切削工具
文献发布时间:2023-06-19 11:17:41
技术领域
本公开涉及一种切削工具。本申请要求基于在2019年2月19日提交的日本专利申请No.2019-027258的优先权。该日本专利申请的全部公开内容通过引用并入本文。
背景技术
以往已经使用具有被覆基材的切削工具。例如,WO 2017/061059(专利文献1)公开了一种包括基材和在基材上形成的被膜的表面被覆切削工具,该被膜包括满足b-a>0.5的α-Al
日本专利特开No.2012-213853(专利文献2)公开了一种硬质合金的被覆切削工具刀片,其包括具有至少一个前刀面和至少一个后刀面的整体呈多边形或圆形的主体,被膜包括在X射线衍射中衍射强度比率I为1.3以上的α-Al
引用列表
专利文献
专利文献1:WO 2017/061059
专利文献2:日本专利特开No.2012-213853
发明内容
本公开的切削工具包括:
基材和被覆基材的被膜,
被膜包括设置在基材上的α-氧化铝层,
α-氧化铝层包含α-氧化铝的晶粒,
α-氧化铝层包括下侧部和上侧部,
下侧部是介于假想平面A和假想平面B之间的区域,假想平面A是这样的假想平面,其穿过在厚度方向上距离位于基材侧的第一界面0.2μm的点并且平行于第一界面,假想平面B是这样的假想平面,其穿过进一步在厚度方向上距离假想平面A1.3μm的点并且平行于第一界面,
上侧部是介于假想平面C和假想平面D之间的区域,假想平面C是这样的假想平面,其穿过在厚度方向上距离与基材侧相反的第二界面0.5μm的点并且平行于第二界面,假想平面D是这样的假想平面,其穿过进一步在厚度方向上距离假想平面C1μm的点并且平行于第二界面,
第一界面平行于第二界面,
当沿着包括第二界面的法线的平面进行切割以获得α-氧化铝层的截面,并使用场发射扫描显微镜对该截面进行电子背散射衍射图像分析以确定α-氧化铝的晶粒的各自的晶体取向并且基于此创建彩色图时,
那么在彩色图中,
在上侧部中,被(006)面的法线方向相对于第二界面的法线方向在±15°以内的α-氧化铝的晶粒占据的面积比率为50%以上,
在下侧部中,被(012)面、(104)面、(110)面、(113)面、(116)面、(300)面、(214)面和(006)面各自的法线方向相对于第二界面的法线方向在±15°以内的α-氧化铝的晶粒占据的面积比率为大于等于5%且小于50%,
α-氧化铝层的厚度为3μm以上20μm以下。
附图说明
图1为示出了切削工具的基材的一种形式的透视图。
图2为根据一个实施方案的一种形式的切削工具的示意性截面图。
图3为根据本实施方案的另一种形式的切削工具的示意性截面图。
图4为当沿着包括α-Al
图5为示出了用于制造被膜的化学气相沉积装置的实例的示意性截面图。
图6为示出了在α-Al
具体实施方式
[本公开要解决的问题]
在专利文献1和专利文献2中,预期包括如上所述构造的α-Al
然而,近年来更快速且更高效的切削加工趋于在切削工具上施加更高的负荷并缩短其寿命。因此,需要具有机械特性得到进一步改善的被膜的切削工具。
鉴于上述情况做出了本公开,并且本公开的目的是提供耐崩刀性得到提高的切削工具。
[本公开的有利效果]
根据本公开,可以提供耐崩刀性得到提高的切削工具。
[本公开的实施方案的描述]
首先,将列举并具体描述本公开的实施方案。
[1]本公开的切削工具包括
基材和被覆基材的被膜,
被膜包括设置在基材上的α-氧化铝层,
α-氧化铝层包含α-氧化铝的晶粒,
α-氧化铝层包括下侧部和上侧部,
下侧部是介于假想平面A和假想平面B之间的区域,假想平面A是这样的假想平面,其穿过在厚度方向上距离位于基材侧的第一界面0.2μm的点并且平行于第一界面,假想平面B是这样的假想平面,其穿过进一步在厚度方向上距离假想平面A1.3μm的点并且平行于第一界面,
