压缸体带动矫直辊加速下压;当液压缸体下压到环形向内凸起与环形向外凸起对齐时,使内侧进出油环形口变窄,使单位时间经内侧进出油环形口进入到液压油腔中的液压油变少,致使液压缸体缓慢下压,实现了液压缸体带动矫直辊对被矫直钢管的柔性接触。
本发明结构简单,控制可靠,实现了柔性打开矫直辊,以及柔性闭合矫直辊,大大降低了矫直辊对被矫直钢管和机架的冲击震动,设备运行平稳,大大降低了由于冲击震动所引发的故障率。
附图说明
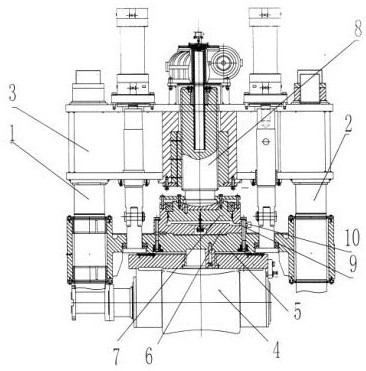
图1是本发明的结构示意图;
图2是本发明的矫直辊从矫直钢管位打开时快开液压缸活塞7与液压缸体6的配合关系图;
图3是图2中的A处的局部放大图;
图4是本发明的矫直辊打开到位后快开液压缸活塞7与液压缸体6的配合关系图;
图5是图4中的B处局部放大图;
图6是本发明的矫直辊下压闭合时快开液压缸活塞7与液压缸体6的配合关系图;
图7是图6中的C处局部放大图;
图8是本发明的液压缸体6的结构示意图;
图9是本发明的快开液压缸活塞7的结构示意图。
具体实施方式
下面结合附图对本发明进行详细说明:
一种钢管矫直机的矫直辊的柔性快开装置,包括彼此平行设置的左立柱1和右立柱2,在左立柱1的顶端与右立柱2的顶端之间,固定连接有顶部横梁3,在顶部横梁3上吊接有活塞连接丝杠8,在活塞连接丝杠8的下端,连接有快开液压缸活塞7,快开液压缸活塞7活动设置在液压缸体6的内腔中,在液压缸体6的下底面上,固定连接有矫直辊安装座5,在矫直辊安装座5上,设置有矫直辊4,在液压缸体6的内腔底面上,设置有环形凸台11,在快开液压缸活塞7的下底面上,设置有环形凹槽12,环形凸台11与环形凹槽12活动套合在一起,在环形凸台11内侧的快开液压缸活塞7的下底面与液压缸体6内腔下底面之间,设置有液压油腔14,在液压缸体6上,设置有进回油通道9,进回油通道9的内侧端与环形凹槽12连通在一起,在进回油通道9的外侧端上,连接有液压泵10;在环形凹槽12的内侧立面与环形凸台11的内侧立面之间,设置有液压油腔14的内侧进出油环形口13,在环形凸台11的外侧立面与环形凹槽12的外侧立面之间,设置有外侧进出油环形口15;在环形凸台11的内侧立面上端设置有环形向内凸起17,在环形凹槽12的内侧立面下端设置有环形向外凸起16,在环形凹槽12的外侧立面下端设置有环形倾斜向外缺口18。
在液压缸体6内腔下底面上,设置有快开液压缸活塞位置传感器19,在快开液压缸活塞位置传感器19上连接有探杆20,在快开液压缸活塞7的下底面中心处设置有探杆穿接孔21,在探杆穿接孔21上设置有磁环22,探杆20穿过磁环22后活动设置在探杆穿接孔21中,快开液压缸活塞位置传感器19与液压泵10电连接在一起。
一种钢管矫直机的矫直辊的柔性快开装置的柔性快开方法,其特征在于以下步骤:
(一)当矫直辊4工作在对被矫直钢管进行矫直状态时,在液压油腔14中充满有液压油,这时,环形向内凸起17与环形向外凸起16配合在一起,形成较窄的内侧进出油环形口13,此时,液压泵10工作,将液压油腔14中充满的液压油抽出,由于内侧进出油环形口13这时较窄,使单位时间经较窄的内侧进出油环形口13流出的液压油较小,致使液压缸体6带动矫直辊4缓慢上升,实现了矫直辊初始打开时的柔性打开;随着液压缸体6的上升,环形向内凸起17与环形向外凸起16错开,使内侧进出油环形口13变宽,使单位时间经内侧进出油环形口13流出的液压油变大,致使液压缸体6加快速度上升,当环形凸台11的外侧立面上端通过环形凹槽12的外侧立面下端设置的环形倾斜向外缺口18后,由环形凸台11的外侧立面上端与环形凹槽12的外侧立面上端所形成的外侧进出油环形口15变窄,致使单位时间经过该外侧进出油环形口15流出的液压油变小,致使液压缸体6上升速度变慢,降低了液压缸体6带动矫直辊4对机架的冲击震动;
(二)当矫直辊4开始向下压下闭合时,此时,环形凸台11的外侧立面上端与环形凹槽12的外侧立面上端所形成的外侧进出油环形口15较窄,使单位时间从液压泵10进入到液压油腔14中的液压油较少,致使液压缸体6带动矫直辊4缓慢下压,减少了对机架的冲击震动,随着环形凸台11的外侧立面上端进入到环形凹槽12的外侧立面下端设置的环形倾斜向外缺口18中后,外侧进出油环形口15变宽,使单位时间从液压泵10进入到液压油腔14中的液压油增加,致使液压缸体6带动矫直辊4加速下压;当液压缸体6下压到环形向内凸起17与环形向外凸起16对齐时,使内侧进出油环形口13变窄,使单位时间经内侧进出油环形口13进入到液压油腔14中的液压油变少,致使液压缸体6缓慢下压,实现了液压缸体6带动矫直辊4对被矫直钢管的柔性接触。
当恒压的液压泵10通过进回油通道9向液压缸中的液压油腔14充油时,充入的液压油将液压缸体6下压,快开液压缸活塞位置传感器19上连接的探杆20与在探杆穿接孔21上设置的磁环22产生相互运动,快开液压缸活塞位置传感器19可发出信号来控制液压泵10充油压力,当快开液压缸活塞7从起动到运行为全行程的80%时,充油压力降为低压;当柱塞从80%运行到100%时,液压泵10由增压阀逐步增压到正常的高压工作压力,这样就避免系统和管路长时间工作在高压状态,提高了设备运行的平稳性,降低了设备的故障率。
- 钢管矫直机的矫直辊的柔性快开装置及柔性快开方法
- 钢管矫直机的矫直辊的柔性快开装置