椎间融合器及其制备方法
文献发布时间:2023-06-19 11:39:06
技术领域
本申请涉及可植入医疗设备技术领域,特别是涉及一种椎间融合器及其制备方法。
背景技术
我国每年都有大量病人因脊柱退变性疾病、脊柱外伤等原因需要接受手术治疗。颈椎手术是其中较为常见的一类,术中人们往往需要使用一种内植物放置在取出椎间盘后的颈椎椎间隙,以起到恢复椎间高度、 促进上下椎体骨性融合等作用。
发明内容
本申请主要解决的技术问题是提供一种椎间融合器,其利用增材制造的高设计自由度,精确控制多孔结构特征,以提高融合器的初始稳定性,并促进骨长入与骨融合。
为解决上述技术问题,本申请采用的一个技术方案是:一种椎间融合器,具有相对设置的第一融合面和第二融合面;所述椎间融合器开设有贯穿所述第一融合面和第二融合面的植骨腔,所述植骨腔的侧壁上开设有与所述植骨腔连通的器械孔,所述侧壁为多孔结构;其中,所述椎间融合器由纯钽或含钽合金通过金属增材方式一次加工成型。
一些实施例中,所述多孔结构的孔型为仿生骨小梁结构,所述多孔结构的孔隙率为60%-90%,平均孔径为200um-1000um,平均丝径≤1000um。
一些实施例中,所述多孔结构的孔隙率为70%-80%,平均孔径为500-800um,平均丝径≤500um。
一些实施例中,所述椎间融合器的长度为10mm-40mm,间隔1mm为一规格;宽度为7mm-20mm,间隔1mm为一规格;高度为4mm-16mm,间隔为1mm为一规格;所述第一融合面和所述第二融合面之间的角度为0°-8°,间隔1°为一规格。
一些实施例中,所述侧壁的厚度大于等于3mm。
一些实施例中,所述第一融合面和第二融合面均设有起伏条纹。
一些实施例中,所述条纹的宽度为0.8-1.2mm,深度为0.3-0.7mm。
为解决上述技术问题,本申请采用的另一个技术方案是:一种上述椎间融合器的制备方法,包括:利用三维建模软件设计并构建所述椎间融合器的三维模型;以及将所述三维模型导入金属增材制造设备中,利用纯钽或含钽合金粉末材料按照所述三维模型对所述材料进行加工成型。
一些实施例中,所述纯钽或含钽合金粉末为直径10-150um的球形粉。
一些实施例中,所述金属增材制造设备为粉末床激光熔融设备或者粉末床电子束熔融设备。
一些实施例中,所述加工过程的工艺参数包括:激光功率:150W-350W;扫描速度100mm/s-500mm/s;扫描线间距0.05mm-0.15mm;基板温度100℃-200℃以及切片层厚0.02-0.05mm。
一些实施例中,所述将所述三维模型导入金属增材制造设备中,利用纯钽或含钽合金粉末材料按照所述三维模型对所述材料进行加工成型,以获得所述椎间融合器的步骤之后还包括:将所述加工成型所得的试件进行后处理。
一些实施例中,所述后处理过程包括线切割、喷砂、超声清洗、烘干、退火和末道清洗中的一种或多种。
一些实施例中,所述喷砂过程中,喷砂材料为大于等于120目的非金属砂,喷砂压力为0.4-0.8MPA。
一些实施例中,所述超声清洗过程中,超声清洗剂依次为丙酮、无水乙醇和蒸馏水,总清洗时间不少于10h。
一些实施例中,所述烘干过程中,烘干温度为50-70℃。
一些实施例中,所述退火过程为高真空退火,其中,真空度≤5*10
一些实施例中,所述末道清洗过程中,清洗方式为超声波清洗,清洗溶剂为无水乙醇,清洗时间为30min。
