制造二次电池的设备和方法
文献发布时间:2023-06-19 12:25:57
技术领域
本申请要求于2019年6月7日提交的韩国专利申请第10-2019-0067388号的优先权的权益,通过引用将上述专利申请整体结合在此。
技术领域
本发明涉及一种制造二次电池的设备和方法,更具体地,涉及一种能够减小尺寸误差并且增加相对于体积的能量密度的制造二次电池的设备和方法。
背景技术
通常,二次电池包括镍镉电池、镍氢电池、锂离子电池和锂离子聚合物电池。这种二次电池正被应用和使用在诸如数码相机、P-DVD、MP3P、移动电话、PDA、便携式游戏装置(Portable Game Device)、电动工具(Power Tool)、电动自行车(E-bike)等之类的小型产品,以及诸如电动车辆和混合动力车辆、用于储存多余电力或可再生能量的电力储存设备和备用电力储存设备之类的需要高功率的大型产品中。
为了制造电极组件,制造并堆叠正极(Cathode)、隔膜(Separator)和负极(Anode)。具体地,将正极活性材料浆料施加至正极集流体并且将负极活性材料浆料施加至负极集流体,以制造正极(Cathode)和负极(Anode)。此外,当将隔膜(Separator)插置并堆叠在制造的正极和负极之间时,形成了单元电池(Unit Cell)。将单元电池彼此堆叠,从而形成电极组件。此外,当将电极组件容纳在特定壳体中并且注入电解质时,制造出二次电池。
根据容纳电极组件的电池壳体的材料,这种二次电池分为袋型(Pouch Type)二次电池和罐型(Can Type)二次电池。在袋型(Pouch Type)二次电池中,电极组件容纳在由具有可变形状的柔性聚合物材料制成的袋中。此外,在罐型(Can Type)二次电池中,电极组件容纳在由具有预定形状的金属或塑料材料制成的壳体中。
通过对具有柔性的袋膜执行拉制(Drawing)成型以形成杯部来制造袋型电池壳体。通过将袋膜插入到压力机中并且通过冲头给袋膜施加压力以拉伸袋膜来执行拉制成型。此外,当形成杯部时,将电极组件容纳在杯部的容纳空间中,然后折叠电池壳体,以将密封部密封,从而制造出二次电池。
当在袋膜中成型杯部时,可在一个袋膜中彼此对称地拉制并成型两个杯部。此外,可将电极组件容纳在杯部的容纳空间中,然后可折叠电池壳体,使得两个杯部彼此面对。结果,由于两个杯部容纳一个电极组件,因此该电极组件具有比容纳在一个杯部中的电极组件厚的厚度T。此外,由于电池壳体被折叠以形成二次电池的一个边缘,因此当之后执行密封工序时,可仅密封除了该一个边缘之外的三个边缘。因而,可减少要被密封的边缘的数量,从而提高工序速率并且减少修边工序的数量。
图1是根据相关技术的袋型二次电池3的平面图。
当折叠电池壳体并且施加热量和压力以密封电池壳体时,二次电池1a的被折叠的一个边缘的一部分,即,折叠部336的一部分突出到外部。这被称为蝙蝠耳(Bat Ear)2。
如图1中所示,当蝙蝠耳2突出时,进一步增加了不必要的体积,因此二次电池1a的设计尺寸出现误差。因而,当组装二次电池3以制造电池模块等时,存在不容易组装二次电池3的问题,并且从一开始就必须要将每个二次电池3设计成小尺寸。此外,由于二次电池3的体积整体上增加,因此还存相对于体积的能量密度减小的问题。
发明内容
技术问题
本发明要实现的目的是提供一种能够减小尺寸误差并且增加相对于体积的能量密度的制造二次电池的设备和方法。
本发明的目的不限于前述目的,而是本领域技术人员将从下面的描述清楚地理解到没有在此描述的其他目的。
技术方案
为实现上述目的,根据本发明一实施方式的制造电极组件的设备包括:凹进诱导部,所述凹进诱导部配置成当所述二次电池的电池壳体折叠时使所述电池壳体中折叠的折叠部向内凹进,从而提供凹进部;第一引导件,所述第一引导件的一个端部的一侧凹进以限定出凹形空间,并且所述第一引导件的所述一个端部插入到所述电池壳体中,从而将所述折叠部向外部推动,使得所述凹进诱导部插入到所述凹形空间中;和第二引导件,所述第二引导件配置成夹持所述电池壳体的密封部,从而固定所述电池壳体。
