基板处理装置以及基板处理方法
文献发布时间:2023-06-19 10:03:37
技术领域
本发明涉及一种基板处理装置以及基板处理方法。
背景技术
以往,在半导体器件(semiconductor device)的制造中使用对半导体基板(以下,简称为“基板”)进行各种处理的基板处理装置。例如,在日本特许第4744426号公报(文献1)的基板处理装置中,在反转单元中使基板的表面与背面反转且在背面洗净单元中进行背面的洗净。另外,在该基板处理装置中,在分度器机械手(indexer robot)与主机械手(mainrobot)之间设置有两个反转单元,第一反转单元在进行处理前的基板的授受时使用,第二反转单元在进行处理后的基板的授受时使用。由此,可防止在进行基板的授受时处理后的基板因处理前的基板而受污染。
此外,在日本特许第6331698号公报的基板处理装置中揭示以下的手法:在搬入用基板收容器中将互为相邻的多个收容位置作为收容区块(block)并设置多个收容区块,且在将处理完毕的基板搬入至搬入用基板收容器时将对应于同一个处理任务(process job)的基板的收容位置作为共同的收容区块。另外,亦揭示以下的手法:防止洁净度低的基板被收容于洁净度高的基板的上方以抑制因粉尘(dust)落下导致的基板污染。
可是,在文献1的基板处理装置中,例如在开始对多个基板的处理时,因仅使用一个反转单元来反转处理前的基板,故而需要长时间将多个基板往洗净单元搬运。在多个基板往洗净单元的搬运方面亦可考虑使用两个反转单元。然而,在此情况下,因处理前的基板的反转以及处理完毕的基板的反转是通过同一个反转单元进行,故而有处理前的基板的粉尘会通过反转单元附着于处理完毕的基板而使处理完毕的基板受污染的可能性。
发明内容
本发明适用于基板处理装置,其目的在于一边抑制处理完毕的基板受污染一边高效地处理多个基板。
本发明的基板处理装置具备:容器载置部,供收纳多个基板的收纳容器载置;处理单元,具有分别对基板进行处理的多个处理部;第一反转部,配置于所述容器载置部与所述处理单元之间,对基板进行反转;第二反转部,配置于所述容器载置部与所述处理单元之间,对基板进行反转;容器侧搬运部,在所述收纳容器与所述第一反转部及所述第二反转部之间搬运基板;处理部侧搬运部,在所述第一反转部及所述第二反转部与所述多个处理部之间搬运基板;以及控制部,控制所述第一反转部、所述第二反转部、所述容器侧搬运部及所述处理部侧搬运部,由此将所述收纳容器内的未处理的基板在所述第一反转部或所述第二反转部反转并搬入至任一个处理部,并且将由所述处理部处理完的处理完毕的基板在所述第一反转部或所述第二反转部反转并送回至所述收纳容器内;各个反转部具备:送出槽(sending slot),通过所述容器侧搬运部来插入所述收纳容器内的未处理的基板;取入槽(receiving slot),通过所述处理部侧搬运部来插入由所述处理部处理完的处理完毕的基板;以及反转机构,一体地反转所述送出槽及所述取入槽,由此切换送出姿势及取入姿势,所述送出姿势是将所述送出槽配置于与通过所述容器侧搬运部插入未处理的基板建立对应关系的位置的姿势,所述取入姿势是将所述取入槽配置于与由所述处理部侧搬运部插入处理完毕的基板建立对应关系的位置的姿势;所述容器侧搬运部根据所述控制部的指令将所述收纳容器内的未处理的基板插入于所述送出姿势的所述第一反转部或所述第二反转部的所述送出槽,所述处理部侧搬运部根据所述控制部的指令将由所述处理部处理完的处理完毕的基板插入于所述取入姿势的所述第一反转部或所述第二反转部的所述取入槽;在应等待任一个处理部中的处理的完成并往所述处理部搬运的未处理的基板存在于所述收纳容器内的高运转状态中,所述控制部将在所述送出槽及所述取入槽未插入基板且处于所述取入姿势的所述第一反转部或所述第二反转部切换为所述送出姿势,通过所述容器侧搬运部将所述未处理的基板插入于被切换为所述送出姿势的所述第一反转部或所述第二反转部的所述送出槽。
依据本发明,可以一边抑制处理完毕的基板受污染一边高效地处理多个基板。
在本发明的一较佳的方式中,在所述高运转状态中,在所述第一反转部及所述第二反转部中的一个反转部的所述送出槽及所述取入槽未插入基板且所述一个反转部成为所述取入姿势,进而在另一个反转部的所述送出槽插入未处理的基板的情况下,所述控制部将所述一个反转部切换为所述送出姿势。
在本发明的另一较佳方式中,所述送出槽在各个所述反转部的所述送出姿势中位于所述取入槽的下方,或者所述取入槽在各个所述反转部的所述取入姿势中位于所述送出槽的上方。
在该情况下,较佳为:在所述送出槽在各个所述反转部的所述送出姿势中位于所述取入槽的下方,且各个所述反转部在未处理的基板已被插入于所述送出槽的状态下成为所述取入姿势的情况下,所述送出槽的所述未处理的基板被所述处理部侧搬运部取出,之后,处理完毕的基板被所述处理部侧搬运部插入于所述取入槽;或者,在所述取入槽在各个所述反转部的所述取入姿势中位于所述送出槽的上方,且各个所述反转部在处理完毕的基板已被插入于所述取入槽的状态下成为所述送出姿势的情况下,所述取入槽的所述处理完毕的基板被所述容器侧搬运部取出,之后,未处理的基板被被所述容器侧搬运部插入于所述送出槽。
在本发明的另一较佳方式中,在基板已进入于所述送出槽及所述取入槽双方的状态中禁止通过所述反转机构进行反转动作。
在本发明的另一较佳方式中,多个所述基板各自具有形成有图案(pattern)的图案面以及与所述图案面相反一侧的背面;在所述收纳容器中,多个所述基板分别使所述图案面朝向上方来保持;在所述多个处理部中对基板的所述背面进行处理。
