一种锂电池电极的加工机床
文献发布时间:2024-01-17 01:27:33
技术领域
本发明属于新能源电池电极加工技术领域,尤其涉及一种锂电池电极的加工机床。
背景技术
新能源汽车主要通过锂电池提供动力,锂电池包括电极,电极需要专门的加工机床进行加工。锂电池的电极通常包括正面和反面两个面,为加工出具备正反两面的电池电极,现有技术中通常使用双轴机床或单轴机床进行加工。双轴机床通常是一台设备具有两个加工主轴,两个加工主轴的结构对称,分别用来加工电极的正反两个面。双轴机床由于需要设置两个加工主轴,因此体积通常较大,成本也通常较高。单轴机床则只有一个加工轴,加工完成电极的一个面后,需要翻转机构将电极的另一面进行翻转,再由加工轴进行加工。单轴机床相比双轴机床体积较小,成本较低,但是加工效率低。
综上所述,现有锂电池电极的加工机床存在体积大,成本高,加工效率低等技术问题。
发明内容
本发明的目的在于至少一定程度上解决现有技术中的不足,提供一种锂电池电极的加工机床,以减小锂电池电极的加工机床的体积,降低锂电池电极的加工机床的成本,提升锂电池电极的加工机床的效率。
一种锂电池电极的加工机床,包括机台,所述锂电池电极的加工机床包括:
第一取放机构,设置在所述机台上,用于取放电池电极;
可移动斜台组件,倾斜设置在所述机台上,可沿所述机台的横轴方向移动;
第一刀具模组,通过滑动组件设置在所述可移动斜台组件上,并位于所述第一取放机构的对面,用于加工所述电池电极的第一面;所述滑动组件可沿所述机台的纵轴方向移动;
第二取放机构,设置在所述滑动组件上,用于取放第一面加工后的所述电池电极;
第二刀具模组,设置于所述滑动组件上,并位于所述第二取放机构的一侧,用于加工第一面加工后的所述电池电极的第二面;所述电池电极的第二面和所述电池电极的第一面相对;
其中,第一刀具模组加工完成所述电池电极的第一面后,所述第二取放机构移动至所述第一取放机构的一侧抓取第一面加工后的所述电池电极,以运送给所述第二刀具模组加工所述电池电极的第二面;在所述电池电极的第二面加工时,所述第一取放机构抓取新的电池电极给所述第一刀具模组进行第一面加工。
进一步,以水平面为参照,所述可移动斜台组件与水平面之间的倾斜夹角为小于20度的锐角。
进一步,所述第一刀具模组包括刀座群,所述刀座群设置于所述滑动组件上,所述刀座群上具有不同的刀具安装孔位,所述刀具安装孔位用于安装加工所述电池电极第一面的第一面电极加工刀具;所述刀座群与驱动器连接,所述驱动器与主控板电性连接,所述主控板控制所述驱动器驱动所述刀座群动作,以带动所述第一面电极加工刀具加工所述电池电极第一面。
进一步,所述第二刀具模组包括多个刀座,所述多个刀座呈弧形设置在所述第二取放机构的一侧,每个所述刀座安装加工所述电池电极第二面的第二面电极加工刀具,多个所述第二面电极加工刀具朝向所述第二取放机构抓取的所述电池电极;所述多个刀座与驱动器连接,所述驱动器与主控板电性连接,所述主控板控制所述驱动器驱动所述多个刀座动作,以带动所述第二面电极加工刀具加工所述电池电极第二面。
进一步,所述机台包括机床仓、第一支撑台以及第二支撑台;所述第一支撑台和所述第二支撑台并排设置在所述机床仓内;所述第一支撑台上设置所述第一取放机构,所述第二支撑台上设置所述可移动斜台组件;所述第一刀具模组和所述第二刀具模组加工所述电池电极产生的碎屑和冷凝水散落到所述机床仓内,通过所述机床仓进行回收。
