瓶体吹塑合模装置
文献发布时间:2023-06-19 10:06:57
技术领域
本发明涉及一种瓶体吹塑合模装置。
背景技术
吹瓶机是一种将瓶胚经过吹塑工艺吹制成瓶体的机器。现有的吹瓶机的工艺流程是瓶坯上料、加热瓶坯、模具成型和下料,在机械化生产的今天,采用机械手进行瓶胚上料,利用机械手抓住瓶胚进行加热,然后用机械手将瓶胚放入模具中进行吹塑,最后脱模下料,全部使用机械手操作,其电气控制以及机械设计复杂,并且劳动效率低下(单一转运,转运过程长造成的),现在还没有一种连续进行吹塑和成瓶效率高的吹瓶机。
对于瓶坯的瓶嘴具有螺纹(已制作好)的瓶型,很难实现连续化吹塑成型,现有技术中,是采用机械手单个放置在成型模具上,单个吹塑,然后取出,其劳动效率低,并且成型质量难以保证。
发明内容
本发明要解决的技术问题是提供一种瓶体吹塑合模装置,使用该瓶体吹塑成型装置实现瓶体的连续吹塑成型,并且瓶体成型质量高和劳动效率高。
为解决上述技术问题,本发明所提供的瓶体吹塑合模装置,包括连接在吹瓶机机架上的成型模,其特征是:所述成型模由连接在吹瓶机机架上的左模、相对于左模设置的右模和位于左模和右模下方的底模组成,所述右模滑动连接在吹瓶机机架上,吹瓶机机架上装有驱使右模靠近和远离左模的合模动力机构,吹瓶机机架上还装有驱使底模上下滑移的底模动力机构,成型模内卡装有能进出成型模的滑动托架,滑动托架上装有向下伸出的两个瓶坯夹持筒,瓶坯夹持筒的下部设有能夹持瓶嘴部的夹持装置且瓶坯夹持筒夹持的瓶坯能位于成型模的模腔中,所述吹瓶机机架上装有能竖向滑移且能与气源连接的吹气管,吹气管的下端装有能伸入瓶坯夹持筒中的吹嘴。
所述夹持装置包括设置在瓶体夹持筒筒壁下部且沿其环布的多个夹持孔,夹持孔中装有能露出筒壁内表面的顶珠,瓶体夹持筒的筒壁外侧装有对应夹持孔设置的夹持环卡,顶珠和夹持环卡之间装有夹持顶簧。
所述吹气管上套装有吹气转换筒,吹气转换筒一侧装有排气管、另一侧装有能与气源连接的进气管,所述吹气管的侧壁上设有环布的多个进气孔且进气孔能分别与进气管和排气管连通。
所述吹气转换筒的内壁与吹气管外壁之间设置有环腔室,所述吹气管上的进气孔位于环腔室中,所述进气管和排气管的接入端也位于环腔室中。
所述进气管上分别连接有第一充压管和第二充压管,第一充压管和第二充压管上分别连接有用于控制管道通闭的通闭电磁阀和用于连接气源的气源接头。
所述吹嘴包括吹嘴本体,吹嘴本体的外壁上装有外密封圈,吹嘴本体的内壁上设有竖向设置且沿吹嘴本体环布多道凸筋,相邻两道凸筋之间形成导流通道。
所述合模动力机构包括滑动连接在吹瓶机机架上的联动座,联动座的下部装有合模气缸、上部装有能竖向滑移的张紧杆,张紧杆的下端动力连接在合模气缸的活塞杆上,所述张紧杆上铰接有至少一组合模连杆,一组合模连杆包括分别向两侧伸出的两根联动杆,右侧的联动杆铰接在吹瓶机机架上、左侧的联动杆铰接在右模上,所述吹瓶机机架上装有能弹性阻止左模滑移的弹性压力装置。
所述弹性压力装置包括连接在吹瓶机机架上的顶压柱,所述左模通过导柱连接在吹瓶机机架上,所述顶压柱螺接在吹瓶机机架上其顶压柱与吹瓶机机架之间装有顶压弹簧,所述吹瓶机机架上装有气压顶筒,气压顶筒的左侧的进气端能与气源连接、右端出口顶靠在左模的左侧壁上。
所述吹瓶机机架上装有能使右模滑移平稳且保持直线运行的平衡装置。
所述平衡装置包括转动连接在吹瓶机机架上的平衡轴,所述平衡轴上装有平衡齿轮,所述吹瓶机机架上装有与平衡齿轮啮合的底部平衡齿条,所述右模的两侧分别装有与平衡齿轮啮合的上部平衡齿条。