本申请的有益效果是: 本申请的通过金属增材方式制造椎间融合器,具有跟松质骨相似的多孔结构,高孔隙率有利于成骨细胞黏附、分化和生长增殖,促进骨长入,从而加强植入体与骨之间的连接,实现生物固定,同时它也有利于水分、血液和营养物质在植入体内的传输,促进骨组织再生和重建,加快融合过程。多孔钽具有优异的生物稳定性和生物相容性,抗压强度30-50Mpa,弹性模量≤10Gpa,抗弯强度≥10Mpa, 力学性能与接近人骨,可以有效较小应力屏蔽,抑制骨溶解。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本申请一实施例的椎间融合器的立体视图。
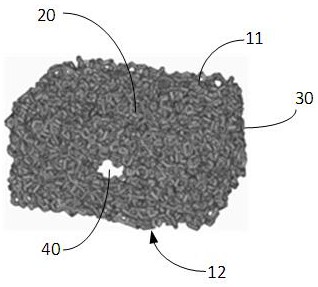
图2是图1的椎间融合器的俯视图。
图3是图1的椎间融合器的另一立体视图。
图4是本申请椎间融合器的制备方法一实施例的流程示意图。
图5是本申请椎间融合器的制备方法另一实施例的流程示意图。
图6是本申请另一实施例的椎间融合器的立体视图。
图7是图6的椎间融合器的俯视图。
图8是图6的椎间融合器的另一立体视图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
椎间融合器可以起到支撑椎间高度的作用,同时,椎间融合器内部往往会设置植骨窗,并用健康碎骨填充植骨窗。相关技术中,椎间融合器的缺点在于其弹性模量与骨相差较大,术后内植物沉降的发生仍较为常见。多孔钽金属具有优异的生物相容性、高孔隙率、弹性模量以及与正常骨相似等特性,在脊柱外科、关节外科等领域取得了显著的临床治疗效果。增材制造技术具有高度的设计自由度,可以通过计算机辅助设计的三维数据直接生成具有极其复杂的内部结构的零件,并且能够精确控制其内部结构。本申请的椎间融合器可以用于颈椎或者腰椎。
如图1至图3所示,本申请提供的椎间融合器具有相对设置的第一融合面11和第二融合面12,并开设有贯穿所述第一融合面11和第二融合面12的植骨腔20。围成该植骨腔20的侧壁30上开设有与植骨腔20连通的器械孔40。
一些实施例中,椎间融合器由纯钽或含钽合金通过金属增材方式一次加工成型。多孔钽具有优异的生物稳定性和生物相容性,抗压强度30-50Mpa,弹性模量≤10Gpa,抗弯强度≥10Mpa, 力学性能与接近人骨,可以有效较小应力屏蔽,抑制骨溶解。椎间融合器的长度可以为10mm-40mm,间隔1mm为一规格。例如,椎间融合器的长度可以为15-35 mm 、20-30mm、15-25 mm、25-35mm、22 mm、26 mm或者18 mm等。椎间融合器的宽度可以为7mm-20mm,间隔1mm为一规格。例如,椎间融合器的宽度可以为10-17 mm、12-15 mm、8-14 mm、15-19mm、13 mm或者17 mm等。椎间融合器的高度可以为4mm-16mm,间隔为1mm为一规格。例如,椎间融合器的高度可以为7-14 mm、9-12 mm、5-10 mm、11-15 mm、8 mm、12 mm或者13 mm等。
第一融合面11和第二融合面12之间的角度可以为0°-8°,间隔1°为一规格。例如,第一融合面11和第二融合面12之间的角度为2°-6°、1°、3°、4°、5°或者7°。
本申请的上述尺寸和角度可对应于不同的椎间形态进行设置,从而能对应适用于不同的椎间形态。
一些实施例中,第一融合面11和第二融合面12均设有起伏条纹100。本申请通过在第一融合面11和第二融合面12上设置条纹,有利于植入初期的稳定性。条纹100的宽度可以0.8-1.2 mm,例如,0.9-1.1mm或者1mm。条纹100的深度为0.3-0.7mm ,例如,0.4-0.6 mm或者0.5mm。
一些实施例中,椎间融合器的外轮廓结构大体呈方块形,其侧壁30包括首尾相连的四个子侧壁,其中器械孔40开设在其中一个子侧壁上。
