使用丝线形填料和至少一个激光束进行焊接的方法
文献发布时间:2023-06-19 19:16:40
技术领域
本发明涉及一种使用丝线形填料和至少一个激光束进行焊接的方法。
背景技术
已知多个工件的整体结合或堆焊的形成原则上采用激光辐射和丝线形填料,工件的整体结合或堆焊也可用于增材制造。
术语“丝线形”也应理解为包括填料的条带,其外侧区域不完全具有凸表面。也可以使用带芯填料。
多年来,使用已知的定向能量沉积方法对部件进行焊接以及在部件上进行增材制造工艺已经是现有技术。近年来,基于激光的应用越来越多,其中丝线材料可以横向或同轴进行供给。
基于丝线的焊接方法的一个基本问题是丝线位置必须完全精确,尤其是在基于激光的加工中,因为否则会发生丝线的复燃(丝线过少)或形成鸟窝(丝线过多)。该问题主要存在于加工的开始阶段。丝线最初必须放置在部件或某个表面上。在加工期间,不规则性,例如加工间距的变化,可能会导致丝线形成鸟窝。这可能会促使丝线扣住,从而中断加工(所谓的丝线堵塞)。
发明内容
因此,本发明的目的是在加工开始时,只要丝线停留在特定材料或部件的表面上并与其接触,就监控丝线形填料的定位。此外,在该加工中应确保丝线形填料与工件或部件永久接触,从而可以避免丝线形填料在该工件或部件上撕裂和复燃,并且可以实现丝线形填料充分接触特定表面的平滑加工。
根据本发明,该目的通过具有权利要求1的特征的方法来实现。本发明的有利实施方式和改进可以通过从属权利要求中描述的特征来实现。
在该方法中,丝线形填料和至少一个激光束以本身已知的方式对准至少一个待加工工件的表面。丝线形填料借助于相应设计的丝线供给机构朝向工件表面的方向前进,并且在供给运动期间使用所述至少一个激光束的能量在布置在特定表面正上方的丝线形填料的区域中被连续熔化。
丝线形填料和工件连接到电压源并形成电路。
测量电路中的电压、电流和/或电阻并将其用作丝线供给运动和/或至少一个激光束的功率的一个或多个控制变量,其中,当未达到电压和/或电流的预定阈值或超过电阻的预定阈值时,降低所述至少一个激光束的操作功率,或者关闭或不打开所述至少一个激光束。此外,信号可用于启动、停止或中止加工。
如果使用多个激光束,这些激光束一起对准丝线形填料,则也可以通过关闭这些激光束中的至少一个来实现功率的降低。
当电路中没有电流流动时,可以有利地关闭或不打开所述至少一个激光束。作为替代方案,当电阻已经达到10Ω至1000Ω范围内的值时,也可以发生这种情况。
还存在在电子评估单元中确定至少一个控制变量的一阶导数的选项,并且当特定控制变量的一阶导数的绝对值超过预定阈值时,降低所述至少一个激光束的操作功率或者关闭所述至少一个激光束。
然而,也可以在电子评估单元中确定至少一个控制变量的一阶导数,并且当特定控制变量的一阶导数的绝对值超过预定阈值时,可以控制丝线供给。
通过确定增量,该选项可以更快地做出响应。例如,不需要等到事实上在丝线形填料和材料之间不存在导电接触。以这种方式,例如当电流急剧下降或电阻急剧增加时,可以更快地做出响应。以这种方式,当相应的一阶导数的绝对值大于0.5时,已经可以做出响应。