此外,所述凹进诱导部可设置为多个,多个凹进诱导部沿与彼此相向的方向平行的方向直线移动。
此外,在所述密封部被密封之前,所述第一引导件可通过所述密封部插入到所述电池壳体中。
此外,当所述第一引导件将所述折叠部向外部推动时,所述折叠部可与所述凹进诱导部一起插入到所述凹形空间中,从而限定出凹进部。
此外,在所述第一引导件中,所述一个端部的所述一侧可向内凹进以被倒圆。
此外,在所述第一引导件中,所述一个端部的所述一侧向内凹进以被倒角,从而限定出具有多个平面的所述凹形空间,并且由所述多个平面限定的外角可设置为钝角。
此外,所述设备可进一步包括密封工具,所述密封工具对所述密封部施加热量和压力,以将所述密封部密封。
此外,在将所述密封部密封之前,可从所述电池壳体取出所述第一引导件。
此外,所述第一引导件可具有比所述电池壳体折叠时的厚度小的厚度。
此外,所述第二引导件具有钳子形状,从而从两个表面夹持所述密封部。
为实现上述目的,根据本发明一实施方式的制造二次电池的方法包括步骤:将其中电极和隔膜交替堆叠的电极组件容纳在二次电池的电池壳体中;当折叠所述电池壳体时,使凹进诱导部将所述电池壳体中折叠的折叠部向内凹进,以形成凹进部;将第一引导件的一个端部插入到所述电池壳体中,其中所述一个端部的一侧凹进以形成凹形空间;使所述第一引导件将所述电池壳体的所述折叠部向外部推动,使得所述凹进诱导部插入到所述凹形空间中;使第二引导件夹持所述电池壳体的密封部,从而固定所述电池壳体;和使密封工具对所述密封部施加热量和压力,从而将所述密封部密封。
此外,所述方法可进一步包括:在固定所述电池壳体的步骤之后且在将所述密封部密封的步骤之前,从所述电池壳体取出所述第一引导件的步骤。
为实现上述目的,根据本发明一实施方式的二次电池通过所述制造二次电池的方法制造。
在详细描述和附图中包括其他实施方式的细节。
有益效果
本发明的实施方式可至少具有以下效果。
可防止蝙蝠耳的形成,从而减少在二次电池的设计尺寸中发生的误差,并且可容易组装二次电池以制造电池模块。
此外,由于整体上减小了二次电池的不必要的体积,因此可增加相对于体积的能量密度。
本发明的效果不受上述描述的限制,因而在本申请中涉及更多不同的效果。
附图说明
图1是根据相关技术的袋型二次电池的平面图。
图2是根据本发明一实施方式的袋型二次电池的组装图。
图3是根据本发明一实施方式的袋型二次电池的透视图。
图4是根据本发明一实施方式的沿图2的线A-A’截取的袋型电池壳体的剖面图。
图5是图解正在将电极组件容纳在图4的袋型电池壳体中的状态的剖面图。
图6是图解电极组件被容纳在图4的袋型电池壳体中的状态的剖面图。
图7是图解正在将图4的袋型电池壳体折叠的状态的剖面图。
图8是图解图4的袋型电池壳体被折叠的状态的剖面图。
图9是图解根据本发明一实施方式的制造二次电池的方法的流程图。
图10是图解根据本发明一实施方式,凹进诱导部和电池壳体正在彼此靠近的状态的示意图。
图11是图解根据本发明一实施方式,第一引导件正在插入袋型电池壳体中的状态的示意图。
图12是根据本发明一实施方式的第一引导件的示意图。
图13是根据本发明另一实施方式的第一引导件的示意图。
图14是图解根据本发明一实施方式,第二引导件夹持袋型电池壳体的密封部的状态的示意图。
图15是图解根据本发明一实施方式,从袋型电池壳体取出第一引导件的状态的示意图。
图16是图解根据本发明一实施方式,密封工具将袋型电池壳体的密封部密封的状态的示意图。
具体实施方式
本发明的优点和特征及其实现方法将通过参照附图描述的以下实施方式来阐明。然而,本发明可以以不同的形式体现,不应被解释为限于在此阐述的实施方式。而是,提供这些实施方式是为了使本公开内容全面和完整,并且将向本领域技术人员充分地传达本发明的范围。此外,本发明仅由权利要求的范围限定。整个本申请中,相同的参考标号指代相同的元件。