采用上述结构后,滑动托架会滑移进入和移出成型模,当滑动托架带动瓶坯夹持筒进入成型模后,瓶坯夹持筒中的瓶坯的下部位于成形模中,合模动力机构使成形模合模,吹气管竖向向下滑移,吹气管的下端的吹嘴伸入瓶坯夹持筒中,然后自进气管冲入高压气体,瓶坯会在成型模中成型,合模动力机构打开成型模,吹气管竖向向上滑移回位,瓶体会在滑动托架的带动下滑出,重复上述动作,可以实现瓶体的连续吹塑成型。本发明能自动实现瓶坯进入、吹塑和瓶体运出,因而生产效率高和成型质量好,利用瓶坯夹持筒实现悬吊夹持,并且顶部滑移运行,因而结构相对简单,不再需要复杂的机械手操作,成本大大降低。通过上述第一充压管和第二充压管的结构设置,可以进行两次气压的吹塑工艺,进一步保证瓶体质量。
综上所述,本发明能连续实现瓶体的吹塑成型,具有成型质量高、生产成本低和劳动效率高的优点。
附图说明
下面结合附图对本发明作进一步的说明:
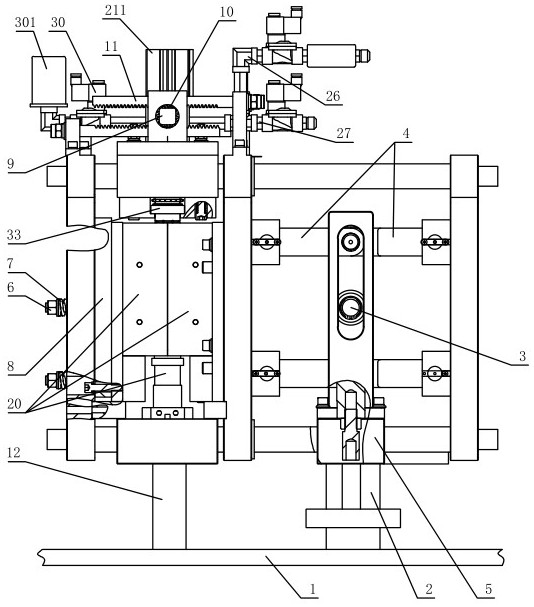
图1为本发明一种实施例的结构示意图;
图2为图1俯视方向的结构示意图;
图3为图1的立体结构示意图;
图4为图1实施例中合模状态下吹气管与成型模的结构示意图;
图5为图1实施例中吹气管、进气管与排气管连接的结构示意图;
图6为图2的立体结构示意图;
图7为瓶体夹持筒连接在滑动托架上的结构示意图;
图8为图7中A区放大的结构示意图;
图9为图1实施例中瓶体吹塑时的结构示意图。
具体实施方式
参照附图,本发明提供了一种瓶体吹塑合模装置,为方便描述,本实施例中的横向指的是图1中垂直于纸面的方向,纵向指的是图1中纸面的左右方向,纵向的左侧为该机的前部,并且,下述的连接以及安装可以理解为直接连接,也可以理解为间接连接,间接连接的意思是指可以通过中间部件进行两个部件之间的连接或安装。
参考图1至图4所示,本发明提供的瓶体吹塑合模装置,包括连接在吹瓶机机架1上的成型模20,成型模20由固定设置的左模、相对左模设置的右模以及位于左模和右模下方的底模组成,由专门的动力机构驱动右模向左滑移、底模向上滑移,从而形成闭合的成型模,反之实现开模,其具体的开模以及合模的结构如下所述,吹瓶机机架上装有底模气缸12,上述底模滑动连接在吹瓶机机架上,底模的下部动力连接在底模气缸12的活塞杆上,所述右模滑动连接在吹瓶机机架上,吹瓶机机架上装有驱使右模靠近和远离左模的合模动力机构,吹瓶机机架上还装有驱使底模上下滑移的底模动力机构,所述合模动力机构包括滑动连接在吹瓶机机架1上的联动座5,联动座的下部装有合模气缸2、上部装有能竖向滑移的张紧杆3,张紧杆3的下端动力连接在合模气缸2的活塞杆上,所述张紧杆3上铰接有至少一组合模连杆4,一组合模连杆包括分别向两侧伸出的两根联动杆,右侧的联动杆铰接在吹瓶机机架上、左侧的联动杆铰接在右模上,当合模气缸2动作时,拉动张紧杆3向下滑移,两根联动杆逐渐呈水平状态,此时,联动座向左滑移(图1中的左侧),并且会推动右模向左滑移,利用联动杆的自锁功能实现了机械式锁定合模(附图中的状态),防止因气压大小造成的合模不严密问题,当需要开模时,合模气缸动作,从而使张紧杆向上滑移,两根联动杆呈弯折状态,从而拉动右模向右滑移。所述吹瓶机机架1上装有能弹性阻止左模滑移的弹性压力装置,所述弹性压力装置包括连接在吹瓶机机架1上的顶压柱6,所述左模通过导柱连接在吹瓶机机架上,所述顶压柱6螺接在吹瓶机机架上其顶压柱与吹瓶机机架之间装有顶压弹簧7,所述吹瓶机机架1上装有气压顶筒8,气压顶筒8的左侧的进气端能与气源连接、右端出口顶靠在左模的左侧壁上。由于在吹塑过程中,会向成型模的模腔中冲入具有一定压力的气体,因而为了防止左模出现颤动,通过上述顶压弹簧7给予左模一定的预压力,进而抵消其受到的气体压力;并且在本发明中,采用了两次冲压气体(两次吹塑)的工艺,因而设置了上述的气压顶筒,在低压力的吹塑情况下,上述气压顶筒可以不冲入高压气体,在高压力的吹塑情况下,气压顶筒可以冲入高压气体,气压顶筒和上述顶压弹簧7一起抵消高压气体对左模的压力,保证了成型模不会出现泄漏的问题,提高了瓶体的成型质量。