上侧部是介于假想平面C和假想平面D之间的区域,假想平面C是这样的假想平面,其穿过在厚度方向上距离与基材侧相反的第二界面0.5μm的点并且平行于第二界面,假想平面D是这样的假想平面,其穿过进一步在厚度方向上距离假想平面C1μm的点并且平行于第二界面,
第一界面平行于第二界面,
当沿着包括第二界面的法线的平面进行切割以获得α-氧化铝层的截面,并使用场发射扫描显微镜对该截面进行电子背散射衍射图像分析以确定α-氧化铝的晶粒的各自的晶体取向,并且基于此创建彩色图时,
那么在彩色图中,
在上侧部中,被(006)面的法线方向相对于第二界面的法线方向在±15°以内的α-氧化铝的晶粒占据的面积比率为50%以上,
在下侧部中,被(012)面、(104)面、(110)面、(113)面、(116)面、(300)面、(214)面和(006)面各自的法线方向相对于第二界面的法线方向在±15°以内的α-氧化铝的晶粒占据的面积比率大于等于5%且小于50%,
α-氧化铝层的厚度为3μm以上20μm以下。
如此构造的上述切削工具的耐崩刀性提高。如本文所用,“耐崩刀性”是指对被膜的小缺损的耐性。
[2]被膜还包括设置在基材和α-氧化铝层之间的内部层,并且
内部层包含TiCN。通过这种规定,除了耐崩刀性以外,耐磨性也得以提高。
[3]被膜还包括设置在内部层和α-氧化铝层之间的中间层,
中间层包含由以下元素组成的化合物:钛元素;以及选自由碳、氮、硼和氧组成的组中的至少一种元素,并且
中间层的组成与内部层不同。通过这种规定,除了耐崩刀性以外,基材和被膜之间的密着力也得以提高。
[4]被膜还包括设置在α-氧化铝层上的最外层,并且
最外层包含由以下元素组成的化合物:钛元素;以及选自由碳、氮和硼组成的组中的一种元素。通过这种规定,可以提供这样的切削工具,该切削工具除了具有优异的耐崩刀性以外,还具有优异的被膜识别性。
[5]被膜的厚度为3μm以上30μm以下。通过这种规定,可以提供除了具有优异的耐崩刀性以外还具有优异的耐磨性的切削工具。
[本公开的实施方案的细节]
以下,将描述本公开的一个实施方案(以下也称作“本实施方案”)。然而应当注意,本实施方案不限于此。在本说明书中,形式为“X至Y”的表述表示范围的上限和下限(即,X以上Y以下),并且当X不附带任何单位而仅Y附带有单位时,X具有与Y相同的单位。此外,在本说明书中,当通过未限定组成元素的组成比的化学式表示化合物(例如“TiC”)时,该化学式应当包括任何常规已知的组成比(或元素比)。该化学式不仅应当包括化学计量组成,而且还应当包括非化学计量组成。例如,化学式“TiC”不仅包括化学计量组成“Ti
<<表面被覆切削工具>>
本发明公开的切削工具是
包括基材和被覆基材的被膜的切削工具,
被膜包括设置在基材上的α-Al
α-Al
α-Al
下侧部是介于假想平面A和假想平面B之间的区域,假想平面A是这样的假想平面,其穿过在厚度方向上距离位于基材侧的第一界面0.2μm的点并且平行于第一界面,假想平面B是这样的假想平面,其穿过进一步在厚度方向上距离假想平面A1.3μm的点并且平行于第一界面,
上侧部是介于假想平面C和假想平面D之间的区域,假想平面C是这样的假想平面,其穿过在厚度方向上距离与基材侧相反的第二界面0.5μm的点并且平行于第二界面,假想平面D是这样的假想平面,其穿过进一步在厚度方向上距离假想平面C1μm的点并且平行于第二界面,
第一界面平行于第二界面,
当沿着包括第二界面的法线的平面进行切割以获得α-Al
那么在彩色图中,
在上侧部中,被(006)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