侧壁30的厚度可以大于等于3mm。侧壁30可以为多孔结构。其中,多孔结构的孔型为仿生骨小梁结构。多孔结构的孔隙率为60%-90%,平均孔径为200um-1000um,平均丝径≤1000um。一些实施例中,多孔结构的孔隙率为70%-80%,平均孔径为500-800um,平均丝径≤500um。另一些实施例中,多孔结构的孔隙率为72%-77%,平均孔径为600-700um,平均丝径≤300um。具有该孔隙率的多孔结构有利于新生骨长入,从而可以加速椎体融合。
如图4所示,本申请还提供了上述椎间融合器的制备方法,该方法包括:
S101、利用三维建模软件设计并构建所述椎间融合器的三维模型。
具体地,三维模型的结构即上述椎间融合器的结构。
S102、将三维模型导入金属增材制造设备中,利用纯钽或含钽合金粉末材料按照三维模型对材料进行加工成型。
具体地,步骤S102中,纯钽或含钽合金粉末为直径10-150um的球形粉。例如,10-100 um 、10-50 um 、15-45 um 、20-90um、40-60 um、30-50 um、70-90 um、110-150 um 、25um、55 um、73 um、85 um、120 um或者140 um等等。
其中,金属增材制造设备为粉末激光熔融设备或者粉末床电子束熔融设备。加工过程的工艺参数包括:激光功率150W-350W,例如,200W-300W、220-260 W、160-240 W、250-330 W、270 W、320 W或者340 W;扫描速度100mm/s-500mm/s,例如,200 mm/s-400 mm/s、150mm/s-350 mm/s、360-450 mm/s、140 mm/s、170 mm/s、180 mm/s、330 mm/s、380 mm/s、440mm/s或者470 mm/s等等;扫描线间距0.05mm-0.15mm,例如,0.06-0.09mm、0.1-0.14 mm、0.08-0.13 mm、0.07 mm、0.11 mm或者0.12 mm等等;基板温度100℃-200℃,例如,120℃-180℃、140℃-160℃、110℃、150℃、170℃或者190℃等等;以及,切片层厚0.02-0.05mm,例如,0.03 mm或者0.04 mm。一些实施例中,粉末床电子束熔融设备主要工艺参数为:预热温度750-1500℃,扫描电流2-20mA,扫描速度1.0×104 -1.0×106mm/s,切片层厚为20-100μm。本申请通过设置上述工艺参数,使得得到的产品的致密度可达99%以上,从而具有最优的力学性能。
如图5所示,一些实施例中,上述椎间融合器的制备方法包括:
S201、利用三维建模软件设计并构建所述椎间融合器的三维模型。
S202、将三维模型导入金属增材制造设备中,利用纯钽或含钽合金粉末材料按照三维模型对材料进行加工成型。
具体地,纯钽或含钽合金粉末、金属增材制造设备以及加工过程的工艺参数可以与上述实施例相同,在此不再赘述。
S203、将加工成型所得的试件进行后处理。
步骤S203中,后处理过程包括线切割、喷砂、超声清洗、烘干、退火和末道清洗中的一种或多种,从而可以去除孔道结构内残余的未完全熔融和游离的金属粉末以及其污染物。具体地,喷砂过程中,喷砂材料为大于等于120目的非金属砂,例如,目的玻璃砂,喷砂压力为0.4-0.8MPA8MPa。超声清洗过程中,超声清洗剂依次为丙酮、无水乙醇和蒸馏水,总清洗时间不少于10h。烘干过程中,烘干温度为50-70℃。退火过程为高真空退火,其中,真空度≤5*10