本发明亦是针对基板处理装置中的基板处理方法。在本发明的基板处理方法中,所述基板处理装置具备:容器载置部,供收纳多个基板的收纳容器载置;处理单元,具有分别对基板进行处理的多个处理部;第一反转部,配置于所述容器载置部与所述处理单元之间,对基板进行反转;第二反转部,配置于所述容器载置部与所述处理单元之间,对基板进行反转;容器侧搬运部,在所述收纳容器与所述第一反转部及所述第二反转部之间搬运基板;以及处理部侧搬运部,在所述第一反转部及所述第二反转部与所述多个处理部之间搬运基板;各个反转部具备:送出槽,通过所述容器侧搬运部来插入所述收纳容器内的未处理的基板;取入槽,通过所述处理部侧搬运部来插入由所述处理部处理完的处理完毕的基板;以及反转机构,一体地反转所述送出槽及所述取入槽,由此切换送出姿势及取入姿势,所述送出姿势是将所述送出槽配置于与通过所述容器侧搬运部插入未处理的基板建立对应关系的位置的姿势,所述取入姿势是将所述取入槽配置于与通过所述处理部侧搬运部插入处理完毕的基板建立对应关系的位置的姿势;所述基板处理方法具备:工序(a),通过所述容器侧搬运部将所述收纳容器内的未处理的基板插入于所述送出姿势的任一个反转部的所述送出槽;工序(b),将所述反转部切换为所述取入姿势来反转所述基板;工序(c),通过所述处理部侧搬运部将所述基板从所述反转部搬入至任一个处理部;工序(d),在所述处理部中对所述基板进行处理;工序(e),将由所述处理部处理完的处理完毕的所述基板通过所述处理部侧搬运部来插入于所述取入姿势的任一个反转部的所述取入槽;工序(f),将所述反转部切换为所述送出姿势来反转所述基板;工序(g),通过所述容器侧搬运部将所述基板从所述反转部送回至所述收纳容器内;工序(h),与所述工序(a)至所述工序(g)部分地并行,对所述收纳容器内的其他未处理的基板进行与所述工序(a)至所述工序(g)同样的动作;工序(i),在应等待任一个处理部中的处理的完成并往所述处理部搬运的未处理的基板存在于所述收纳容器内的高运转状态中,将在所述送出槽及所述取入槽未插入基板且处于所述取入姿势的所述第一反转部或所述第二反转部切换为所述送出姿势;以及工序(j),通过所述容器侧搬运部将所述未处理的基板插入于在所述工序(i)中被切换为所述送出姿势的所述第一反转部或所述第二反转部的所述送出槽。
上述的目的以及其他的目的、特征、方式及优点可参照附图并通过以下所进行的本发明的详细说明而明了。
附图说明
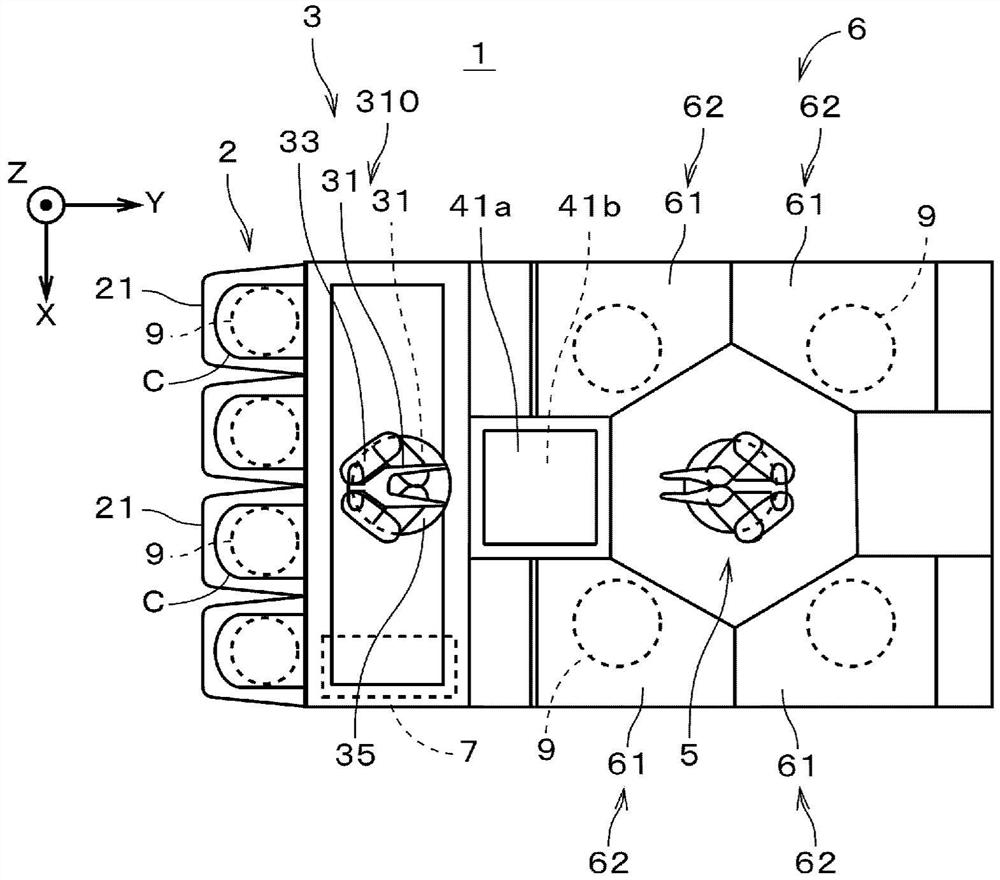
图1是表示基板处理装置的构成的图。
图2是表示第一反转部及第二反转部与中央机械手(center robot)的图。
图3是表示反转部的构成的图。
图4是表示中央机械手的构成的图。
图5是表示控制单元的功能构成的框图。
图6是表示背面处理动作的流程的图。
图7是表示处理多个基板的流程的图。
图8是表示基板处理装置中的时序(time chart)的图。
图9是表示第一反转部及第二反转部的动作的图。
图10是表示基板处理装置中的时序的图。
图11是表示比较例的基板处理装置中的时序的图。
图12是表示比较例的基板处理装置中的反转部的动作的图。
图13是表示第一反转部及第二反转部的另一例的动作的图。
图14是表示第一反转部及第二反转部的另一例的动作的图。
具体实施方式
图1是表示本发明的一实施方式的基板处理装置1的构成的图。在图1中将相互地正交的三个方向表示为X方向、Y方向及Z方向。在典型上,Z方向为上下方向(铅垂方向),X方向及Y方向为水平方向。
基板处理装置1是在后述的处理部61中逐片处理圆板状的基板9的单张式装置。基板9具有作为器件(device)形成面的一主面(以下称为“图案面”)、以及作为非器件形成面的另一主面(以下称为“背面”)。在图案面形成有制造途中的器件的图案。背面是与图案面为相反侧的面。在后述的处理例中,在处理部61中,对以背面朝向上方的状态保持的基板9的该背面,通过处理液等进行处理。
基板处理装置1具备容器载置部2、分度器机械手3、第一反转部41a、第二反转部41b、中央机械手5、处理单元6以及控制单元7。控制单元7例如是包含CPU(CentralProcessing Unit;中央处理单元)等的计算机(computer),且负责基板处理装置1的整体控制。有关控制单元7的功能将于后述。容器载置部2、分度器机械手3、第一反转部41a、第二反转部41b以及中央机械手5依此顺序排列于Y方向。处理单元6中的后述的多个处理部61配置于中央机械手5的周围。
容器载置部2具有多个容器载置台21。多个容器载置台21排列于X方向。在各个容器载置台21载置有收纳多个基板9的收纳容器C。收纳容器C是多层地收纳多个基板9的载具(carrier)。在收纳容器C中在使图案面朝向上方的状态下收纳有多个基板9。
分度器机械手3是用以在收纳容器C与第一反转部41a及第二反转部41b之间搬运基板9的容器侧搬运部(或容器侧搬运装置)。分度器机械手3配置于容器载置部2与第一反转部41a及第二反转部41b之间。分度器机械手3具备移动部35。移动部35能够朝向X方向移动且能够以平行于上下方向(Z方向)的轴作为中心来转动。另外,移动部35能够朝向上下方向升降。分度器机械手3还具备一个手部(hand)组310。手部组310经由多关节型手臂(arm)33而连接于移动部35。多关节型手臂33一边使手部组310维持于一定姿势一边在水平方向进退。手部组310具有两个手部31。两个手部31排列设置于上下方向。另外,在各个手部31设置有两个保持部。两个保持部排列设置于上下方向。各个保持部与基板9的朝向下方的背面的外周缘接触来保持该基板9。在分度器机械手3中使用马达(motor)等作为驱动源。