在下侧部中,被(012)面、(104)面、(110)面、(113)面、(116)面、(300)面、(214)面和(006)面各自的法线方向相对于第二界面的法线方向在±15°以内的α-Al
α-Al
本实施方案的表面被覆切削工具(以下,也简称为“切削工具”)50包括基材10和被覆基材10的被膜40(参见图2)。在本实施方案的一个方面中,被膜可以被覆基材的前刀面,或者可以被覆除了前刀面以外的部分(例如,后刀面)。切削工具可为(例如)钻头、端铣刀、钻头用可替换切削刀片、端铣刀用可替换切削刀片、铣削用可替换切削刀片、车削用可替换切削刀片、金属锯、齿轮切削工具、铰刀、丝锥等。
<基材>
本实施方案的基材可为常规已知为这种类型的基材的任何基材。例如,优选包括选自由以下组成的组中的至少一种:硬质合金(例如,碳化钨(WC)基硬质合金、除了包含WC之外还包含Co的硬质合金、除了WC之外还添加有Cr、Ti、Ta、Nb等的碳氮化物的硬质合金,等)、金属陶瓷(包含TiC、TiN、TiCN等作为主要成分)、高速钢、陶瓷(碳化钛、碳化硅、氮化硅、氮化铝、氧化铝等)、立方氮化硼烧结体(cBN烧结体)、以及金刚石烧结体,并且更优选地,基材包括选自由硬质合金、金属陶瓷和cBN烧结体组成的组中的至少一种。
在这些各种类型的基材中,特别优选选择WC基硬质合金或cBN烧结体。这是因为这些基材在高温下的硬度和强度之间的平衡是特别优异的,并且作为用于上述用途的切削工具的基材具有优异的特性。
当使用硬质合金作为基材时,即使硬质合金的结构中包含游离碳或被称为η相的异常相,也能够展示出本实施方案的效果。予以注意,本实施方案中使用的基材的表面可被改质。例如,对于硬质合金,表面可以具有脱β层,并且对于金属陶瓷,表面可以具有表面硬化层,并且即使以这种方式对表面进行改质,也会展现出本实施方案的效果。
图1为示出了切削工具的基材的一种方式的透视图。将具有这种形状的基材用作(例如)车削用可替换切削刀片。基材10具有前刀面1、后刀面2以及前刀面1和后刀面2相交处的切削刃棱部3。即,前刀面1和后刀面2是通过介于其间的切削刃棱部3连接的面。切削刃棱部3构成基材10的切削刃的尖端。也可以将基材10的这种形状理解为切削工具的形状。
当切削工具为可替换切削刀片时,基材10还包括具有断屑器的形状或不具有断屑器的形状。切削刃棱部3的形状包括以下中的任一者:锐边(由前刀面和后刀面形成的棱)、珩磨刃(对锐边进行加工倒圆)、负刃带(施加斜削)、以及珩磨刃和负刃带的组合。
虽然已经参考图1描述了基材10的形状及其各部分的名称,但是在根据本实施方案的切削工具中,将由相同的术语表示与基材10对应的形状及其各部分的名称。即,切削工具具有前刀面、后刀面以及将前刀面和后刀面连接在一起的切削刃棱部。
<被膜>
根据本实施方案的被膜40包括设置在基材10上的α-Al
被膜的厚度优选为3μm以上30μm以下,更优选为5μm以上25μm以下。予以注意,被膜的厚度是指构成被膜的任意层的厚度的总和。“构成被膜的层”包括将在下文描述的α-Al
(α-Al
本实施方案的α-Al
即,可以在基材上直接设置α-Al
α-Al
下侧部是介于假想平面A和假想平面B之间的区域,假想平面A是这样的假想平面,其穿过在厚度方向上距离位于基材侧的第一界面0.2μm的点并且平行于第一界面,假想平面B是这样的假想平面,其穿过进一步在厚度方向上距离假想平面A1.3μm的点并且平行于第一界面,
上侧部是介于假想平面C和假想平面D之间的区域,假想平面C是这样的假想平面,其穿过在厚度方向上距离与基材侧相反的第二界面0.5μm的点并且平行于第二界面,假想平面D是这样的假想平面,其穿过进一步在厚度方向上距离假想平面C1μm的点并且平行于第二界面,
第一界面平行于第二界面,
当沿着包括第二界面的法线的平面进行切割以获得α-Al
那么在彩色图中,
