一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法及其系统
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及一种铁路箱梁张力控制方法,尤其是一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法及其系统。
背景技术
高速铁路箱梁钢绞线张拉过程质量监测保证了预应力箱梁的质量和安全,传统的钢绞线张拉质量控制通过对张拉完成的钢绞线进行检测,这种传统方式难以获取实时的、准确的监测数据,而且事后控制不利于追溯钢绞线张拉不合格的原因。
发明内容
针对高速铁路箱梁钢绞线传统张拉质量控制方法精度差、智能化水平低、张拉设备与系统间的联动性差等问题提出一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法,具体技术方案为:
一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法,包括以下步骤:
构建智能张拉系统平台;
采集钢绞线的基本信息并建立箱梁与钢绞线的整体BIM模型和有限元模型;采集钢绞线实时张拉的力学、位移参数,建立钢绞线张拉的力学、位移参数随时序变化的参数矩阵;
建立钢绞线张拉过程的数字孪生虚拟模型;
通过数字孪生虚拟模型判断张拉后的钢绞线质量是否符合标准。
优选的,所述数字孪生虚拟模型:S
式中,S
S
S
S
S
3.根据权利要求1所述的一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法,其特征在于,
所述参数变化矩阵为:
式中,T
T
T
F
F
F
D
D
优选的,所述判断张拉后的钢绞线质量是否符合标准包括计算出不同步率与偏差,
所述不同步率与偏差的计算方法:
1、预初张伸长值;
a)第二阶段方式;
实际伸长值=控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露;
b)全阶段方式;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)/系数;
系数=(初张力-20%终张力)/初张力;
2、有预初张的终张伸长值;
a)第二阶段方式;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)+预初张伸长值)/0.8-锚外伸长值;
b)全阶段方式;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)+预初张伸长值-锚外伸长值;
3、无预初张的终张伸长值;
理论伸长值=工作段伸长值;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)/系数-锚外伸长值;
系数=(控制阶段张拉力-初始阶段张拉力)/控制阶段张拉力;
系数=0.8;
4、伸长值误差:
误差=(实际伸长值-理论伸长值)/理论伸长值×100%;
5、不同步率:
左侧伸长L1=第二阶段顶长+第二阶段工具夹片外露量-第一阶段顶长-第一阶段工具夹片外露量