除非在本发明中使用的术语被不同地定义,否则在此使用的所有术语(包括技术术语和科学术语)具有与本领域技术人员的通常理解相同的含义。此外,除非在说明书中清楚且明显地定义,否则在通用字典中定义的术语并不理想地或过度地解释为具有形式上的含义。
在以下描述中,技术术语仅用于解释特定的示例性实施方式,而不是限制本发明。在本申请中,除非特别提及,否则单数形式的术语可包括复数形式。“包括(comprises)”和/或“包含(including)”的含义不排除所提及的部件之外的其他部件。
下文中,将参照附图详细描述优选的实施方式。
图2是根据本发明一实施方式的袋型二次电池1的组装图,图3是根据本发明一实施方式的袋型二次电池1的透视图。
如图2中所示,根据本发明一实施方式的袋型二次电池1包括袋型电池壳体13和容纳在电池壳体13中的电极组件10。
电极组件(Electrode Assembly)10可以是包括诸如正极和负极之类的两个电极、以及插置在这些电极之间以将这些电极彼此绝缘或者设置在一个电极的左侧或右侧的隔膜的堆叠结构。堆叠结构可具有各种形状而不受形状限制。例如,每个都具有预定标准的正极和负极可在它们之间具有隔膜的情况下堆叠,或者堆叠结构可以以果冻卷(Jelly Roll)的形式卷绕。两个电极的每一个都具有其中活性材料浆料被施加至包括铝或铜的金属箔或网状集流体的结构。通常可通过将颗粒活性材料、辅助导体、粘合剂和增塑剂与添加的溶剂进行搅拌来形成浆料。溶剂可在后续工序中去除。
如图2中所示,电极组件10包括电极接片(Electrode Tab)11。电极接片11分别连接至电极组件10的正极和负极,并且伸出到电极组件10的外部,从而在电极组件10的内部与外部之间提供电子移动的路径。电极组件10的集流体由涂布有电极活性材料的部分、和其上未被施加电极活性材料的末端,即,未涂布部分组成。此外,可通过切割未涂布部分或者通过经由超声波焊接将单独的导电构件连接至未涂布部分来形成每个电极接片11。如图2中所示,电极接片11可沿电极组件10的不同方向的每一个伸出,但不限于此。例如,电极接片可沿相同方向从一侧彼此平行地伸出。
在电极组件10中,电极引线(Electrode Lead)12通过点(Spot)焊连接至电极接片11。此外,电极引线12的一部分被绝缘部14围绕。绝缘部14可设置成被限制在密封部134内,从而结合至电池壳体13,第一壳体131和第二壳体132在密封部134处热熔合。此外,可防止从电极组件10产生的电力通过电极引线12流向电池壳体13,并且可保持电池壳体13的密封。因而,绝缘部14可由不导电的具有非导电性的非导体制成。通常,尽管主要使用容易附接至电极引线12并且具有相对较薄厚度的绝缘胶带作为绝缘部14,但是本发明不限于此。例如,可使用各种构件作为绝缘部14,只要所述构件能够将电极引线12绝缘即可。
电极引线12可根据正极接片111和负极接片112的形成位置而沿不同方向延伸或者沿相同方向延伸。正极引线121和负极引线122可由彼此不同的材料制成。就是说,正极引线121可由与正极板相同的材料,即,铝(Al)材料制成,并且负极引线122可由与负极板相同的材料,即,铜(Cu)材料或涂镍(Ni)的铜材料制成。此外,电极引线12的伸出到电池壳体13的外部的部分可设置为端子部分并且电连接至外部端子。
电池壳体13是由柔性材料制成的袋并且通过对具有柔性的袋膜执行拉制成型以形成杯部133来制造。此外,电池壳体13容纳电极组件10,使得暴露电极引线12的一部分,即,端子部分,然后进行密封。如图2中所示,电池壳体13包括第一壳体131和第二壳体132。在第一壳体131和第二壳体132中分别设置第一杯部1331和第二杯部1332,以提供容纳电极组件10的容纳空间。此外,将电池壳体13折叠,以使电极组件10容纳在杯部133的容纳空间中,从而防止电极组件10分离到电池壳体13的外部。