在以下的说明中,在区别两个手部31的情况下,将配置于上侧的手部31以及配置于下侧的手部31分别称为“上手部31”及“下手部31”。另外,在各个手部31中,在区别两个保持部的情况下,将上侧及下侧的保持部分别称为“上保持部”及“下保持部”。由上保持部保持的基板9不会接触到下保持部,由下保持部保持的基板9亦不会接触到上保持部。此外,分度器机械手3的上述构造只不过是一例,亦可做适当变更。例如,亦可对两个手部31个别地设置有多关节型手臂33。
图2是表示从(+Y)侧朝向(-Y)方向所观察的基板处理装置1的图,且表示第一反转部41a及第二反转部41b与中央机械手5。如图1所示,第一反转部41a及第二反转部41b配置于分度器机械手3与中央机械手5及处理单元6之间。如图2所示,第一反转部41a配置于第二反转部41b的上方。已述的分度器机械手3能够对第一反转部41a及第二反转部41b的双方进行存取(access)。中央机械手5亦为同样。第一反转部41a及第二反转部41b相互地具有同样的构造。此外,第一反转部41a及第二反转部41b并不一定需要排列于上下方向。在以下的说明中,在不区别第一反转部41a及第二反转部41b的情况下将两者简称为“反转部41”。
图3是表示反转部41的构成的图。反转部41具备多个槽42、43、槽支撑部44及反转机构45。各个槽42、43是能够将基板9保持为水平状态的基板保持部。在各个槽42、43中能够利用马达或气缸(air cylinder)等来进行基板9的保持及解除。在图3的例中设置有四个槽42、43。四个槽42、43当中的两个槽42相互地邻接配置于上下方向,且其余的槽43相互地邻接配置于上下方向。在以下的说明中,在图3所示的状态中将配置于下侧的两个槽42称为“送出槽42”,将配置于上侧的两个槽43称为“取入槽43”。有关送出槽42与取入槽43的差异将于后述。
槽支撑部44是一体地支撑两个送出槽42及两个取入槽43的框状构件。在槽支撑部44中使Y方向的两侧开口。分度器机械手3能够从槽支撑部44的(-Y)侧的开口对送出槽42及取入槽43进行存取。中央机械手5能够从槽支撑部44的(+Y)侧的开口对送出槽42及取入槽43进行存取。反转机构45例如具有马达,且能以平行于X方向的轴作为中心来将槽支撑部44旋转180度。由此,两个送出槽42及两个取入槽43会一体地反转且由送出槽42或取入槽43保持的基板9亦会被反转。
在反转部41中,通过控制单元7的指令来重复上述反转动作。换言之,在反转部41中切换送出槽42被配置于取入槽43的下方的图3所示的姿势(以下称为“送出姿势”)、与取入槽43被配置于送出槽42的下方的姿势(以下称为“取入姿势”)。在反转部41中,在基板9进入送出槽42及取入槽43双方的状态中禁止通过反转机构45进行反转动作。反转部41的上述构造亦可做适当变更。
图1所示的中央机械手5是用以在第一反转部41a及第二反转部41b与多个处理部61之间搬运基板9的处理部侧搬运部(或处理部侧搬运装置)。中央机械手5配置于第一反转部41a及第二反转部41b的(+Y)侧。图4是表示中央机械手5的构成的图。中央机械手5具备基座(base)部56及升降转动部55。升降转动部55能够相对于基座部56以平行于上下方向的轴作为中心来转动且能够朝向上下方向升降。
中央机械手5进一步具备两个手部组510。一个手部组510配置于比另一个手部组510更上方。各个手部组510经由多关节型手臂53而连接于升降转动部55。两个多关节型手臂53被省略图标的驱动机构相互地独立驱动,且一边使手部组510维持于一定姿势一边在水平方向进退。各个手部组510具有两个手部51。两个手部51排列设置于上下方向。如已述,在第一反转部41a及第二反转部41b中使基板9反转,各个手部51与基板9的朝向下方的图案面的外周缘接触来保持该基板9。在中央机械手5中使用马达等作为驱动源。
在以下的说明中,在区别两个手部组510的情况下,将配置于上侧的手部组510以及配置于下侧的手部组510分别称为“上手部组510”及“下手部组510”。另外,在区别两个手部51的情况下,将配置于上侧的手部51以及配置于下侧的手部51分别称为“上手部51”及“下手部51”。由上手部51保持的基板9不会接触到下手部51,由下手部51保持的基板9亦不会接触到上手部51。此外,中央机械手5的上述构造只不过是一例,亦可做适当变更。例如,亦可对四个手部51个别地设置有多关节型手臂53。
图1所示的处理单元6具有多个处理部61。在各个处理部61中,使通过中央机械手5搬入的基板9利用夹具(chuck)部来保持在水平状态。夹具部依需要与基板9一起旋转。例如,从喷嘴(nozzle)朝向该基板9的朝向上方的主面供给处理液,且对该主面通过处理液进行处理。在处理部61中亦可对基板9通过处理气体进行处理。在处理单元6的一例中,如图2所示,设置有在上下方向层叠的四个处理部61作为层叠单元62,且如图1所示,在中央机械手5的周围配置有四个层叠单元62。处理单元6的上述构成只不过是一例,设置于处理单元6的处理部61的个数及配置亦可做适当变更。
图5是表示控制单元7的功能构成的框图。在图5中亦以方块来图示分度器机械手3、中央机械手5、第一反转部41a、第二反转部41b及多个处理部61。控制单元7具备控制部71、输出输入部72及存储部73。输出输入部72接受来自操作者的输入并且通过往显示器(display)的显示等来进行对操作者的通知。存储部73存储各种信息。控制部71具备排程规划(scheduling)部711及处理指令部712。排程规划部711基于来自操作者的输入而对处理对象的多个基板9规划分度器机械手3、中央机械手5、第一反转部41a、第二反转部41b及多个处理部61中的动作的时序(timing)。处理指令部712按照通过排程规划部711规划的动作时序来对分度器机械手3、中央机械手5、第一反转部41a、第二反转部41b及多个处理部61输出指令信号并且接收来自这些构件的完成回应等。在基板处理装置1中,通过控制部71来控制分度器机械手3、中央机械手5、第一反转部41a、第二反转部41b及多个处理部61的动作。