进一步,所述第一支撑台设置有支撑台导流区,所述第二支撑台设置有导流通孔,所述机床仓设置有前仓导流区和后仓导流区;所述支撑台导流区位于所述前仓导流区一侧,所述导流通孔连通所述前仓导流区和后仓导流区;散落到所述支撑台导流区的碎屑和冷凝水流向所述前仓导流区,散落到所述后仓导流区的碎屑和冷凝水通过所述导流通孔流向所述前仓导流区。
进一步,所述支撑台导流区的底面、所述前仓导流区的底面、所述后仓导流区的底面以及所述导流通孔的底面均设置为斜坡面。
进一步,以水平面为参照,所述斜坡面的倾斜角度为小于20度的锐角。
进一步,在对所述电池电极的第一面或第二面进行加工时,包括以下加工控制步骤:
利用神经网络对所述电池电极的第一面或第二面的期望轮廓进行学习,以学到稳定的电极修整轮廓;
将所述稳定的电极修整轮廓转化为实际加工路径,以对所述电池电极的第一面或第二面进行加工。
进一步,所述利用神经网络对所述电池电极的第一面或第二面的期望轮廓进行学习,以学到稳定的电极修整轮廓,包括:
将所述电池电极的第一面或第二面的期望轮廓表示为期望轮廓点集,以作为训练样本,并将所述期望轮廓点集中每个点的坐标标准化到【-1,1】的范围内;
将待修整电极轮廓表示为待修整轮廓点集,将所述待修整轮廓点集中每个点的坐标也标准化到【-1,1】的范围内;
将所述待修整电极轮廓作为初始状态,所述待修整轮廓点集中每个点的坐标值作为神经元的初始状态;
使用神经网络的权重更新公式更新连接权重,所述权重更新公式为:
其中,
利用神经网络的状态更新公式,根据当前状态和连接权重计算下一个时间步的神经元状态,重复进行状态更新,直到神经网络达到稳定状态,学到稳定的电极修整轮廓;所述状态更新公式为:
其中,
相比现有技术,本发明的有益效果在于:
本发明提出的锂电池电极的加工机床,包括机台、第一取放机构、可移动斜台组件、第一刀具模组、第二取放机构以及第二刀具模组,第一取放机构设置在所述机台上,用于取放电池电极,可移动斜台组件倾斜设置在机台上,可沿机台的横轴方向移动,第一刀具模组通过滑动组件设置在可移动斜台组件上,并位于第一取放机构的对面,用于加工电池电极的第一面,滑动组件可沿机台的纵轴方向移动,第二取放机构设置在滑动组件上,用于取放第一面加工后的电池电极,第二刀具模组设置于滑动组件上,并位于第二取放机构的一侧,用于加工第一面加工后的电池电极的第二面,电池电极的第二面和电池电极的第一面相对,第一刀具模组加工完成电池电极的第一面后,第二取放机构移动至第一取放机构的一侧抓取第一面加工后的电池电极,以运送给第二刀具模组加工电池电极的第二面,在电池电极的第二面加工时,第一取放机构抓取新的电池电极给第一刀具模组进行第一面加工,从而实现两个取放机构同时抓取,两个刀具模组同时加工,提升机床的加工效率,同时,第一刀具模组、第二取放机构以及第二刀具模组均通过滑动组件设置在可移动斜台组件上,结构紧凑,可以减小机床的整体体积。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
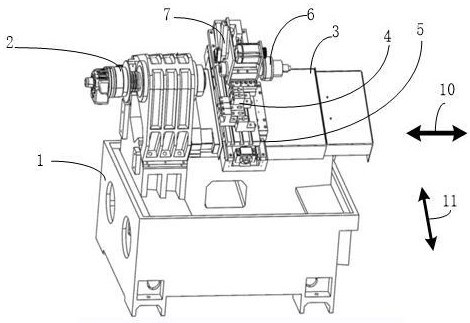
图1是锂电池电极的加工机床的一种结构示意图;
图2是锂电池电极的加工机床的另一种结构示意图;
图3是锂电池电极的加工机床的另一种结构示意图;
图4是锂电池电极的加工机床的另一种结构示意图。
在附图中,各附图标记表示:
1、机台;10、横轴方向;11、纵轴方向;12、机床仓;120、前仓导流区;211、后仓导流区;13、第一支撑台;130、支撑台导流区;14、第二支撑台;140、导流通孔;
2、第一取放机构;
3、可移动斜台组件;
4、第一刀具模组;40、刀座群;401、刀具安装孔位;
5、滑动组件;
6、第二取放机构;
7、第二刀具模组;70、刀座;
具体实施方式
下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的方法或具有相同或类似功能的方法。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-4,本发明实施例提出一种锂电池电极的加工机床,包括机台1、第一取放机构2、可移动斜台组件3、第一刀具模组4、第二取放机构6以及第二刀具模组7,第一取放机构2设置在所述机台1上,用于取放电池电极,可移动斜台组件3倾斜设置在机台1上,可沿机台1的横轴方向10移动,第一刀具模组4通过滑动组件5设置在可移动斜台组件3上,并位于第一取放机构2的对面,用于加工电池电极的第一面,滑动组件5可沿机台1的纵轴方向11移动,第二取放机构6设置在滑动组件5上,用于取放第一面加工后的电池电极,第二刀具模组7设置于滑动组件5上,并位于第二取放机构6的一侧,用于加工第一面加工后的电池电极的第二面,电池电极的第二面和电池电极的第一面相对,第一刀具模组4加工完成电池电极的第一面后,第二取放机构6移动至第一取放机构2的一侧抓取第一面加工后的电池电极,以运送给第二刀具模组7加工电池电极的第二面,在电池电极的第二面加工时,第一取放机构2抓取新的电池电极给第一刀具模组4进行第一面加工,从而实现两个取放机构同时抓取,两个刀具模组同时加工,提升机床的加工效率,同时,第一刀具模组4、第二取放机构6以及第二刀具模组7均通过滑动组件5设置在可移动斜台组件3上,结构紧凑,可以减小机床的整体体积。
需要说明的是,因为第一刀具模组4、第二取放机构6以及第二刀具模组7均通过滑动组件5设置在可移动斜台组件3上,因此加工所述电池电极产生的碎屑和冷凝水大部分会散落到可移动斜台组件3上,为了便于对碎屑和冷凝水进行回收处理,本实施例中设置了可移动斜台组件3,其中可移动斜台组件3的倾斜角度可以参照水平面,设置为小于20度的锐角,即可移动斜台组件3与水平面之间的夹角小于20度。
为进一步说明两个取放机构同时抓取,两个刀具模组同时加工,本实施例进一步举例说明。例如,以电池电极A和电池电极B两个电极的加工为例。第一取放机构2抓着电池电极A给第一刀具模组4加工第一面的同时,第二取放机构6抓着电池电极B给第二刀具模组7加工第二面,待第二取放机构6加工完成电池电极B的第二面时,电池电极B完成加工,第二取放机构6放开电池电极B,移动到第一取放机构2的对面抓取电池电极A,此时第一取放机构2加工完成电池电极A的第一面,放开电池电极A,新的电池电极再上料到第一取放机构2,此时第二取放机构6移动到电池电极A的第二面的加工工位,接受第二刀具模组7加工电池电极A的第二面。