以下结合2个实施例对本申请的技术方案做进一步说明。
实施例一
如图1-图3所示,本实施例多孔钽椎间融合器主体为仿生骨小梁多孔结构,孔隙率为68%;平均孔径800um;平均丝径300um。整体长度11mm,宽度14mm,高度7mm。植骨腔贯通第一和第二融合面,长度5mm,宽度6mm。前表面设有贯通至植骨腔的器械孔。本实施例中,第一融合面与第二融合面之间的角度呈7°。
该椎间融合器的制作过程包括以下步骤:
(1)利用三维建模软件设计并构建多孔钽椎间融合器的三维模型;
(2)将上述三维模型导入金属增材制造设备中,利用纯钽金属粉末材料加工成型;
(3)将上述成型试件进行一系列后处理。
本实施例所选纯钽金属粉末的粒径范围为15-45um。所用金属增材制造设备为粉末床激光熔融设备。加工过程的主要工艺参数为:激光功率:250W,扫描速度150mm/s,扫描线间距0.07mm,基板温度100℃,切片层厚0.03mm。
后处理过程包括:线切割、喷砂、超声清洗、烘干、退火、末道清洗。
喷砂材料为粒径120目的非金属砂,喷砂压力为0.45Mpa,喷砂时间20s。
超声清洗剂依次为丙酮、污水乙醇、蒸馏水,总清洗时间为20h。
烘干温度为70℃,时间为0.5h。
退火过程为高真空退火,真空度≤3*10-3pa,退火温度1000℃,保温时间2h,随炉冷却。
使用无水乙醇进行末道清洗,方式为超声清洗,时间30min。
实施例二
如图6-图8所示,本实施例多孔钽椎间融合器主体为仿生骨小梁多孔结构,孔隙率为70%;平均孔径850um;平均丝径300um。整体长度23mm,宽度10mm,高度10mm。植骨腔贯通第一融合面和第二融合面,长度12mm,宽度4mm。前表面设有贯通至植骨腔的器械孔。第一融合面和第二融合面之间的角度呈0°。
本实施例椎间融合器的制做过程包括以下步骤:
(1)利用三维建模软件设计并构建多孔钽胸腰椎融合器的三维模型;
(2)将上述三维模型导入金属增材制造设备中,利用纯钽金属粉末材料加工成型;
(3)将上述成型试件进行一系列后处理。
本实施例所选纯钽金属粉末的粒径范围为15-45um;所用金属增材制造设备为粉末床激光熔融设备。其主要工艺参数为:激光功率:250W,扫描速度150mm/s,扫描线间距0.07mm,基板温度150℃,切片层厚0.03mm。
后处理过程包括:线切割、喷砂、超声清洗、烘干、退火、末道清洗。
喷砂材料为粒径120目的非金属砂,喷砂压力为0.45Mpa,喷砂时间30s。
超声清洗剂依次为丙酮、污水乙醇、蒸馏水,总清洗时间为20h。
烘干温度为60℃,时间为0.5h。
退火过程为高真空退火,真空度≤2.2*10-3pa,退火温度1000℃,保温时间2h,随炉冷却。
使用无水乙醇进行末道清洗,方式为超声清洗,时间30min。
综上所述,本申请的通过金属增材方式制造椎间融合器,具有跟松质骨相似的多孔结构,高孔隙率有利于成骨细胞黏附、分化和生长增殖,促进骨长入,从而加强植入体与骨之间的连接,实现生物固定,同时它也有利于水分、血液和营养物质在植入体内的传输,促进骨组织再生和重建,加快融合过程。多孔钽具有优异的生物稳定性和生物相容性,抗压强度30-50Mpa,弹性模量≤10Gpa,抗弯强度≥10Mpa, 力学性能与接近人骨,可以有效较小应力屏蔽,抑制骨溶解。
以上仅为本申请的实施方式,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
- 多孔钛椎间融合器的制备方法及多孔钛椎间融合器
- 磁电式椎间融合器、椎间融合器术后位置监控方法、应用