图6是表示背面处理动作的流程的图。背面处理动作是用以对基板9的背面通过处理部61进行处理的一系列的动作。以下,着眼于一个基板9(以下称为“目标基板(targetsubstrate)9”)并针对背面处理动作加以说明。在基板处理装置1中,虽然基于通过排程规划部711规划的动作时序彼此并行地进行对多个基板9的背面处理动作,但是有关对多个基板9的背面处理动作将于后述。
在背面处理动作中,首先,通过处理指令部712来确认将第一反转部41a和第二反转部41b的哪一个利用于未处理的目标基板9的反转。在利用第一反转部41a的情况下(步骤S11),通过分度器机械手3来取出收纳容器C内的目标基板9(未处理的基板9)且插入于第一反转部41a的送出槽42(步骤S12a)。此时,第一反转部41a成为送出槽42位于下侧的送出姿势。在第一反转部41a中使槽支撑部44反转。由此,第一反转部41a就会成为送出槽42位于上侧的取入姿势并且目标基板9会被反转(步骤S13a)。如已述,在收纳容器C中在使图案面朝向上方的状态下收纳有目标基板9,而在反转后的目标基板9中使背面朝向上方。通过中央机械手5来取出送出槽42的目标基板9且搬入至任一个处理部61(步骤S14a)。然后,在该处理部61中对朝向上方的背面通过处理液等进行处理(步骤S15)。
另一方面,在步骤S11中,在通过处理指令部712确认利用第二反转部41b的情况下,通过分度器机械手3来使收纳容器C内的目标基板9插入于第二反转部41b的送出槽42(步骤S12b)。此时,第二反转部41b成为送出槽42位于下侧的送出姿势。在第二反转部41b中使槽支撑部44反转。由此,第二反转部41b就会成为送出槽42位于上侧的取入姿势并且目标基板9会被反转(步骤S13b)。通过中央机械手5来取出送出槽42的目标基板9且被搬入至任一个处理部61(步骤S14b)。然后,在该处理部61中对朝向上方的背面通过处理液等进行处理(步骤S15)。
当处理部61中的处理完成时,通过处理指令部712来确认在处理完毕的目标基板9的反转中是利用第一反转部41a和第二反转部41b的哪一个。在利用第一反转部41a的情况下(步骤S16),通过中央机械手5来取出处理部61内的目标基板9(处理完毕的基板9)且插入于第一反转部41a的取入槽43(步骤S17a)。此时,第一反转部41a成为取入槽43位于下侧的取入姿势。在第一反转部41a中使槽支撑部44反转。由此,第一反转部41a就会成为取入槽43位于上侧的送出姿势并且目标基板9会被反转(步骤S18a)。在反转后的目标基板9中使图案形成面朝向上方。通过分度器机械手3来取出取入槽43的目标基板9且送回至收纳容器C内(步骤S19a)。此外,目标基板9亦可被送回至与未处理时被收纳的收纳容器C不同的收纳容器C。
另一方面,在步骤S16中,在通过处理指令部712确认是利用第二反转部41b的情况下,通过中央机械手5来取出处理部61内的目标基板9且插入于第二反转部41b的取入槽43(步骤S17b)。此时,第二反转部41b成为取入槽43位于下侧的取入姿势。在第二反转部41b中使槽支撑部44反转。由此,第二反转部41b就成为取入槽43位于上侧的送出姿势并且目标基板9会被反转(步骤S18b)。通过分度器机械手3来取出取入槽43的目标基板9且送回至收纳容器C内(步骤S19b)。
有关上述步骤S11,在排程规划部711中,原则上以收纳容器C内的目标基板9能够更快地搬运至处理部61的方式来选择第一反转部41a和第二反转部41b中的一个。如已述,分度器机械手3将基板9插入于送出姿势的第一反转部41a与第二反转部41b的送出槽42。从而,例如在第一反转部41a处于送出姿势且基板9并未被插入于送出槽42、第二反转部41b处于取入姿势且基板9并未被插入于取入槽43的状态下,选择第一反转部41a。由此,分度器机械手3能够将基板9立即插入于送出槽42。
另外,在第一反转部41a处于送出姿势且基板9已插入于送出槽42、第二反转部41b处于取入姿势且基板9已插入于取入槽43的状态下,选择第二反转部41b。在此情况下,假设在利用第一反转部41a时,需要等待第一反转部41a的反转动作、通过中央机械手5进行的基板9的取出以及第一反转部41a的反转动作。另一方面,在利用第二反转部41b的情况下,只要仅等待第二反转部41b的反转动作,分度器机械手3就能够将基板9插入于送出槽42。
有关上述步骤S16,在排程规划部711中,原则上以处理部61内的目标基板9能够更快地搬运至收纳容器C的方式来选择第一反转部41a和第二反转部41b中的一个。如已述,中央机械手5将基板9插入于取入姿势的第一反转部41a与第二反转部41b的取入槽43。从而,例如在第一反转部41a处于送出姿势且基板9并未被插入于送出槽42、第二反转部41b处于取入姿势且基板9并未被插入于取入槽43的状态下,选择第二反转部41b。由此,中央机械手5能够将基板9立即插入于取入槽43。
如以上,在较佳的排程规划部711中,可基于各个反转部41a、41b的姿势以及各个反转部41a、41b有无保持基板9等,来选择能更快地搬运目标基板9的第一反转部41a与第二反转部41b。