右侧伸长L2=第二阶段顶长+第二阶段工具夹片外露量-第一阶段顶长-第一阶段工具夹片外露量;
不同步率=|L1-L2|/(L1+L2)×100%。
所述的应用深度学习网络对数据进行分析,对超出设定阈值范围的参数实时预警;张拉实时数据与规范对比,判断张拉后的钢绞线是否符合标准;利用训练完成后的深度学习模型分析并预测钢绞线张拉后的质量与张拉设备的状态。
通过规范与标准对已张拉钢绞线进行质量验收,将验收质量分为不合格、合格、良好、优秀四个等级,记录质量验收信息;将质量验收信息与上述收集的钢绞线的伸长量、张拉应力、不同步率、偏差数据相关联,构成钢绞线质量预测模型的训练集与验证集。选取适当的分类算法利用训练集对质量预测模型进行训练,并通过交叉验证对质量预测模型进行评估,通过不断的学习优化后,用于钢绞线质量的预测。
一种用上述一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法的智能张拉系统,所述智能张拉系统平台包括:
动力单元,所述动力单元用于提供张拉的动力;
传感单元,所述传感单元用于监测压力、位移和温度;
控制单元,所述控制单元用于控制所述动力单元;
处理单元,所述处理单元用于收集并处理数据;及
辅助单元,所述辅助单元用于断电恢复、油温控制、回顶保护、荷载复核和故障自诊断。
与现有技术相比本发明具有以下有益效果:
本发明提供的一种基于数字孪生的高速铁路箱梁钢绞线智能张拉及联动控制方法不仅可以实时监测钢绞线的张拉过程,并且可以通过物联网对张拉监测数据的分析进一步地反馈控制张拉过程。
传统钢绞线张拉过程无法同步至系统平台且与项目的整个施工过程关联性差,本申请通过构建智能张拉控制系统,实现钢绞线张拉过程与智能张拉控制系统之间的联动。
深度学习网络从张拉原始数据与实时数据分析学习,对钢绞线张拉做出定量分析并且可以对张拉的质量进行反馈,提高了钢绞线张拉质量监测的准确性。
附图说明
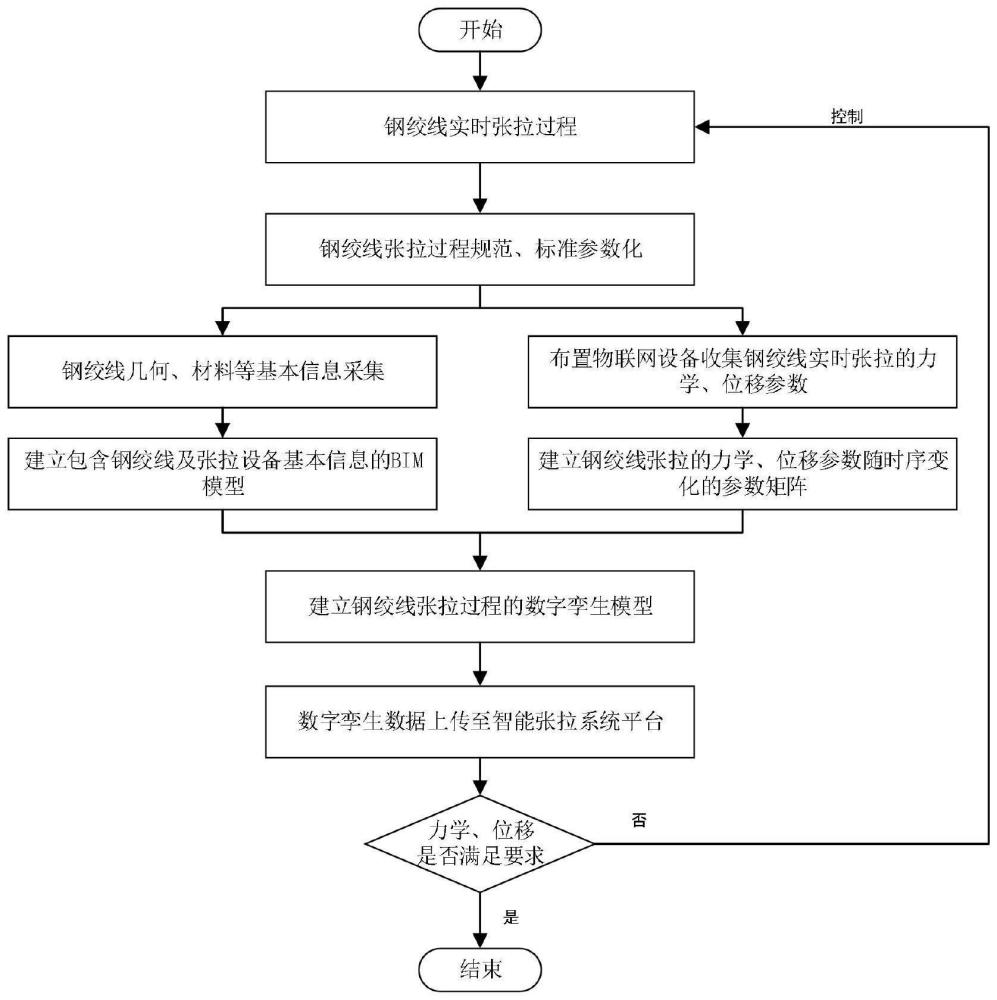
图1是本发明的流程图;
图2是数字孪生虚拟模型的架构图;
图3是一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法的智能张拉系统。
具体实施方式
现结合附图对本发明作进一步说明。
实施例一
如图1至图3所示,一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法,包括以下步骤:
构建智能张拉系统平台;
采集钢绞线的基本信息并建立箱梁与钢绞线的整体BIM模型和有限元模型;采集钢绞线实时张拉的力学、位移参数,建立钢绞线张拉的力学、位移参数随时序变化的参数矩阵;
建立钢绞线张拉过程的数字孪生虚拟模型;
通过数字孪生虚拟模型判断张拉后的钢绞线质量是否符合标准。
数字孪生虚拟模型:S
式中,S
S
S
S
S
参数变化矩阵为:
式中,T
T
T
F
F
F
D
D
D
该参数矩阵将随时序变化的力学、位移进行参数化,便于后续的数据处理与深度学习网络预测。
判断张拉后的钢绞线质量是否符合标准包括计算出不同步率与偏差,
不同步率与偏差的计算方法:
1、预初张伸长值;
a)第二阶段方式;
实际伸长值=控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露;