电压源可以在大于0V的电压下操作,例如大约5V。然而,电压应该不超过48V。
在已经降低所述至少一个激光束的操作功率之后,或者在已经关闭所述至少一个激光束之后,在执行所述丝线形填料的供给运动时,可以将所述至少一个激光束的功率重新增加到正常操作功率,或者将所述至少一个激光束重新打开,使得当已经达到丝线形填料的尖端相对于工件表面在指向工件表面的方向上的适当定位时,该加工可以再次继续,此时已经达到导电连接并且电流流过电路。在该加工中,如果需要,可以在再次增加电功率或重新打开所述至少一个激光束之前坚持等待期。
当未达到或超过(一个或多个)特定控制变量的阈值时,应降低所述至少一个激光束的操作功率,以使填料不发生熔化。通过这种方式,可以避免丝线形填料处的缺陷和瑕疵以及复燃。
在加工中,应在不大于100ms的时间内降低所述至少一个激光束的操作功率或关闭所述至少一个激光束。
在已经降低所述至少一个激光束的操作功率或者在已经关闭所述至少一个激光束,并且已经达到高于或低于特定阈值的(一个或多个)特定控制变量的值之后,可以将所述至少一个激光束的功率增加到其正常操作功率,或者可以重新打开所述至少一个激光束。例如,当电路中流过相应大的电流、存在相应的电压、或者电阻已经降到足够小的值时,这可能发生。
以这种方式,当同时存在合适的条件时,特别是,丝线形填料已经以适当的方式相对于工件表面定位时,焊接加工可以自动地重新开始。
附图说明
以下将通过示例的方式描述本发明。
在图中:
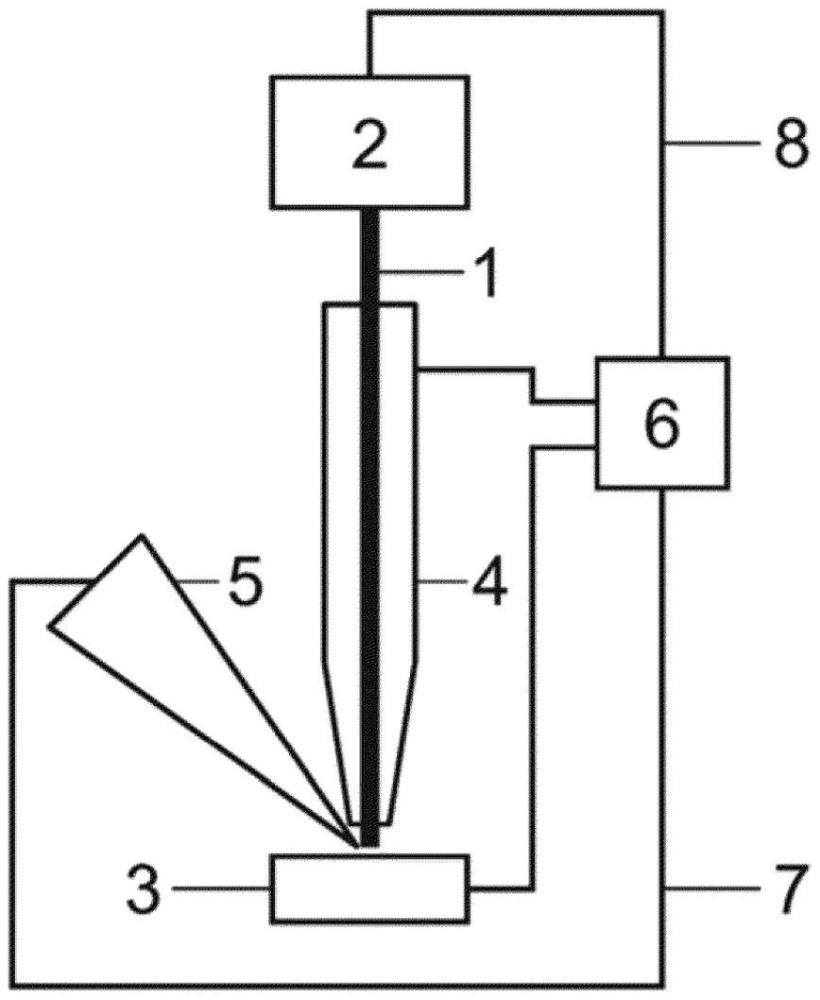
图1示意性地示出了适合于执行根据本发明的方法的设备的示例。
具体实施方式
丝线形填料1由丝线供给机构2通过丝线导向器4朝向工件3的表面的方向移动。丝线导向器连接到电压源(未示出)的端子。电压源的第二端子与工件3导电连接。
此外,激光束5对准丝线形填料1的尖端,激光束5指向工件表面的方向,并且丝线形填料1的材料在那里被连续熔化,以用于焊接。
丝线导向器的电压源的连接触点和工件3之间存在电子评估单元6,电子评估单元6被设计用于确定电路中的电压、电流和/或电阻,并将这些电压、电流和/或电阻用作丝线供给运动的控制变量和/或至少一个激光束5的功率的控制变量,如在说明书的概述部分所描述的。为此,电子评估和控制单元6通过线路7和8连接到丝线供给机构2或者激光辐射源或激光辐射源的控制器(均未示出),以影响丝线供给运动或激光束5的功率。
- 用于使用至少一个波前传感器来测量弯曲波前的方法和装备
- 包含至少一个吡唑并吡啶单元的对称(不对称)偶氮甲碱类型直接染料、用于使用所述染料染色角蛋白纤维的方法
- 使用夹紧压力装置对薄金属板进行无焊接填充材料对接焊接的方法和装置,至少一个压力元件适于施加两个或更多个不同的压力级
- 使用夹紧压力装置对薄金属板进行无焊接填充材料对接焊接的方法和装置,至少一个压力元件适于施加两个或更多个不同的压力级