在上侧部中,被(006)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
在下侧部中,被(012)面、(104)面、(110)面、(113)面、(116)面、(300)面、(214)面和(006)面各自的法线方向相对于第二界面的法线方向在±15°以内的α-Al
也就是说,下侧部为:
下侧部中被(012)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(104)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(110)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(113)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(116)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(300)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(214)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
下侧部中被(006)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
各自为大于等于5%且小于50%。
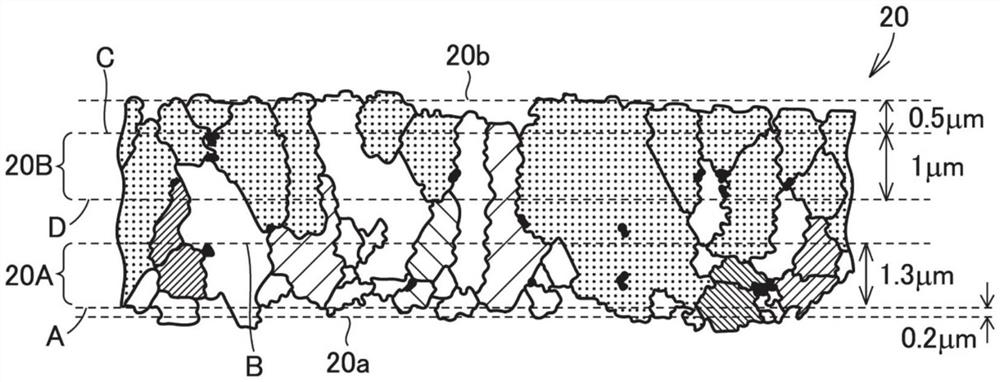
现在将参考图4具体描述用于创建彩色图的方法。图4为当沿着包括α-Al
首先,基于下文所述的方法在基材上形成α-Al
予以注意,(例如)如下进行切割:使用蜡等将α-Al
此外,如上所述,用上述防水砂纸(依次使用#400、#800、#1500)研磨切割面。防水砂纸的编号(#)是指磨料的粒径的差异,并且编号越大,表示磨料的粒径越小。
随后,通过使用Ar离子的离子铣削使经研磨的表面进一步平滑化。离子铣削在以下条件下进行:
加速电压:6kV
照射角度:与α-Al
照射时间:6小时
随后,用配备有电子背散射衍射仪(EBSD装置)的场发射型扫描电子显微镜(FE-SEM)(商品名:“SU6600”,由Hitachi High-Tech Corporation制造)观察经过平滑化的截面(镜面)从而获得图像,对该图像进行EBSD分析。虽然对观察经过平滑化的截面的位置没有特别地限制,但从与切削特性的关系的观点出发,优选在切削刃棱部3附近观察经过平滑化的截面,更优选在切削刃棱部3附近的基材10相对平坦的位置处观察经过平滑化的截面。以5000倍的放大倍率进行FE-SEM的观察。
对于EBSD分析,通过将聚焦电子束单独地定位在各像素上来连续地收集数据。试样面(α-Al
使用市售的软件(商品名:“Orientation Imaging Microscopy Ver6.2”,由EDAXInc.制造)分析EBSD的分析结果,以创建彩色图。具体而言,首先,确定α-Al
在图4中,由实线包围并划有点的各区域是(006)取向晶粒。此外,由实线包围并划有阴影线(六种线型)的各区域或者由实线包围且未划有阴影线的各区域是(012)取向晶粒、(104)取向晶粒、(110)取向晶粒、(113)取向晶粒、(116)取向晶粒、(300)取向晶粒、或(214)取向晶粒。即,在图4中,相对于α-Al
此外,如图4所示,α-Al