b)全阶段方式;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)/系数;
系数=(初张力-20%终张力)/初张力;
2、有预初张的终张伸长值;
a)第二阶段方式;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)+预初张伸长值)/0.8-锚外伸长值;
b)全阶段方式;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)+预初张伸长值-锚外伸长值;
3、无预初张的终张伸长值;
理论伸长值=工作段伸长值;
实际伸长值=(控制阶段油缸伸长+控制阶段工具夹片外露-初始阶段油缸伸长-初始阶段工具夹片外露)/系数-锚外伸长值;
系数=(控制阶段张拉力-初始阶段张拉力)/控制阶段张拉力;
系数=0.8;
4、伸长值误差:
误差=(实际伸长值-理论伸长值)/理论伸长值×100%;
5、不同步率:
左侧伸长L1=第二阶段顶长+第二阶段工具夹片外露量-第一阶段顶长-第一阶段工具夹片外露量
右侧伸长L2=第二阶段顶长+第二阶段工具夹片外露量-第一阶段顶长-第一阶段工具夹片外露量;
不同步率=|L1-L2|/(L1+L2)×100%。
应用深度学习网络对数据进行分析,对超出设定阈值范围的参数实时预警;张拉实时数据与规范对比,判断张拉后的钢绞线是否符合标准;利用训练完成后的深度学习模型分析并预测钢绞线张拉后的质量与张拉设备的状态。
通过规范与标准对已张拉钢绞线进行质量验收,将验收质量分为不合格、合格、良好、优秀四个等级,记录质量验收信息;将质量验收信息与上述收集的钢绞线的伸长量、张拉应力、不同步率、偏差数据相关联,构成钢绞线质量预测模型的训练集与验证集。选取适当的分类算法利用训练集对质量预测模型进行训练,并通过交叉验证对质量预测模型进行评估,通过不断的学习优化后,用于钢绞线质量的预测。
如图2所示,整个数字孪生框架是由数据进行驱动,分为物理世界、虚拟模型、数据集成处理、智能张拉系统。
首先,针对物理世界的钢绞线张拉的过程建立实时对应的数字孪生虚拟模型。将已有的规范、标准参数化,约束构建的数字孪生虚拟模型以及张拉过程。收集钢绞线进场的基本信息与进场验收信息,建立钢绞线及张拉设备的BIM模型、有限元模型,BIM模型为几何模型,有限元模型为物理模型。利用传感器等物联网设备获取钢绞线张拉过程的随时序变化的力学、位移参数。基于上述步骤建立反映钢绞线实时张拉状态的数字孪生虚拟模型。
其次,集成钢绞线张拉过程的基本数据、验收数据、监测数据。监测功能:对超出设定阈值范围的参数实时警报,判断张拉完成的钢绞线是否符合标准。预测功能:对已有力学、位移参数进行处理,利用训练完成后的深度学习模型分析并预测钢绞线张拉后的质量与张拉设备的状态。
最后,基于上述步骤,建立智能张拉系统,利用系统中的辅助、控制子系统,对预警的张拉过程进行控制。
施工过程中实时质量监测数据的集成与进一步的数据挖掘可以有效提升高速铁路箱梁钢绞线张拉质量监测的效果。
物联网通过信息采集与传输装置,实现物理对象之间的实时信息交换,获取钢绞线张拉质量控制的关键数据,并传输至智能张拉系统,为高速铁路箱梁钢绞线智能张拉及联动控制提供实时数据基础。