当在袋膜中彼此对称地拉制并成型两个杯部133时,可在两个杯部133之间一起拉制并成型容纳部135。如图2中所示,容纳部135是在第一杯部1331和第二杯部1332之间的、沿第一杯部1331和第二杯部1332中的彼此面对的边缘的长度方向较长地限定出并且电极组件10首先容纳在其中的空间。容纳部135首先容纳电极组件10的一侧,以固定电极组件10的该一侧的位置,使得电极组件10容易容纳在杯部133中。为此,如图2中所示,容纳部135具有与电极组件10的厚度T和长度L分别对应的宽度w和长度l,并且容纳部135设置在与第一杯部1331和第二杯部1332分隔开相同距离的位置处。因而,沿容纳部135的长度方向限定的中心轴线用作第一杯部1331和第二杯部1332的对称轴。
当将电极引线12连接至电极组件10的电极接片11,并且在电极引线12的一部分上设置绝缘部14时,将电极组件10容纳在容纳部135中。此外,当折叠第一壳体131和第二壳体132时,电极组件10被容纳在设置于第一杯部1331和第二杯部1332中的容纳空间中,然后第一杯部1331和第二杯部1332包围电极组件10。此外,将电解质注入到容纳空间中,并且将设置在第一壳体131和第二壳体132的边缘上的密封部134密封。电解质可在二次电池1的充电和放电期间移动由电极的电化学反应产生的锂离子。电解质可包括作为锂盐和高纯度有机溶剂的混合物的非水有机电解质、或使用聚合物电解质的聚合物。如图3中所示,可通过上述方法制造出袋型二次电池1。
图4是根据本发明一实施方式的沿图2的线A-A’截取的袋型电池壳体13的剖面图。
如图4中所示,杯部133具有其中深度d从与电极组件10的宽度W的中央部分对应的部分1333朝向与电极组件10的上边缘对应的部分1334逐渐增加的形状。此外,容纳部135与杯部133之间的部分具有深度几乎没有变化的平坦形状。
杯部133中最深的深度d是与电极组件10的上边缘对应的部分,并且深度d优选比电极组件10的厚度T的一半更深。之后,当第一杯部1331和第二杯部1332彼此面对并且电池壳体13的密封部134被密封时,杯部133将电极组件10容纳在其中。然而,如果第一杯部1331和第二杯部1332的每一个的深度d没有比电极组件10的厚度T的一半更深,则在第一杯部1331和第二杯部1332中容纳电极组件10之后,密封部134不会彼此接触,从而无法被密封,或者即使密封部彼此接触,接触区域也太窄,从而引起密封故障。
容纳部135与杯部133之间的部分具有根据电极组件10的宽度W和厚度T而变化的长度S。就是说,优选地,电极组件10的宽度W越短,容纳部135与杯部133之间的部分的长度S越短。另一方面,优选地,电极组件10的宽度W越长,容纳部135与杯部133之间的部分的长度S越长。此外,由于电极组件10的厚度T越厚,杯部133的深度d越深,因此优选缩短容纳部135与杯部133之间的部分的长度S。另一方面,由于电极组件10的厚度T越薄,杯部133的深度d越浅,因此优选容纳部135与杯部133之间的部分的长度S更长。
图5是图解正在将电极组件10容纳在图4的袋型电池壳体13中的状态的剖面图,图6是图解电极组件10被容纳在图4的袋型电池壳体13中的状态的剖面图。
容纳部135容纳电极组件10容纳的一侧。在此,如图2和图5中所示,优选将电极组件10从上到下直立地容纳。因而,当之后折叠电池壳体13时,分别设置在电极组件10两侧的第一杯部1331和第二杯部1332可包围电极组件10,从而将电极组件10容纳在其中。
如上所述,由于容纳部135具有分别与电极组件10的厚度T和长度L对应的宽度w和长度l,因此如图6中所示,可容易将电极组件10容纳在容纳部135中而固定位置。
图7是图解正在将图4的袋型电池壳体13折叠的状态的剖面图,图8是图解图4的袋型电池壳体13被折叠的状态的剖面图。