下侧部20A是介于假想平面A和假想平面B之间的区域,假想平面A是这样的假想平面,其穿过在厚度方向上距离位于基材侧的第一界面20a 0.2μm的点并且平行于第一界面,假想平面B是这样的假想平面,其穿过进一步在厚度方向上距离假想平面A1.3μm的点并且平行于第一界面。即,假想平面A和假想平面B之间的直线距离(或最小距离)为1.3μm,并且该距离为下侧部20A的厚度。可以基于距第一界面的距离从而在所创建的彩色图上设置假想平面A和假想平面B。
上侧部20B是介于假想平面C和假想平面D之间的区域,假想平面C是这样的假想平面,其穿过在厚度方向上距离与基材侧相反的第二界面20b 0.5μm的点并且平行于第二界面,假想平面D是这样的假想平面,其穿过进一步在厚度方向上距离假想平面C1μm的点并且平行于第二界面。即,假想平面C和假想平面D之间的直线距离(或最小距离)为1μm,并且该距离为上侧部20B的厚度。可以基于距第二界面的距离从而在所创建的彩色图上设置假想平面C和假想平面D。
在彩色图中,在上侧部20B中,被(006)面的法线方向相对于第二界面20b的法线方向在±15°以内的α-Al
在彩色图中,在下侧部20A中,被(012)面、(104)面、(110)面、(113)面、(116)面、(300)面、(214)面和(006)面各自的法线方向相对于第二界面20b的法线方向在±15°以内的α-Al
包括满足上述要求的α-Al
常规采取的改善α-Al
然而,本发明人认为,为了进一步延长切削工具的寿命,仅通过常规方法不能实现突破。因此,本发明人进行了着眼于α-Al
通过基于上述发现的进一步研究,本发明人获得了以下发现:
(1)在整个α-Al
(2)此外,当α-Al
基于上述发现而完成根据本实施方案的切削工具50,其包括具有α-Al
这种α-Al
(α-Al
在本实施方案中,α-Al
当α-Al
(α-Al
在本实施方案中,α-Al
(内部层)
优选地,被膜40还包括设置在基材10和α-Al
内部层的厚度优选为3μm至20μm,更优选为5μm至15μm。与上述相同,通过用扫描透射电子显微镜(STEM)等观察基材和被膜的垂直截面,可以确认该厚度。
(中间层)
优选地,被膜40还包括设置在内部层21和α-Al
中间层所含的化合物的实例包括TiCNO、TiBN和TiB
中间层的厚度优选为0.3μm至2.5μm,更优选为0.5μm至1μm。与上述相同,通过用扫描透射电子显微镜(STEM)等观察基材和被膜的垂直截面,可以确认该厚度。
(最外层)
优选地,被膜40还包括设置在α-Al
最外层所含的化合物的实例包括TiC、TiN和TiB
最外层的厚度优选为0.1μm至1μm,更优选为0.3μm至0.8μm。与上述相同,通过用扫描透射电子显微镜(STEM)等观察基材和被膜的垂直截面,可以确认该厚度。
(其他层)
被膜还可以包括其他层,只要其不损害根据本实施方案的切削工具的效果即可。其他层的组成可以与α-Al
<<表面被覆切削工具的制造方法>>
根据本实施方案的切削工具的制造方法包括:
准备基材的第一步骤(以下也简称为“第一步骤”);
使用包含二氧化碳气体和硫化氢气体的原料气体,通过化学气相沉积在基材上形成α-Al
使用包括二氧化碳气体和硫化氢气体的原料气体,通过化学气相沉积在下侧部上形成α-Al
可以将中侧部理解为在第二步骤转换到第三步骤时形成的“过渡部分”。
<第一步骤:基材的准备步骤>
在第一步骤中,准备基材。例如,准备硬质合金基材作为基材。硬质合金基材可为市售制品,或者可以用典型的粉末冶金方法制造。当用典型的粉末冶金方法制造基材时,(例如)使用球磨机等混合WC粉末和Co粉末以获得粉末混合物。在干燥粉末混合物之后,将其成形为预定形状以获得成形体。烧结成形体以获得WC-Co系硬质合金(烧结体)。随后,可以对烧结体进行珩磨或预定的切削刃加工,以制备由WC-Co系硬质合金制成的基材。在第一步骤中,可以准备任何其他基材,只要它是常规已知为这种基材的基材即可。
<第二步骤:α-Al