在一些优选实施例中,所述第一刀具模组4包括刀座群40,所述刀座群40设置于所述滑动组件5上,所述刀座群40上具有不同的刀具安装孔位401,所述刀具安装孔位401用于安装加工所述电池电极第一面的第一面电极加工刀具;所述刀座群40与驱动器连接,所述驱动器与主控板电性连接,所述主控板控制所述驱动器驱动所述刀座群40动作,以带动所述第一面电极加工刀具加工所述电池电极第一面。其中,刀座群40可以装配电极加工所需要的不同类型的刀具,在驱动器的驱动下进行动作,实现电极的加工。刀座群40设置于所述滑动组件5上,可以随滑动组件5一起运动,滑动组件5可以将刀座群40运送到设定的电极加工工位。本实施例中,滑动组件5将刀座群40运送到第一取放机构2的对面,在第一取放机构2的对面,刀座群40上装配的加工刀具对电池电极的第一面进行加工。另外,本实施例中,刀座群40设置在滑动组件5上,可以随滑动组件5一起可沿机台1的纵轴方向11移动,同时由于滑动组件5设置在可移动斜台组件3上,因此刀座群40可以随滑动组件5一起,由可移动斜台组件3带动沿机台1的横轴方向10移动。
在一些优选实施例中,所述第二刀具模组7包括多个刀座70,所述多个刀座70呈弧形设置在所述第二取放机构6的一侧,每个所述刀座70安装加工所述电池电极第二面的第二面电极加工刀具,多个所述第二面电极加工刀具朝向所述第二取放机构6抓取的所述电池电极;所述多个刀座70与驱动器连接,所述驱动器与主控板电性连接,所述主控板控制所述驱动器驱动所述多个刀座70动作,以带动所述第二面电极加工刀具加工所述电池电极第二面。其中,多个刀座70呈弧形设置在所述第二取放机构6的一侧,多个刀座70可以形成以电池电极为中心的弧形包围布局,从而得到紧凑的刀具布局区域,减小刀座70的空间占用,从而减少第二刀具模组7的整体体积。另外,本实施例中,多个刀座70设置在所述第二取放机构6的一侧,而第二取放机构6又设置在滑动组件5上,因此多个刀座70可以随滑动组件5一起沿机台1的纵轴方向11移动,同时由于滑动组件5设置在可移动斜台组件3上,因此多个刀座70可以随滑动组件5一起,由可移动斜台组件3带动沿机台1的横轴方向10移动。
在一些实施例中,所述机台1包括机床仓12、第一支撑台13以及第二支撑台14;所述第一支撑台13和所述第二支撑台14并排设置在所述机床仓12内;所述第一支撑台13上设置所述第一取放机构2,所述第二支撑台14上设置所述可移动斜台组件3;所述第一刀具模组4和所述第二刀具模组7加工所述电池电极产生的碎屑和冷凝水散落到所述机床仓12内,通过所述机床仓12进行回收。其中,所述第一刀具模组4和所述第二刀具模组7加工所述电池电极时,需要使用冷凝水进行冷凝,及时带走刀具切削工件产生的热量,同时,加工电池电极也会产生碎屑。本实施例中,通过设置特殊结构的机床仓12,不仅让机床仓12具有第一支撑台13和第二支撑台14,以用来设置所述第一取放机构2和所述可移动斜台组件3,而且让机床仓12自身还能对加工电池电极产生的碎屑和冷凝水进行回收,从而实现电极加工和料液回收集中在机床仓12区域内完成,整体上缩小机床的体积尺寸,节约机床生产材料,降低机床的造价成本。
在一些实施例中,所述第一支撑台13设置有支撑台导流区130,所述第二支撑台14设置有导流通孔140,所述机床仓12设置有前仓导流区120和后仓导流区211;所述支撑台导流区130位于所述前仓导流区120一侧,所述导流通孔140连通所述前仓导流区120和后仓导流区211;散落到所述支撑台导流区130的碎屑和冷凝水流向所述前仓导流区120,散落到所述后仓导流区211的碎屑和冷凝水通过所述导流通孔140流向所述前仓导流区120。进一步,所述支撑台导流区130的底面、所述前仓导流区120的底面、所述后仓导流区211的底面以及所述导流通孔140的底面均设置为斜坡面。进一步,以水平面为参照,所述斜坡面的倾斜角度为小于20度的锐角。