将电极组件10容纳在容纳部135中之后,将分别设置在容纳部135两侧的第一壳体131和第二壳体132如图7中所示向上折叠。结果,如图8中所示,两个杯部133可彼此面对,以包围电极组件10,使得电极组件10容纳在设置于杯部133中的容纳空间中。
第一壳体131和第二壳体132分别从限定出容纳部135的两个侧壁弯折,然后彼此连接。此外,当折叠第一壳体131和第二壳体132时,弯折的第一壳体131和第二壳体132是从两个侧壁被展开,以将电极组件10容纳在杯部133中。就是说,当整体上观察时电池壳体13被折叠,但是当从容纳部135的两个侧壁观察时弯折部被展开。
如上所述,在折叠第一壳体131和第二壳体132之后,当使用密封工具23(见图16)将密封部134密封时,完成制造二次电池1。
图9是图解根据本发明一实施方式的制造二次电池1的方法的流程图。
如上所述,在相关技术中,当折叠电池壳体13,并且对密封部134施加热量和压力以将密封部134密封时,折叠部336的一部分突出到外部,从而形成蝙蝠耳2。因而,由于二次电池3的不必要体积增加更多,因此在设计尺寸中出现误差。此外,当组装二次电池3以制造电池模块等时,存在不容易组装二次电池3的问题,并且从一开始就必须要将每个二次电池3设计成小尺寸。此外,由于二次电池3的体积整体上增加,因此还存相对于体积的能量密度减小的问题。
在此,折叠部136是指从容纳部135的两端沿容纳部135的长度方向延伸而形成的区域。此外,折叠部136是在折叠电池壳体13时从电池壳体13中的容纳部135的两端的每一端起被折叠的部分并且构成密封部134的一部分。
根据本发明一实施方式,形成为蝙蝠耳2的折叠部136的部分1361可利用第一引导件21而布置成不突出到外部。因而,可防止蝙蝠耳2的形成,以减少二次电池1的设计尺寸中出现的误差,并且可容易组装二次电池1以制造电池模块。此外,由于整体上减小了二次电池1的不必要的体积,因此可增加相对于体积的能量密度。
为此,根据本发明一实施方式的制造二次电池1的方法包括以下步骤:将其中电极和隔膜交替堆叠的电极组件10容纳在二次电池1的电池壳体13中;当折叠电池壳体13时,使多个凹进诱导部20将电池壳体13中折叠的折叠部136向内凹进,以形成凹进部1362;将第一引导件21的一个端部211(见图12)插入到电池壳体13中,其中所述一个端部211的一侧凹进以形成凹形空间212(见图12);使第一引导件21将电池壳体13的折叠部136向外部推动,使得每个凹进诱导部20插入到凹形空间212中;使第二引导件22夹持电池壳体13的密封部134,从而固定电池壳体13;和使密封工具23对密封部134施加热量和压力,从而将密封部134密封。
下文中,将参照图10至图16描述图9的流程图中示出的每个步骤。
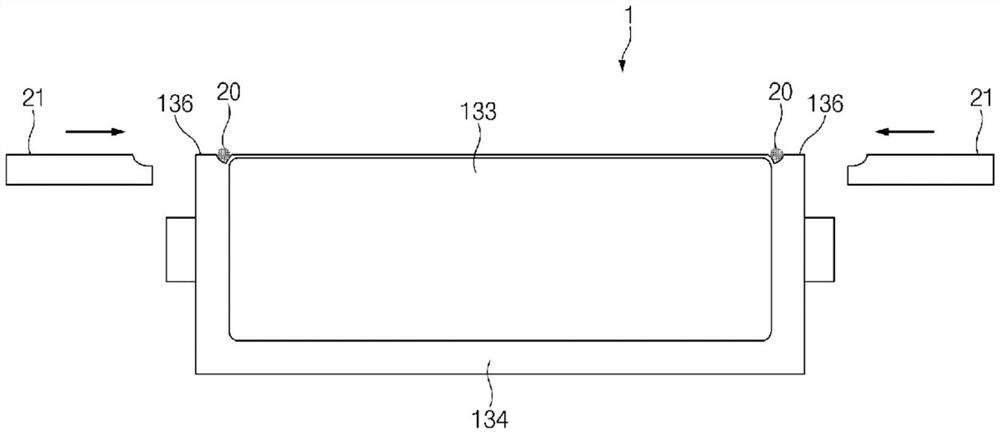
图10是图解根据本发明一实施方式,凹进诱导部20和电池壳体13正在彼此靠近的状态的示意图。
根据本发明一实施方式的制造二次电池1的设备包括:凹进诱导部20,凹进诱导部20配置成当二次电池1的电池壳体13折叠时使电池壳体13中折叠的折叠部136向内凹进,从而提供凹进部1362;第一引导件21,第一引导件21的一个端部211的一侧凹进以限定出凹形空间212,并且第一引导件21的该一个端部211插入到电池壳体13中,从而将电池壳体13的折叠部136向外部推动,使得凹进诱导部20插入到凹形空间212中;和第二引导件22,第二引导件22配置成夹持电池壳体13的密封部134,从而固定电池壳体13。此外,制造二次电池1的设备可进一步包括密封工具23,密封工具23通过对密封部134施加热量和压力将密封部134密封。
首先,将其中电极和隔膜交替堆叠的电极组件10容纳在电池壳体13中(S901)。当折叠电池壳体13时,在将密封部134密封之前,凹进诱导部20使电池壳体13中折叠的折叠部136向内凹进(S902)。因而,可在电池壳体13中限定出凹进部1362。