在第二步骤中,使用包含二氧化碳气体和硫化氢气体的原料气体,通过化学气相沉积(CVD)在基材上形成α-Al
图5为示出了用于制造被膜的化学气相沉积(CVD)装置的实例的示意性截面图。以下,将参考图5描述第二步骤。CVD装置30包括多个用于保持基材10的基材固定夹具31,以及由耐热合金钢制成并覆盖基材固定夹具31的反应室32。在反应室32的周围设置有用于控制反应室32内的温度的温度控制器33。反应室32设置有具有气体导入口34的气体导入管35。气体导入管35在布置有基材固定夹具31的反应室32的内部空间中,以使得气体导入管35在垂直方向上延伸并可绕垂直方向旋转的方式布置,并且气体导入管35还设置有用于使气体喷出到反应室32的多个喷出孔36。CVD装置30可用于如下形成构成被膜的α-Al
首先,将基材10置于基材固定夹具31上,并且在将反应室32内的温度和压力分别控制为落入指定范围内的同时,通过气体导入管35将用于α-Al
虽然对内部层用原料气体没有特别地限制,但是其实例为TiCl
在形成内部层时,优选将反应室32的温度控制为1000℃至1100℃。在形成内部层时,优选将反应室32的压力控制为0.1hPa至1013hPa。予以注意,优选将H
此外,可以通过MT(中温)-CVD形成内部层。与在1000℃至1100℃的温度进行的CVD(以下也称为“HT-CVD”)相比,MT-CVD是一种通过将反应室32内的温度保持在850℃至950℃的相对低的温度来形成层的方法。由于MT-CVD是在比HT-CVD更低的温度下进行的,因此可以减少由加热引起的对基材10的损坏。特别是,当内部层是TiCN层时,优选通过MT-CVD形成内部层。
随后,在内部层上形成α-Al
原料气体优选包含0.1体积%至6体积%、更优选0.5体积%至3体积%、还更优选0.6体积%至2.5体积%的CO
原料气体优选包含0.1体积%至1体积%、更优选0.5体积%至1体积%、还更优选0.5体积%至0.8体积%的H
CO
原料气体优选包含2体积%至5体积%、更优选3体积%至4体积%的AlCl
原料气体优选包含1体积%至4体积%、更优选2体积%至3.5体积%的HCl。HCl的流量优选为(例如)2L/min。
原料气体优选包含0.1体积%至4体积%的CO。CO的流量优选为0.1L/min至2L/min。
优选将反应室32的温度控制为950℃至1000℃。优选将反应室32的压力控制为50hPa至100hPa。将温度控制在上述范围内有利于形成α-Al
在上述制造方法中,通过控制CVD的各种条件从而改变各层的形态。例如,各层的组成由导入反应室32的原料气体的组成决定。由实施时间(或成膜时间)控制各层的厚度。特别是,为了降低α-Al
<第三步骤:α-Al
在第三步骤中,使用包含二氧化碳气体和硫化氢气体的原料气体,通过化学气相沉积在下侧部上形成α-Al
作为原料气体,(例如)使用AlCl
原料气体优选包含0.15体积%至8体积%、更优选0.5体积%至3体积%、还更优选0.6体积%至2.5体积%的CO
原料气体优选包含0.15体积%至1体积%、更优选0.5体积%至1体积%、更优选0.5体积%至0.8体积%的H
CO
此外,优选满足1≤(R1/R2)<1.5,其中R1表示第二步骤中CO
原料气体优选包含6体积%至12体积%、更优选8体积%至10体积%的AlCl
原料气体优选包含1体积%至4体积%、更优选1.5体积%至3体积%的HCl。HCl的流量优选为(例如)1L/min。
反应室32的温度优选控制为950℃至1000℃。反应室32的压力优选控制为50hPa至100hPa。将温度控制在上述范围内有利于α-Al
<其他步骤>
在根据本实施方案的制造方法中,除了上述步骤以外,在不损害本实施方案的效果的范围内,可以适当进行追加步骤。追加步骤的实例包括在内部层和α-Al