如图7所示,在实际的基板处理装置1中,对处理对象的多个基板9进行背面处理动作(步骤S21)。此时,如后述,与对一个基板9的背面处理动作部分并行,对收纳容器C内的其他未处理的基板9进行背面处理动作。另外,在全部的处理部61中处理基板9且应等待任一个处理部61中的处理的完成并往该处理部61搬运的未处理的基板9存在于收纳容器C内的高运转状态中,在预定的空反转条件成立的情况下,进行第一反转部41a或第二反转部41b的空反转(步骤S22)。本实施方式中的空反转除了特别说明的情况,是指将在送出槽42及取入槽43未插入基板9且处于取入姿势的第一反转部41a或第二反转部41b切换为送出姿势的动作。有关空反转条件将于后述。然后,当对处理对象的全部基板9的背面处理动作结束时,完成基板处理装置1中的多个基板9的处理(步骤S23)。
接着,针对对多个基板9的背面处理动作中的各个构成要素的动作时序(亦即通过排程规划部711规划的动作时序)加以详细说明。图8是表示高运转状态的基板处理装置1中的时序的图。在图8(以及后述的图9至图14)中,ST是表示容器载置部2,IR表示分度器机械手3,RVP1表示第一反转部41a,RVP2表示第二反转部41b,CR表示中央机械手5,SPIN1至SPIN6表示第一处理部61至第六处理部61。在此,为了便于图示,仅表示六个处理部61。方块内所示的英文字母(alphabet)用以识别容器载置部2、分度器机械手3、第一反转部41a、第二反转部41b、中央机械手5、第一处理部61至第六处理部61中的成为动作的对象的基板9。
ST与IR之间的箭头表示容器载置部2与分度器机械手3之间的基板9的授受,IR与RVP1或RVP2之间的箭头表示分度器机械手3与第一反转部41a或第二反转部41b之间的基板9的授受。RVP1或RVP2与CR之间的箭头表示第一反转部41a或第二反转部41b与中央机械手5之间的基板9的授受,CR与SPIN1至SPIN6之间的箭头表示中央机械手5与第一处理部61至第六处理部61之间的基板9的授受。RVP1及RVP2中的方块的下侧所示的“REVERSE”表示第一反转部41a及第二反转部41b中的反转动作。SPIN1至SPIN6中的方块的下侧所示的“PROCESS”表示第一处理部61至第六处理部61中的处理的开始。
图9是表示高运转状态中的第一反转部41a及第二反转部41b的动作的图。在图9中,对各个反转部41a、41b(RVP1或RVP2)的两个取入槽43标注“1”及“2”的编号且对两个送出槽42标注“3”及“4”的编号。另外,在表示反转动作的箭头A1(对一个箭头标注附图标记A1a)的左侧以编号来表示即将反转动作之前的槽的排列,在箭头A1的右侧以编号来表示刚进行反转动作之后的槽的排列。在后述的图12至图14中亦同样。
在图9中,亦表示在分度器机械手3及中央机械手5中保持基板9的位置(保持部或手部)。IR的右侧所示的Up-Up表示上手部31的上保持部,Lw-Up表示上手部31的下保持部,Up-Lw表示下手部31的上保持部,Lw-Lw表示下手部31的下保持部。另外,CR的右侧所示的Up-Up表示上手部组510的上手部51,Up-Lw表示下手部组510的上手部51,Lw-Up表示上手部组510的下手部51,Lw-Lw表示下手部组510的下手部51。如后述,在分度器机械手3中,未处理的基板9由上手部31或下手部31的下保持部保持,处理完毕的基板9由上手部31或下手部31的上保持部保持。另外,在中央机械手5中,未处理的基板9由上手部组510或下手部组510的下手部51保持,处理完毕的基板9由上手部组510或下手部组510的上手部51保持。
在此,假设处于基板9已被搬入至全部的处理部61且应等待任一个处理部61中的处理的完成并往该处理部61搬运的未处理的基板9存在于收纳容器C内的状态,亦即处于高运转状态。当一部分的处理部61中的基板9的处理接近完成时,容器载置部2上的收纳容器C内的“F”及“G”的未处理的基板9被分度器机械手3取出。此时,“F”及“G”的未处理的基板9通过上手部31的下保持部以及下手部31的下保持部分别保持。
“F”及“G”的未处理的基板9分别被插入于第一反转部41a的“3”及“4”的送出槽42。“3”及“4”的送出槽42位于下侧,第一反转部41a处于送出姿势。“F”及“G”的未处理的基板9通过第一反转部41a的反转动作而反转。另外,“3”及“4”的送出槽42位于上侧,第一反转部41a成为取入姿势。第一反转部41a的“G”及“F”的未处理的基板9被中央机械手5取出。此时,“G”及“F”的未处理的基板9通过上手部组510的下手部51及下手部组510的下手部51分别保持。之后,在上手部组510中,以上手部51取出第一处理部61内的“a”的处理完毕的基板9,且由下手部51保持的“G”的未处理的基板9会被授受至第一处理部61内的夹具部(亦即,“G”的未处理的基板9被搬入至第一处理部61内)。另外,在下手部组510中,以上手部51取出第二处理部61内的“b”的处理完毕的基板9,且由下手部51保持的“F”的未处理的基板9会被搬入至第二处理部61内。由此,在中央机械手5中成为已保持“a”及“b”的处理完毕的基板9的状态。在第一处理部61及第二处理部61中开始处理“G”及“F”的未处理的基板9。
在此,在本实施方式中,在高运转状态中,基板9并未被插入于一个反转部的送出槽42及取入槽43且该一个反转部成为取入姿势,进而未处理的基板被插入于另一个反转部的送出槽42,这成为该一个反转部的空反转条件。通过取出“F”及“G”的未处理的基板9,无论哪一个基板9都未被插入于第一反转部41a的送出槽42及取入槽43且第一反转部41a成为取入姿势。另外,如后述,与第一反转部41a的上述反转动作(“F”及“G”的未处理的基板9的反转动作)并行,使未处理的基板9插入于第二反转部41b的送出槽42。从而,第一反转部41a的空反转条件成立,如图9中的箭头A1a所示,进行第一反转部41a的空反转。由此,第一反转部41a会成为送出姿势。在图8中通过内部标注平行斜线的方块B1来表示空反转。有关空反转后的第一反转部41a的动作将于后述。