参考图1至图3所示,所述吹瓶机机架1上装有能使右模滑移平稳且保持直线运行的平衡装置。所述平衡装置包括转动连接在吹瓶机机架1上的平衡轴9,所述平衡轴9上装有平衡齿轮10,所述吹瓶机机架1上装有与平衡齿轮啮合的底部平衡齿条,所述右模的两侧分别装有与平衡齿轮10啮合的上部平衡齿条11,右模在动力驱动下合模的过程中,带动上部平衡齿条滑移,在平衡齿轮的啮合下,两侧的移动距离会达到完全的同步,因而可以保证右模的滑移稳定性,并且保证右模和左模完全贴合,进一步保证了瓶体的成型质量。
参考图1至图6所示,所述成型模20内卡装有能进出成型模的滑动托架32,滑动托架32上装有向下伸出的两个瓶坯夹持筒33,瓶坯夹持筒33的下部设有能夹持瓶嘴部的夹持装置且瓶坯夹持筒夹持的瓶坯能位于成型模的模腔中,所述夹持装置包括设置在瓶坯夹持筒33筒壁下部且沿其环布的多个夹持孔34,夹持孔34中装有能露出筒壁内表面的顶珠35,夹持孔34由两段孔组成,靠近筒壁内表面的一段夹持孔为锥形孔、远离筒壁内表面的一段夹持孔为直孔,直孔的直径不小于顶珠的直径,锥形孔的最小直径小于顶珠的直径且锥形孔的小孔端位于筒壁内表面上,瓶坯夹持筒33的筒壁外侧装有对应夹持孔设置的夹持环卡36,顶珠和夹持环卡之间装有夹持顶簧37,瓶坯在其他(例如上坯装置)动力机构的驱动下可以自下向上伸入瓶坯夹持筒33中,瓶坯的瓶嘴部会伸入,瓶嘴部的外表面受到顶珠35的弹性挤压从而卡住瓶坯,使整个瓶坯悬吊在瓶坯夹持筒33的下部,瓶坯的下部会位于成型模的模腔中,这种设置的好处在于,可以使瓶坯吹塑成型的时候有效保护瓶嘴,并且由瓶坯夹持筒带动瓶坯运行。
参考图4至图6以及图9所示,所述吹瓶机机架1上装有能竖向滑移的吹气管21,具体来说,吹瓶机机架1上连接有吹气动力气缸211,吹气动力气缸211的活塞杆连接上述吹气管,从而可以带动吹气管21的上下滑移,吹气管21的下端装有能伸入瓶坯夹持筒33中的吹嘴22,所述吹气管21上套装有吹气转换筒23,吹气转换筒23一侧装有排气管24、另一侧装有能与气源连接的进气管25,所述吹气管21的侧壁上设有环布的多个进气孔且进气孔能分别与进气管和排气管连通,具体来说,所述吹气转换筒23的内壁与吹气管外壁之间设置有环腔室231,所述吹气管21上的进气孔位于环腔室中,所述进气管和排气管的接入端也位于环腔室中,当需要吹塑时,气体自进气管进入后先进入环腔室,然后再通过进气孔最后排入吹气管中,由吹嘴吹出。如若一次高压进行吹塑,瓶体成型质量难以保证,因而本发明中,所述进气管25上分别连接有第一充压管26和第二充压管27,第一充压管26和第二充压管27上分别连接有用于控制管道通闭的通闭电磁阀28和用于连接气源的气源接头29,第一充压管26可以冲入高压气体,第二充压管27可以冲入低压气体,当吹塑工艺进行时,先由第二充压管27上的通闭电磁阀打开,关闭第一充压管上的通闭电磁阀,第二充压管27进入的低压气体进入吹气管21中,从而对瓶坯进行吹塑,第一次吹塑完成后,同样的道理,关闭第二充压管上的通闭电磁阀,打开第一充压管上的通闭电磁阀,利用第一充压管的高压气体进行二次吹塑,从而保证了瓶体的成型质量。在每次吹塑成型工艺中,带有压力的气体会自排气管排出,所述排气管24上装有排气电磁阀30,排气管的末端装有消音器301。所述吹嘴22包括吹嘴本体,吹嘴本体的外壁上装有外密封圈221,吹嘴本体的内壁上设有竖向设置且沿吹嘴本体环布多道凸筋,相邻两道凸筋之间形成导流通道,采用上述结构,可以形成气流的导流,进一步保证瓶体的成型质量。
本发明不受上述实施例的限制,在本技术领域人员来说,基于本发明上具体结构的等同变化以及部件替换皆在本发明的保护范围内。
- 瓶体吹塑合模装置
- 一种食品塑料瓶吹塑机的开合模装置