以上已经描述的内容包括在以下付记中给出的特征。
(付记1)
一种表面被覆切削工具,其包括基材和被覆基材的被膜,
被膜包括设置在基材上的α-Al
α-Al
α-Al
下侧部是介于假想平面A和假想平面B之间的区域,假想平面A是这样的假想平面,其穿过在厚度方向上距离位于基材侧的第一界面0.2μm的点并且平行于第一界面,假想平面B是这样的假想平面,其穿过进一步在厚度方向上距离假想平面A1.3μm的点并且平行于第一界面,
上侧部是介于假想平面C和假想平面D之间的区域,假想平面C是这样的假想平面,其穿过在厚度方向上距离与基材侧相反的第二界面0.5μm的点并且平行于第二界面,假想平面D是这样的假想平面,其穿过进一步在厚度方向上距离假想平面C1μm的点并且平行于第二界面,
第一界面平行于第二界面,
当沿着包括第二界面的法线的平面进行切割以获得α-Al
那么在彩色图中,
在上侧部中,被(006)面的法线方向相对于第二界面的法线方向在±15°以内的α-Al
在下侧部中,被(012)面、(104)面、(110)面、(113)面、(116)面、(300)面、(214)面和(006)面各自的法线方向相对于第二界面的法线方向在±15°以内的α-Al
(付记2)
根据付记1所述的表面被覆切削工具,其中α-Al
(付记3)
根据付记1或2所述的表面被覆切削工具,其中
被膜还包括设置在基材和α-Al
内部层包含TiCN。
(付记4)
根据付记1至3中任一项所述的表面被覆切削工具,其中
被膜还包括设置在内部层和α-Al
中间层包含由以下元素构成的化合物:钛元素;以及选自由C、N、B和O组成的组中的至少一种元素,并且
中间层的组成与内部层不同。
(付记5)
根据付记1至4中任一项所述的表面被覆切削工具,其中
被膜还包括设置在α-Al
最外层包含由以下元素构成的化合物:钛元素;以及选自由C、N和B组成的组中的一种元素。
(付记6)
根据付记1至5中任一项所述的表面被覆切削工具,其中被膜的厚度为3μm以上30μm以下。
实施例
以下,将参考实施例更具体地描述本发明,但本发明不限于这些实施例。
<<切削工具的制造>>
<第一步骤:基材的准备步骤>
作为基材,准备具有由TaC(2.0质量%)、NbC(1.0质量%)、Co(10.0质量%)和WC(余量)构成的组成(包含不可避免的杂质)的硬质合金的切削刀片(形状:CNMG120408 N-UX,由住友电工硬质合金株式会社制造,JIS B4120(2013))。
<内部层和中间层的形成步骤>
在进行下文所述的第二步骤之前,使用CVD装置在所准备的基材上依次形成内部层和中间层。在以下示出的条件下形成各层。予以注意,各气体组成后面的括号中的值表示各气体的流量(L/min)。表1示出了各试样的内部层的厚度和中间层的厚度以及中间层的组成。
(内部层:TiCN)
原料气体:TiCl
压力:100hPa
温度:860℃
成膜时间:适当调整,以提供表1所示的厚度。
(中间层:TiCNO、TiCN或TiBN)
(对于TiCNO)
原料气体:TiCl
压力:150hPa
温度:980℃
成膜时间:适当调整,以提供表1所示的厚度。
(对于TiCN)
原料气体:TiCl
压力:90hPa
温度:970℃
成膜时间:适当调整,以提供表1所示的厚度。
(对于TiBN)
原料气体:TiCl
压力:70hPa
温度:960℃
成膜时间:适当调整,以提供表1所示的厚度。
<第二步骤:α-Al
使用CVD装置,在其上形成有内部层和中间层的基材上形成α-Al
(α-Al
原料气体:AlCl
压力:50hPa至100hPa
温度:950℃至1000℃
成膜时间:适当调整,以提供厚度为2微米的下侧部。
<第三步骤:α-Al
随后,使用CVD装置,在其上形成有α-Al