在分度器机械手3中,在上述“F”及“G”的未处理的基板9往第一反转部41a搬运之后,取出收纳容器C内的“H”及“I”的未处理的基板9。此时,“H”及“I”的未处理的基板9通过上手部31的下保持部及下手部31的下保持部分别保持。“H”及“I”的未处理的基板9分别被插入于第二反转部41b的“3”及“4”的送出槽42。“3”及“4”的送出槽42位于下侧,第二反转部41b处于送出姿势。“H”及“I”的未处理的基板9通过第二反转部41b的反转动作而反转。另外,“3”及“4”的送出槽42位于上侧,第二反转部41b成为取入姿势。
第二反转部41b的“I”及“H”的未处理的基板9通过中央机械手5的上手部组510的下手部51及下手部组510的下手部51分别保持且取出。此时,中央机械手5通过上手部组510的上手部51及下手部组510的上手部51来保持“a”及“b”的处理完毕的基板9。接着,“a”及“b”的处理完毕的基板9分别被插入于取入姿势的第二反转部41b中的“2”及“1”的取入槽43。如此,可在中央机械手5与第二反转部41b之间进行两个未处理的基板9与两个处理完毕的基板9的交换(以下亦简称为“基板交换”)。
此时,在中央机械手5中,虽然“a”及“b”的处理完毕的基板9以及“I”及“H”的未处理的基板9暂时地被同时保持,但是所有的处理完毕的基板9都是由上手部51保持,所有的未处理的基板9都是由下手部51保持。从而,处理完毕的基板9不会因来自未处理的基板9的粉尘的落下而受污染。另外,亦可防止未处理的基板9的粉尘经由手部51而附着于处理完毕的基板9。而且,在第二反转部41b中,虽然处理完毕的基板9被插入于位于下侧的取入槽43,但是在插入处理完毕的基板9之前可从送出槽42取出未处理的基板9。从而,取入槽43内的处理完毕的基板9不会因来自送出槽42内的未处理的基板9的粉尘的落下而受污染。
之后,“a”及“b”的处理完毕的基板9通过第二反转部41b的反转动作二反转。另外,“1”及“2”的取入槽43位于上侧,第二反转部41b成为送出姿势。在中央机械手5的上手部组510中,取出第三处理部61内的“c”的处理完毕的基板9且“I”的未处理的基板9会被搬入至第三处理部61内。在下手部组510中,取出第四处理部61内的“d”的处理完毕的基板9且“H”的未处理的基板9被搬入至第四处理部61内。由此,在中央机械手5中,成为已保持“c”及“d”的处理完毕的基板9的状态。在第三处理部61及第四处理部61中开始处理“I”及“H”的未处理的基板9。
在分度器机械手3中,与中央机械手5与第二反转部41b之间的上述基板交换并行,取出收纳容器C内的“J”及“K”的未处理的基板9。“J”及“K”的未处理的基板9分别被插入于已通过空反转而成为送出姿势的第一反转部41a的“3”及“4”的送出槽42。“J”及“K”的未处理的基板9通过第一反转部41a的反转动作二反转,并且第一反转部41a成为取入姿势。
第一反转部41a的“K”及“J”的未处理的基板9通过中央机械手5的上手部组510的下手部51及下手部组510的下手部51分别保持且取出。此时,中央机械手5通过上手部组510的上手部51及下手部组510的上手部51来保持“c”及“d”的处理完毕的基板9。接着,“c”及“d”的处理完毕的基板9分别被插入于取入姿势的第一反转部41a中的“2”及“1”的取入槽43。如此,可在中央机械手5与第一反转部41a之间进行两个未处理的基板9与两个处理完毕的基板9的交换(亦即基板交换)。在此,基板交换能够通过事先将第一反转部41a空反转且将两个未处理的基板9投入至第一反转部41a来完成。另外,因为在中央机械手5对第三处理部61及第四处理部61进行存取的期间进行第一反转部41a的上述反转动作(“J”及“K”的未处理的基板9的反转动作),故而在中央机械手5中能够没有过度的等待时间地进行与第一反转部41a之间的基板交换。之后,“c”及“d”的处理完毕的基板9通过第一反转部41a的反转动作而反转。因对“K”及“J”的未处理的基板9之后的动作与已述的未处理的基板9同样,故而省略说明。
另一方面,在第二反转部41b中,完成取入槽43内的“a”及“b”的处理完毕的基板9的反转且第二反转部41b成为送出姿势。收纳容器C内的“L”及“M”的未处理的基板9通过分度器机械手3的上手部31的下保持部及下手部31的下保持部分别保持且分别被插入于送出姿势的第二反转部41b的“3”及“4”的送出槽42。接着,“1”及“2”的取入槽43内的“b”及“a”的处理完毕的基板9通过上手部31的上保持部及下手部31的上保持部保持且送回至收纳容器C。如此,可在分度器机械手3与第二反转部41b之间进行两个未处理的基板9与两个处理完毕的基板9的交换(亦即基板交换)。
此时,在分度器机械手3中,所有的处理完毕的基板9都是由上保持部保持,所有的未处理的基板9都是由下保持部保持。从而,可防止未处理的基板9的粉尘经由手部31而附着于处理完毕的基板9。另外,在第二反转部41b中,虽然“b”及“a”的处理完毕的基板9以及“L”及“M”的未处理的基板9暂时地被同时保持,但是处理完毕的基板9被保持于位于上侧的取入槽43,未处理的基板9被保持于位于下侧的送出槽42。从而,处理完毕的基板9不会因来自未处理的基板9的粉尘的落下而受污染(在第一反转部41a中亦同样)。另外,未处理的基板9被插入于送出槽42,处理完毕的基板9被插入于取入槽43。从而,亦可防止未处理的基板9的粉尘经由槽而附着于处理完毕的基板9。因对“L”及“M”的未处理的基板9之后的动作与已述的未处理的基板9同样,故而省略说明。