凹进诱导部20使电池壳体13中折叠的折叠部136向内凹进,以限定出凹进部1362。在此,凹进诱导部20容易移动。因而,凹进诱导部20可朝向电池壳体13移动。或者,如图10中所示,凹进诱导部20固定到单独的机构,并且电池壳体13可朝向凹进诱导部20移动。例如,当电池壳体13安装在工作台或台子(未示出)上,从而之后对电池壳体12执行第一引导件21和第二引导件22的操作时,凹进诱导部20可固定到工作台或台子(未示出)的一个表面而突出。或者,单独的支架可固定到工作台或台子(未示出),并且凹进诱导部20可固定到该支架(未示出)。就是说,当固定凹进诱导部20时,可使用各种方法而没有限制。
如图10中所示,电池壳体13向固定的凹进诱导部20更靠近地移动。在此,电池壳体13的折叠部136设置在朝向凹进诱导部20的方向上。此外,朝向固定的凹进诱导部20推动电池壳体13。然后,具有柔性的袋型电池壳体13的折叠部136可由于固定的凹进诱导部20的作用而向内凹进。
如图10中所示,凹进诱导部20可具有圆柱形形状,但不限于此。例如,凹进诱导部20可具有诸如三角柱、四方柱和椭圆柱之类的各种形状,只要凹进诱导部20提供凹进部1362即可。然而,凹进部1362的形状对应于凹进诱导部20的形状。因而,凹进部1362的形状可根据凹进诱导部20的形状而不同地变化。
电池壳体13通常可包括在其两侧的折叠部136。因而,可分别在两个折叠部136设置凹进部1362。为此,可将凹进诱导部20设置为多个,以将电池壳体13的两个折叠部136的每一个朝向凹进诱导部20推动,从而在一个操作中提供凹进部。
在此,电池壳体13中的待限定出的多个凹进部1362之间的距离与多个凹进诱导部20之间的距离彼此对应。然而,由于电池壳体13的尺寸根据二次电池1的样式、标准等而不同,因此多个凹进部1362之间的距离不会是恒定的。因此,多个凹进诱导部20可沿与彼此相向的方向平行的方向直线移动。结果,多个凹进诱导部20之间的距离可变化,从而对应于多个凹进部1362之间的距离。
然而,本发明不限于此,可仅设置一个凹进诱导部20,并且可将两个折叠部136朝向凹进诱导部20依次推动,从而执行两次形成凹进部1362的操作。
图11是图解根据本发明一实施方式,第一引导件21正在插入袋型电池壳体13中的状态的示意图,图12是根据本发明一实施方式的第一引导件21的示意图。
在限定出凹进部1362之后,如图11中所示,在将密封部134密封之前,将第一引导件21通过密封部134插入到电池壳体13中(S903)。在此,第一引导件21具有条形,并且第一引导件21的一个端部211的一侧向内凹进以限定出凹形空间212。第一引导件21插入到电池壳体13中,使得凹进的一个端部211朝向电池壳体13的内部。
特别是,在根据本发明一实施方式的第一引导件21中,如图12中所示,优选一个端部211的一侧向内被倒圆(Filleting)。结果,一个端部211的一侧限定出具有弯曲表面的凹形空间212,当一个端部211将电池壳体13的折叠部136向外部推动时,折叠部136与凹进诱导部20一起插入到凹形空间212中。
图13是根据本发明另一实施方式的第一引导件21a的示意图。
在根据本发明另一实施方式的第一引导件21a中,如图13中所示,一个端部211a的一侧可向内被倒角(Chamfering)。特别是,在第一引导件21a中,一个端部211a的一侧向内凹进并且被倒角,以限定出具有多个平面213的凹形空间212a。第一引导件21a插入电池壳体13中,使得凹进的一个端部211a朝向电池壳体13的内部。
此外,当一个端部211a将电池壳体13的折叠部136向外部推动时,折叠部136与凹进诱导部20一起插入到凹形空间212a中。在此,由形成凹形空间212a的第一引导件21a的多个平面213限定的外角θ可以是钝角。
图14是图解根据本发明一实施方式,第二引导件22夹持袋型电池壳体13的密封部134的状态的示意图。