深度学习网络取代人工对高速铁路箱梁钢绞线张拉数据进行挖掘分析,提升数据分析的效率;依靠大量的钢绞线张拉数据作为训练集,提高数据的准确性。
数字孪生利用物联网的实时感知并模拟物理世界的状态并通过物理、几何、行为、规则信息构建孪生体,集成多源数据不断学习与更新,可以实时可视化高速铁路箱梁钢绞线张拉过程,对其张拉质量控制过程进行数据分析、反馈控制,为高速铁路箱梁钢绞线张拉质量监测与联动控制提供了新的思路。
的应用深度学习网络对数据进行分析,对超出设定阈值范围的参数实时预警;张拉实时数据与规范对比,判断张拉后的钢绞线是否符合标准;利用训练完成后的深度学习模型分析并预测钢绞线张拉后的质量与张拉设备的状态。
该方法可以针对高速铁路箱梁钢绞线张拉过程进行质量控制。该方法基于数字孪生的概念,结合BIM技术、物联网技术、人工智能技术等,构建智能张拉系统平台集成钢绞线合格证、出场质量证明文件、规格型号、外观等基本信息与伸长量、张拉应力、不同步率、偏差等张拉信息,建立钢绞线智能张拉及联动控制数字孪生模型。利用深度学习网络对钢绞线张拉质量影响因素进行数据分析与挖掘,系统联动实现对张拉过程中钢绞线质量的控制。
构建智能张拉系统平台,建立并集成动力单元、传感单元、控制单元、数据单元、辅助单元五类基础单元,按照需求设计智能张拉系统的UI功能界面;建立智能张拉手机端APP和智能张拉电脑web端;通过云端方式实现手机端与电脑端的数据互通,满足操作便捷的需求。
采集钢绞线的基本信息并建立箱梁与钢绞线的整体BIM模型,利用智能手机登录智能张拉手机端APP,扫描钢绞线基本信息二维码并自动获取其基本信息;同时将验收后的外观、质量信息通过手机端或电脑端输入智能张拉系统;依据箱梁图纸与上述信息建立箱梁与钢绞线整体的BIM模型与有限元模型,提供可视化分析与力学分析的条件。
有限元模型用以模拟张拉过程中在张拉设备的控制下钢绞线力学、位移的变化,在张拉之前先模拟一遍张拉的过程,和后续深度学习网络预测出来的数据可以进行对比,都用于模拟张拉的进程。有限元只是利用初始数据进行模拟,根据后续获取实时数据进行更加准确的预测。
布置物联网等多设备收集钢绞线张拉时的状态数据,根据需要测定钢绞线的伸长量、张拉应力、不同步率、偏差,利用位移传感器测量钢绞线伸长量;利用柱式拉压力传感器配合静态应变仪来测量张拉应力。通过将监测数据上传至智能张拉系统平台并与设计值的对比,利用平台的程序算法计算出不同步率与偏差。通过上述设备与方法以获取张拉过程中所需的实时数据。
的基于智能张拉系统建立钢绞线张拉质量控制的数字孪生模型,根据上述过程收集到智能张拉系统中的物理条件与几何条件建立张拉质量控制的数字孪生虚拟模型,数字孪生虚拟模型包括箱梁中钢绞线张拉的BIM模型、有限元模型,实时、精准映射钢绞线在箱梁中的张拉过程并实现其张拉质量控制的三维可视化展示,如图2所示。
的应用深度学习网络对数据进行分析,通过上述收集到的张拉过程的参数,设定拉力、位移阈值,对于超出阈值的张拉过程实时预警;将钢绞线张拉后的规范及标准要求参数输入智能张拉系统,与张拉后的数据进行对比,判断张拉后的钢绞线是否符合标准;利用训练完成后的深度学习模型用以分析实时数据,以预测钢绞线张拉后的质量与张拉设备的状态,从而保证张拉过程中的安全与钢绞线的质量。
