一种城铁铝合金车体接口结构
文献发布时间:2024-01-17 01:21:27
技术领域
本发明属于轨道车辆制造技术领域,尤其是涉及一种城铁铝合金车体接口结构。
背景技术
在以往的轨道客车制造过程中,车体进入合成工序时,侧墙、端墙、车顶部件直接装配后通过焊接连接,装配过程中需要将侧墙、端墙、车顶部件焊接前后反复研配、返修,耗费时间,施工工作量大,每台车因实际零部件公差不一致导致研磨标准不统一,研磨后外观尺寸也有一定的差异,且施工过程产生的废料残渣不易清洁,也造成一定量的原材料浪费,影响车辆制造周期,且整列车统一性不好。
发明内容
本发明旨在解决轨道客车制造过程中侧墙、端墙、车顶部件直接装配过程中需要将侧墙、端墙、车顶部件焊接前后反复研配、返修,施工工作量大,每台车研磨尺寸不一致,影响车辆制造周期和整列车统一性不好的问题,从而提供一种城铁铝合金车体接口结构,节省车辆制造周期、施工一致性好。
为实现上述发明目的,本发明提供一种城铁铝合金车体接口结构,包括上接口、转角接口和侧面接口,上接口为长条状型材,沿车体纵向朝向车体方向设车顶第一连接筋和车顶第二连接筋,车顶型材上型材面、下型材面分别搭接在车顶第一连接筋和车顶第二连接筋上侧;上接口型材下侧设有端墙第一连接筋,上接口型材外立面设有端墙连接第一台阶,端墙型材上端的外、内两个型材面分别搭接在端墙连接第一台阶和端墙第一连接筋外侧并且有搭接余量;侧面接口为长条状型材,沿车体纵向朝向车体方向设侧墙第一连接筋和侧墙第二连接筋,侧墙型材外型材面、内型材面分别搭接在侧墙第一连接筋和侧墙第二连接筋外侧并且有搭接余量;侧面接口朝向车体横向内侧设有端墙第二连接筋,侧面接口型材外端面设有端墙连接第二台阶,端墙型材上端外型材面、内型材面分别搭接在端墙连接第二台阶和端墙第二连接筋外侧;转角接口为板材焊接转角结构,转角接口上表面板沿纵向朝向车顶方向延伸,转角接口上表面板上设有车顶连接第一台阶,车顶连接第一台阶下侧设有平行的连接板,车顶型材边缘上型材面、下型材面分别搭接在车顶连接第一台阶和连接板外侧并且有搭接余量,侧墙型材上端外型材面、内型材面分别搭接在车顶连接第一台阶和连接板外侧并且有搭接余量;转角接口外表面板上设有端墙连接第三台阶,端墙型材转角处外型材面搭接在墙连接第三台阶外侧并且有搭接余量,内型材面与转角接口型材内侧固定连接。
进一步地,所述车顶第二连接筋长度大于车顶第一连接筋。
进一步地,所述车顶第一连接筋与上接口型材上表面的高度差为车顶型材上型材面的厚度。
进一步地,所述端墙连接第一台阶高度和端墙型材上端外型材面的厚度相同。
进一步地,所述侧墙第二连接筋长度大于侧墙第一连接筋。
进一步地,所述侧墙第一连接筋与型材外侧面的高度差为侧墙型材外型材面的厚度。
进一步地,所述端墙连接第二台阶高度和端墙型材外型材面厚度相同。
进一步地,所述端墙连接第三台阶高度和端墙型材外型材面厚度相同。
本发明城铁铝合金车体接口结构的上接口、转角接口和侧面接口与车顶、侧墙和端墙的搭接位置都有余量,装配方便,省时省力,焊接前后不再需要研磨工作,仅需要将各零部件预装到图纸要求的相应位置后焊接即可,省时省力,减少施工工作量,改善施工环境,且制造出的车辆外观统一。
附图说明
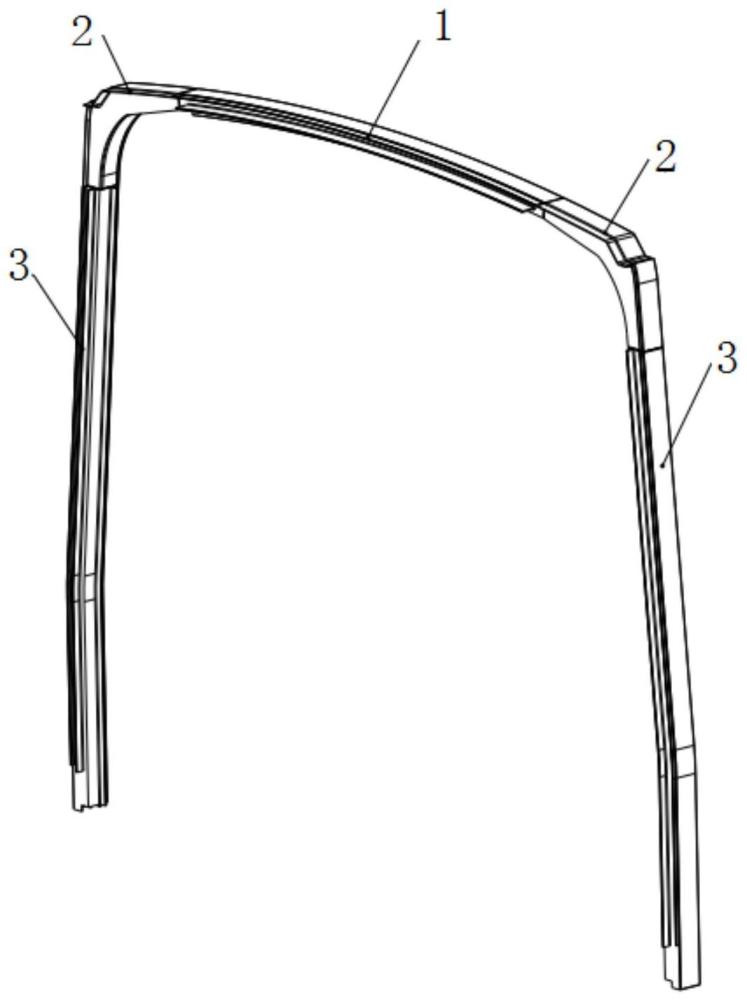
图1为本发明城铁铝合金车体接口结构示意图;
图2为本发明城铁铝合金车体接口结构与侧墙、车顶连接示意图;
图3为本发明城铁铝合金车体接口结构与车顶、端墙连接示意图;
图4为上接口型材示意图;
图5为上接口与车顶、端墙连接断面示意图;
图6为转角接口型材示意图;
图7为转角接口与车顶(侧墙)、端墙连接断面示意图;
图8为侧面接口型材示意图;
图9为侧面接口与侧墙、端墙连接断面示意图;