另外,在第一反转部41a中,如已述地进行取入槽43内的“c”及“d”的处理完毕的基板9的反转且第一反转部41a成为送出姿势。在分度器机械手3中,使收纳容器C内的“N”及“O”的未处理的基板9分别插入于第一反转部41a的两个送出槽42。此时,与分度器机械手3将“a”及“b”的处理完毕的基板9送回至收纳容器C的上述动作并行地,进行第一反转部41a的上述反转动作(“c”及“d”的处理完毕的基板9的反转动作),由此在分度器机械手3中能够没有过度的等待时间地进行“N”及“O”的未处理的基板9往第一反转部41a的投入。之后,两个取入槽43内的“c”及“d”的处理完毕的基板9会被送回至收纳容器C。如此,可在分度器机械手3与第一反转部41a之间进行两个未处理的基板9与两个处理完毕的基板9的交换(亦即基板交换)。因对“N”及“O”的未处理的基板9之后的动作与已述的未处理的基板9同样,故而省略说明。
图10是表示刚开始对多个基板9的背面处理动作之后的时序的图。如图10所示,在刚开始对多个基板9的背面处理动作之后,需要对多个处理部61依顺序搬入收纳容器C内的未处理的基板9。在该情况下,在各个反转部41a、41b中反转未处理的基板9且取出该未处理的基板9之后,如在内部附记平行斜线的方块B2所示,进行空反转。同样地,在即将结束对多个基板9的背面处理动作之前,需要将处理完毕的基板9依顺序从多个处理部61送回至收纳容器C内。在此情况下,亦会在各个反转部41a、41b中反转处理完毕的基板9且取出该处理完毕的基板9之后进行空反转。另一方面,图8中的方块B1所示的空反转在高运转状态中按照空反转条件进行,且与刚开始对多个基板9的背面处理动作之后以及即将结束对多个基板9的背面处理动作之前进行的上述空反转不同。
高运转状态中的空反转条件只要是通过进行第一反转部41a或第二反转部41b的空反转而能提升基板处理装置1中的产能(throughput)的条件即可,亦可为参照图8及图9所说明的空反转条件以外的条件。例如,优选在能够通过进行第一反转部41a或第二反转部41b的空反转而在分度器机械手3与该第一反转部41a及第二反转部41b之间、或中央机械手5与该第一反转部41a及第二反转部41b之间进行两个未处理的基板9与两个处理完毕的基板9的交换(亦即基板交换)的情况下,进行空反转。
作为一例,优选在高运转状态中,第一反转部41a及第二反转部41b双方并未保持未处理的基板9且双方的第一反转部41a与第二反转部41b处于取入姿势的情况下,进行至少一个的反转部41a、41b的空反转。在空反转之后,未处理的基板9被插入于该反转部41a、41b的送出槽42且进一步进行该反转部41a、41b的反转动作,由此,该反转部41a、41b会在已保持未处理的基板9的状态下成为取入姿势。如上述,在并未保持未处理的基板9的双方的反转部41a、41b处于取入姿势的情况下,可认为是中央机械手5保持未处理的基板9并对处理部61进行存取且从处理部61搬出处理完毕的基板9。虽然在反转部41a、41b中的反转动作上需要某程度的时间,但是通过在中央机械手5对处理部61进行存取的期间事先将第一反转部41a或第二反转部41b在已保持未处理的基板9的状态下设为取入姿势,能够没有过度的等待时间地进行上述处理完毕的基板9与未处理的基板9的交换。
接着,针对省略第一反转部41a和第二反转部41b中的一个且仅使用一个反转部的比较例的基板处理装置来叙述。在比较例的基板处理装置中的反转部中未区别送出槽42与取入槽43。另外,未处理的基板9通过分度器机械手3而被插入于下侧的两个槽,处理完毕的基板9通过中央机械手5而被插入于下侧的两个槽。
图11是表示比较例的基板处理装置中的时序的图,图12是表示反转部的动作的图。图11及图12分别对应于图8及图9。另外,图11及图12中的RVP表示上述一个反转部。在比较例的基板处理装置中,分度器机械手3及中央机械手5等待反转部的动作完成的时间会变长且整体的运转率会降低。另外,在反转部中,因供未处理的基板9插入的槽与供处理完毕的基板9插入的槽未被区别,故而有未处理的基板9的粉尘会经由槽而附着于处理完毕的基板9的可能性。
相对于此,在图1的基板处理装置1中,设置有两个反转部41a、41b。由此,相比比较例的基板处理装置,分度器机械手3及中央机械手5可以缩短(消除)等待第一反转部41a与第二反转部41b的动作完成的时间,可以提升运转率。在一例中,可以实现与不进行基板9的反转的情况大致同等的运转率。另外,各个反转部41a、41b具备:送出槽42,供未处理的基板9插入;以及取入槽43,供处理完毕的基板9插入。由此,可以抑制未处理的基板9的粉尘经由槽附着于处理完毕的基板9而使处理完毕的基板9受污染。
另外,在高运转状态中,在送出槽42及取入槽43未插入基板9且处于取入姿势的第一反转部41a或第二反转部41b,会在预定的条件下通过空反转而被设为送出姿势。然后,未处理的基板9会通过分度器机械手3而被插入于已被设为送出姿势的该反转部41a、41b的送出槽42。如此,在高运转状态中进行未插入基板9的第一反转部41a或第二反转部41b的反转(空反转),由此可以在该反转部41a、41b与中央机械手5之间进行未处理的基板9与处理完毕的基板9的交换,可以高效地处理多个基板9。