一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法包括配有建模、分析等软件与智能张拉系统的高性能计算机,搭载智能张拉APP且具备二维码扫描功能的智能手机,位移传感器,柱式拉压力传感器,静态应变仪等设备。
步骤一:利用高性能计算机构建智能张拉系统。按照钢绞线张拉的实际功能需求设计智能张拉系统的UI控制界面。建立智能张拉手机端APP和智能张拉电脑web端。通过云端方式实现手机端与电脑端的数据互通。
步骤二:利用智能手机登录智能张拉手机端APP扫描钢绞线基本信息二维码并自动获取其基本信息。将验收后的外观、质量信息通过手机端或电脑端输入智能张拉系统。
步骤三:依据箱梁图纸与上述信息利用Revit建立箱梁与钢绞线整体的BIM结构模型。将结构模型导入Ansys进行力学性能分析。
步骤四:在钢绞线张拉前在钢绞线上布置位移传感器、拉压力传感器,将传感器数据同步至智能张拉系统。并利用实时数据修正BIM模型、有限元模型,建立钢绞线张拉过程的数字孪生模型。
步骤五:按照规范设计要求在智能张拉系统中输入拉力、位移、不同步率、偏差设计参数,对于超出阈值范围的数据实时预警,及时排查钢绞线张拉质量问题。
步骤六:利用已有钢绞线张拉数据作为训练集,训练张拉质量控制深度学习模型,以此来分析和控制张拉过程。
本实施方式中联动控制方法的工作原理:
步骤一中,利用高性能计算机构建智能张拉控制系统,可以作为张拉过程联动控制的平台,有效集成和控制张拉的各个步骤。
步骤二中,手机端与电脑端联动配合,将钢绞线的基本信息快速导入张拉系统,保证了基本信息的全面。
步骤三中,利用Revit建模,可以将张拉过程变得可视化;将结构模型导入Ansys进行力学性能分析,可以深入判断钢绞线的应力应变是否满足设计标准值,保证张拉过程中钢绞线的质量。
步骤四中,传感器数据可以反映张拉过程的实时状态,将其同步至BIM模型与有限元模型,建立张拉过程的数字孪生虚拟模型,实现现实世界与虚拟模型之间的实时交互。
步骤五中,对张拉过程中超出阈值范围的值实时预警,保证了张拉过程的安全与钢绞线的张拉质量。
步骤六中,利用已有钢绞线张拉数据训练深度学习网络模型,有效地利用张拉过程产生的大量数据,对其进行挖掘与分析,实现张拉过程的预测与控制。
一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法应用BIM、物联网、数字孪生、深度学习等智能化技术,配合构建的张拉系统实现钢绞线张拉过程的联动控制,提高了张拉质量,为高速铁路箱梁钢绞线智能张拉提供理论与技术支撑。
实施例二
如图3所示,一种基于数字孪生的高速铁路箱梁钢绞线智能张拉方法的智能张拉系统,智能张拉系统平台包括:
动力单元,动力单元用于提供张拉的动力;
传感单元,传感单元用于监测压力、位移和温度;
控制单元,控制单元用于控制动力单元;
处理单元,处理单元用于收集并处理数据;及
辅助单元,辅助单元用于断电恢复、油温控制、回顶保护、荷载复核和故障自诊断。
以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明权利要求的保护范围之内。
- 基于智能钢绞线的后张预应力张拉精细化控制装置及方法
- 基于数字孪生的预应力钢结构智能张拉方法
- 基于数字孪生的预应力钢结构智能张拉方法