其中:1、上接口;2、转角接口;3、侧面接口;4、车顶;5、侧墙;6、端墙;101、车顶第一连接筋;102、车顶第二连接筋;103、上接口型材上表面;104、端墙第一连接筋;105、上接口型材外立面;201、转角接口上表面板;202、车顶连接第一台阶;203、车顶连接板;204、转角接口外表面板;205、端墙连接第三台阶;301侧墙第一连接筋;302、第二连接筋;303、侧面接口型材外侧面;304、端墙第二连接筋;305、侧面接口型材外端面;306、端墙连接第二台阶。
具体实施方式
为了更好地了解本发明的目的、结构及功能,下面结合附图,对本发明一种城铁铝合金车体接口结构做进一步详细的描述。
参照图1至图3,城铁铝合金车体接口结构设置在车体两端,包括上接口1、转角接口2和侧面接口3,上接口1与车顶4和端墙6连接,侧面接口3与侧墙5和端墙6连接,转角接口2在上接口1和侧面接口3转角处,与车顶4、侧墙5和端墙6连接。
参照图4至图5,上接口1为长条状型材,型材断面为两个并列的闭合“口”字型型材,沿车体纵向朝向车体方向设两个连接筋,分别为车顶第一连接筋101和车顶第二连接筋102,车顶型材上型材面、下型材面分别搭接在车顶第一连接筋101和车顶第二连接筋102上侧并且有搭接余量,允许车顶型材有一定误差,可以沿搭接面移动位置后焊接。车顶第二连接筋102长度大于车顶第一连接筋101,组对后焊接时焊炬可以达到焊接位置,保证焊接质量,车顶第一连接筋101与上接口型材上表面103的高度差为车顶型材上型材面的厚度,车顶和上接口组焊后外表面平齐。
上接口1型材下侧设有端墙第一连接筋104,上接口型材外立面105设有端墙连接第一台阶,端墙型材上端的外、内两个型材面分别搭接在端墙连接第一台阶和端墙第一连接筋104外侧,并且有搭接余量,允许端墙型材有一定误差,可以沿搭接面移动位置后焊接。端墙连接第一台阶高度和端墙型材上端外型材面的厚度相同,端墙和上接口1组焊后外表面平齐。
参照图8至图9,侧面接口3为长条状型材,型材断面为两个并列的闭合“口”字型型材,沿车体纵向朝向车体方向设两个连接筋,分别为侧墙第一连接筋301和侧墙第二连接筋302,侧墙型材外型材面、内型材面分别搭接在侧墙第一连接筋301和侧墙第二连接筋302外侧并且有搭接余量,允许侧墙型材有一定误差,可以沿搭接面移动位置后焊接。侧墙第二连接筋302长度大于侧墙第一连接筋301,组对后焊接时焊炬可以达到焊接位置,保证焊接质量,侧墙第一连接筋301与型材外侧面303的高度差为侧墙型材外型材面的厚度,侧墙5和侧面接口3组焊后外表面平齐。
侧面接口3朝向车体横向内侧设有端墙第二连接筋304,侧面接口型材外端面305设有端墙连接第二台阶306,端墙型材上端外型材面、内型材面分别搭接在端墙连接第二台阶306和端墙第二连接筋304外侧并且有搭接余量,允许端墙型材有一定误差,可以沿搭接面移动位置后焊接,端墙连接第二台阶306高度和端墙型材外型材面厚度相同,端墙6和侧面接口3组焊后外表面平齐。
参照图6至图7,转角接口2为板材焊接转角结构,转角接口2上侧断面为拼焊的两个并列的闭合“口”字型结构,转角接口上表面板201沿纵向朝向车顶方向延伸,转角接口上表面板201上设有车顶连接第一台阶202,车顶连接第一台阶202下侧设有平行的连接板203,车顶型材边缘上型材面、下型材面分别搭接在车顶连接第一台阶202和连接板203外侧并且有搭接余量,侧墙型材上端外型材面、内型材面分别搭接在车顶连接第一台阶202和连接板203外侧并且有搭接余量,允许车顶、侧墙型材有一定误差,可以沿搭接面移动位置后焊接。车顶连接第一台阶202与转角接口上表面板201的高度差为车顶型材上型材面的厚度,车顶和转角接口2组焊后外表面平齐。转角接口2外表面板204上设有端墙连接第三台阶205,端墙型材转角处外型材面搭接在墙连接第三台阶205并且有搭接余量,允许端墙型材有一定误差,可以沿搭接面移动位置后焊接,端墙型材转角处内型材面与转角接口型材内侧焊接连接。端墙连接第三台阶205高度和端墙型材外型材面厚度相同,端墙6和转角接口2组焊后外表面平齐。