当将第一引导件21插入到电池壳体13中时,第一引导件21接触电池壳体13的折叠部136。在此,由于第一引导件21具有一定的厚度,因此常规上形成为蝙蝠耳2的折叠部136的部分1361用于包围第一引导件21的外围。此外,第一引导件21将折叠部136向外部推动(S904)。因而,如图14中所示,折叠部136可与凹进诱导部20一起插入到凹形空间212中。在此,当第一引导件21具有过厚的厚度时,可能难以通过电池壳体13的密封部134插入第一引导件21。因此,优选第一引导件21的厚度比电池壳体13折叠时的厚度薄。
第二引导件22夹持电池壳体13的密封部134,从而固定电池壳体13(S905)。特别是,如在图14中所示,优选第二引导件22可包括折叠部136,并且分别夹持电极接片11从其伸出的第一密封部1341和第二密封部1342的每一个。第二引导件22可具有钳子形状,从而容易夹持密封部134,并且第二引导件22可从两个表面夹持密封部134。
当第二引导件22夹持密封部134时,优选第二引导件22如图14中所示夹持除了折叠部136之外的密封部134,而不是夹持整个密封部134。由于第一引导件21仍然插入在电池壳体13中,因此当第二引导件22夹持密封部直至其中插入有第一引导件21的折叠部136时,之后难以从电池壳体13取出第一引导件21。
当之后密封工具23将密封部134密封时,优选第二引导件22持续夹持密封部134,从而固定电池壳体13。然而,如果第二引导件22夹持密封部134的中央区域,则第二引导件22会干扰对密封部134的密封。因此,优选第二引导件22尽可能夹持密封部134的与杯部133相邻的区域。
图15是图解根据本发明一实施方式,从袋型电池壳体13取出第一引导件21的状态的示意图,图16是图解根据本发明一实施方式,密封工具23将袋型电池壳体13的密封部134密封的状态的示意图。
如图15中所示,在将密封部134密封之前,从电池壳体13取出第一引导件21(S906)。这是因为当将密封部134密封时,不是将第一引导件21一起密封。此外,通过使用密封工具23对密封部134施加热量和压力,以将密封部134密封(S907)。在此,如上所述,由于第二引导件22干扰对密封部134的密封,因此第二引导件22尽可能夹持密封部134的与杯部133相邻的区域。因而,如图16中所示,密封工具23将密封部134中的被第二引导件22夹持的区域的外部密封。在此,为了牢固地将密封部134密封,要被密封的区域必须尽可能宽。因此,优选第二引导件22具有尽可能窄的宽度。
如上所述,第二引导件22可夹持除折叠部136之外的密封部134。另一方面,如图16中所示,除了折叠部136以外,密封工具23还可将密封部134密封直至密封部134的两端。这是因为在密封期间将除折叠部136之外的密封部134密封时,内部电解质泄漏或外部异物渗透。
当取出第一引导件21并且将电池壳体13的密封部134密封时,通过插入到第一引导件21的凹形空间212中的凹进部1362,折叠部136整体上向内凹进而被密封。因而,可防止蝙蝠耳2的形成,以减少二次电池1的设计尺寸中出现的误差,并且可容易组装二次电池1以制造电池模块。此外,由于通过去除不必要的空间整体上减小了二次电池1的体积,因此可增加相对于体积的能量密度。
本发明的技术领域的普通技术人员将理解,在不改变技术构思或必要特征的情况下,本发明可以以其他具体形式来实施。因此,上面公开的实施方式应被认为是说明性的而不是限制性的。因此,本发明的范围由所附权利要求书而非上述描述和其中描述的示例性实施方式来限定。在本发明的权利要求的等同含义内以及在权利要求内做出的各种修改被视为在本发明的范围内。
- 二次电池、二次电池的制造方法、二次电池的正电极、二次电池的正电极的制造方法、电池组、电子设备、电动车辆、电力系统和蓄电电源
- 制造二次电池电极的方法、用于制造二次电池电极的设备和二次电池电极