需要说明的是,所述第一支撑台13不仅起到安装第一取放机构2的作用,而且由于设置有支撑台导流区130,加工电池电极产生的碎屑和冷凝水散落到第一支撑台13上时,可以通过支撑台导流区130导引汇集至一侧的所述前仓导流区120,所述第二支撑台14不仅起到安装可移动斜台组件3的作用,而且设置的导流通孔140还能连通机床仓12的所述前仓导流区120和后仓导流区211,加工电池电极产生的碎屑和冷凝水散落到后仓导流区211时,可以通过导流通孔140导引汇集至所述前仓导流区120,从而实现将第一支撑台13和后仓导流区211上的碎屑和冷凝水集中到前仓导流区120进行统一管理,例如,将碎屑过滤进行回收,将冷凝水引流至水泵装置,重新循环使用,同时,实现电极加工和料液回收集中在机床仓12区域内完成,整体上缩小机床的体积尺寸,节约机床生产材料,降低机床的造价成本。
还需要说明的是,所述支撑台导流区130的底面、所述前仓导流区120的底面、所述后仓导流区211的底面以及所述导流通孔140的底面均设置为斜坡面时,斜坡面的倾斜角度可以优选设置为10度的锐角,此时角度倾斜程度较为适中,有利于碎屑和冷凝水在斜坡面上形成不同的流速,实现辅助碎屑和冷凝水分离的技术效果。
在一些改进实施例中,在对所述电池电极的第一面或第二面进行加工时,包括以下加工控制步骤:
利用神经网络对所述电池电极的第一面或第二面的期望轮廓进行学习,以学到稳定的电极修整轮廓;
将所述稳定的电极修整轮廓转化为实际加工路径,以对所述电池电极的第一面或第二面进行加工。
需要说明的是,在传统的电极加工工艺中,在对电池电极的第一面或第二面进行加工时,主要根据设定加工轨迹进行工件加工,对于加工出来的电池电极,由于机床刚性不足、加工过程中的力反馈、加工刀具磨损以及加工过程中的热变形等原因,往往会发生精度不准的情况。本实施例中,通过利用神经网络对所述电池电极的第一面或第二面的期望轮廓进行学习,以学到稳定的电极修整轮廓,将所述稳定的电极修整轮廓转化为实际加工路径,以对所述电池电极的第一面或第二面进行加工,从而提升电池电极加工的精度。
在一些优选实施例中,所述利用神经网络对所述电池电极的第一面或第二面的期望轮廓进行学习,以学到稳定的电极修整轮廓,包括:
将所述电池电极的第一面或第二面的期望轮廓表示为期望轮廓点集,以作为训练样本,并将所述期望轮廓点集中每个点的坐标标准化到【-1,1】的范围内;
将待修整电极轮廓表示为待修整轮廓点集,将所述待修整轮廓点集中每个点的坐标也标准化到【-1,1】的范围内;
将所述待修整电极轮廓作为初始状态,所述待修整轮廓点集中每个点的坐标值作为神经元的初始状态;
使用神经网络的权重更新公式更新连接权重,所述权重更新公式为:
其中,
利用神经网络的状态更新公式,根据当前状态和连接权重计算下一个时间步的神经元状态,重复进行状态更新,直到神经网络达到稳定状态,学到稳定的电极修整轮廓;所述状态更新公式为:
其中,
最后需要说明的是,以上实施例在不彼此矛盾的情况下,本领域普通技术人员可以进行任意组合以形成不同的实施方式。
以上为对本发明所提供的技术方案的描述,对于本领域的技术人员,依据本发明实施例的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本发明的限制。
- 锂电池电极浆料加工装置
- 一种锂电池电极用浆料搅拌装置
- 一种用于微细电火花加工机床的电极夹持装置及机床
- 一种锂电池加工电极材料加工装置