(α-Al
原料气体:AlCl
压力:50hPa至100hPa
温度:950℃至1000℃
成膜时间:适当调整,使得下侧部和上侧部的总厚度如表1所示。
表1
<最外层的形成步骤>
最后,使用CVD装置,在其上形成有α-Al
(最外层:TiN、TiC或TiB
(对于TiN)
原料气体:TiCl
压力:150hPa
温度:980℃
成膜时间:适当调整,以提供表1所示的厚度。
(对于TiC)
原料气体:TiCl
压力:400hPa
温度:1000℃
成膜时间:适当调整,以提供表1所示的厚度。
(对于TiB
原料气体:TiCl
压力:350hPa
温度:995℃
成膜时间:适当调整,以提供表1所示的厚度。
通过上述步骤,制造了用于试样1至12和试样a至f的切削工具。
<<切削工具的特性评价>>
使用如上所述制造的试样的切削工具,如下评价切削工具的特性:予以注意,试样1至12对应于实施例,并且试样a至f对应于比较例。
<创建彩色图>
首先,切割切削工具,以获得垂直于被膜中α-Al
加速电压:6kV
照射角度:与α-Al
照射时间:6小时
用配备有EBSD的FE-SEM(商品名:“SU6600”,由Hitachi High-TechnologiesCorporation制造)以5000倍的放大倍率观察如此制作的加工面,以创建加工面中20μm(α-Al
在此,在彩色图中,如下定义第一界面和第二界面:首先,在彩色图中,以不同的颜色显示α-Al
表2
图6为示出了在试样no.1的α-Al
<<切削试验>>
(切削评价(1):断续加工试验)
使用如上所述制造的试样(试样1至12和试样a至f)的切削工具,测定在切削刃崩刀之前受到的冲击次数。其结果示于表3。切削工具能够受到的冲击次数越多,则可将切削工具评价为耐崩刀性越优异。
断续加工的试验条件
被切削材料:SCM415断续材料
切削速度:200m/min
进给速率:0.25mm/rev
切削深度:2mm
切削油:湿式
(切削评价(2):连续加工试验)
使用如上所述制造的试样(试样1至12和试样a至f)的切削工具,在下列切削条件下对被切削材料进行10分钟的切削,随后测定其后刀面的平均磨损量。其结果示于表3。切削工具的平均磨损量越小,则可将切削工具评价为耐磨性越优异。
连续加工的试验条件
被切削材料:SCr440H
切削速度:250m/min
进给速率:0.25mm/rev
切削深度:2mm
切削油:湿式
表3
从表3中可看出,试样1至12的切削工具(实施例的切削工具)具有良好的结果,即,在它们的切削刃崩刀之前,它们在断续加工中受到4000次以上的冲击。相反,试样a至f的切削工具(比较例的切削工具)在其切削刃崩刀之前,在断续加工中受到2000次以下的冲击。从以上结果中发现,实施例的切削工具的耐崩刀性高于比较例的切削工具的耐崩刀性。
从表3中可看出,试样1至12的切削工具(实施例的切削工具)具有良好的结果,即,在连续加工中,它们的后刀面平均磨损量为0.14mm以下。相反,试样a至f的切削工具(比较例的切削工具)在连续加工中的后刀面平均磨损量为0.27mm以上。从以上结果发现,实施例的切削工具具有优异的耐磨性。
因此,虽然已经描述了本发明的实施方案和实施例,但是最初还计划适当地组合实施方案和实施例的构成。
应当理解,本文公开的实施方案和实施例仅出于说明的目的并且在任何方面以非限制性方式进行描述。本发明的范围由权利要求的权项进行限定,而不是由上述实施方案和实施例限定,并且旨在包括与权利要求的权项等同的含义和范围内的任何修改。
附图标记列表
1前刀面,2后刀面,3切削刃棱部,10基材,20α-Al
- 切削工具、切削工具的制造方法、以及使用了切削工具的切削加工物的制造方法
- 切削工具用坯材、组合坯材、切削工具及切削工具用坯材的制造方法