较佳为:在高运转状态中,在基板9并未被插入于第一反转部41a及第二反转部41b中的一个反转部的送出槽42及取入槽43且该一个反转部已成为取入姿势,进而未处理的基板9被插入于另一个反转部的送出槽42的情况下,该一个反转部会通过空反转而被设为送出姿势。由此,可以在该一个反转部41a、41b与中央机械手5之间进行未处理的基板9与处理完毕的基板9的交换,可以高效地处理多个基板9。
在基板处理装置1中,送出槽42在各个反转部41a、41b的送出姿势中位于取入槽43的下方。由此,可以防止处理完毕的基板9在送出姿势的该反转部41a、41b中被配置于未处理的基板9的下方,并抑制处理完毕的基板9因未处理的基板9而受污染。此外,在各反转部41a、41b在未处理的基板9已被插入于送出槽42的状态下成为取入姿势的情况下,通过中央机械手5来取出送出槽42的未处理的基板9之后,处理完毕的基板9会被插入于取入槽43。由此,可以防止处理完毕的基板9在取入姿势的反转部41a、41b中被配置于未处理的基板9的下方,抑制处理完毕的基板9因未处理的基板9而受污染。
在各个反转部41a、41b中,在基板9已进入于送出槽42及取入槽43双方的状态中,禁止反转机构45的反转动作。由此,可以防止处理完毕的基板9因反转动作而被配置于未处理的基板9的下方。
在各个反转部41a、41b中,送出槽42及取入槽43各自的个数亦可为两个以外。在图13中表示送出槽42及取入槽43各自的个数为一个的情况,在图14中表示送出槽42及取入槽43各自的个数为四个的情况。即便是在图13及图14的例中仍是在高运转状态中,在基板9并未被插入于第一反转部41a(RVP1)的送出槽42及取入槽43且第一反转部41a成为取入姿势,进而未处理的基板9被插入于第二反转部41b的送出槽42的情况下,第一反转部41a的空反转条件会成立。由此,进行第一反转部41a的空反转(参照箭头A1a的反转动作)。结果,可以在该第一反转部41a与中央机械手5之间进行未处理的基板9与处理完毕的基板9的交换,高效地处理多个基板9。第二反转部41b的空反转条件成立的情况亦为同样。
虽然在上述处理例中对多个基板9进行背面处理动作,但是在基板处理装置1中,亦可在处理部61中使基板9的图案面朝向上方并对图案面通过处理液等进行处理。在用以对基板9的图案面通过处理部61进行处理的一系列的动作(以下称为“图案面处理动作”)中,未处理的基板9通过分度器机械手3而被插入于第一反转部41a或第二反转部41b的送出槽42,且在该反转部41a、41b中不进行反转动作地通过中央机械手5来取出该未处理的基板9。该未处理的基板9被搬入至任一个处理部61。另外,在处理部61中已对图案面进行处理的基板9亦即处理完毕的基板9通过中央机械手5取出且被插入于第一反转部41a或第二反转部41b的取入槽43。然后,在该第一反转部41a与第二反转部41b中不进行反转动作地通过分度器机械手3来取出该处理完毕的基板9且送回至收纳容器C。
在基板处理装置1中亦可混合进行图案面处理动作和背面处理动作。在该情况下,在高运转状态中,在对接着应往处理部61搬运的未处理的基板9进行背面处理动作的情况下,较佳是通过空反转来将基板9并未被插入于送出槽42及取入槽43且处于取入姿势的第一反转部41a或第二反转部41b设为送出姿势。在已被设为送出姿势的该反转部41a、41b的送出槽42通过分度器机械手3插入有该未处理的基板9且进行该反转部41a、41b的反转动作。由此,可以在该反转部41a、41b与中央机械手5之间,进行背面已朝向上方的未处理的基板9与背面或图案面已朝向上方的处理完毕的基板9的交换,可以高效地处理多个基板9。
在上述基板处理装置1中能够进行各种的变化。
在基板处理装置1中,亦可使取入槽43在各个反转部41a、41b的取入姿势中位于送出槽42的上方。由此,可以防止处理完毕的基板9在取入姿势的反转部41a、41b中被配置于未处理的基板9的下方,抑制处理完毕的基板9受污染。此外,在各个反转部41a、41b在处理完毕的基板9已被插入于取入槽43的状态下成为送出姿势的情况下,亦即在取入槽43在送出姿势中位于送出槽42的下方的情况下,较佳是在取入槽43的处理完毕的基板9被分度器机械手3取出之后,未处理的基板9才被插入于送出槽42。由此,可以防止处理完毕的基板9在送出姿势的反转部41a、41b中被配置于未处理的基板9的下方,抑制处理完毕的基板9受污染。
另外,在各个反转部41a、41b中的送出姿势及取入姿势中,例如送出槽42和取入槽43亦可配置于在水平方向上分离的位置。在反转部41a、41b中的送出姿势中,亦可在与分度器机械手3插入未处理的基板9建立对应关系的任意位置,配置有送出槽42,在反转部41a、41b中的取入姿势中,亦可在与通过中央机械手5插入处理完毕的基板9建立对应关系的任意位置,配置有取入槽43。
在基板处理装置1中进行处理的基板未被限定于半导体基板,亦可为玻璃基板或其他基板。另外,基板处理装置1亦可用于与圆板状不同的外形的基板的处理中。
上述实施方式及各个变化例中的构成只要不相互矛盾亦可做适当组合。
虽然已详细描写并说明本发明,但是已述的说明为例示而非为限定。从而,可谓只要不脱离本发明的范围仍能够有多种变化或方式。
【附图标记的说明】
1 基板处理装置
2 容器载置部
3 分度器机械手
5 中央机械手
6 处理单元
9 基板
41a 第一反转部
41b 第二反转部
42 送出槽
43 取入槽
45 反转机构
61 处理部
71 控制部
C 收纳容器
S11、S12a~S14a、S12b~S14b、S15、S16、S17a~S19a、S17b~S19b、S21~S23 步骤
- 基板用清洗件、基板清洗装置、基板处理装置、基板处理方法以及基板用清洗件的制造方法
- 基板液处理装置、基板液处理方法以及基板处理装置