一种刮板输送机中部槽的陶瓷强化中板及其制造方法
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及煤矿机械技术领域,具体来说涉及一种刮板输送机中部槽的陶瓷强化中板,同时还涉及刮板输送机中部槽的陶瓷强化中板的制造方法。
背景技术
刮板输送机是一种挠性牵引机构的连续输送机械,是为采煤工作面和采区巷道运煤布置的机械。它的牵引构件是刮板链,承载装置是中部槽。
刮板输送机的工作原理为:将敞开的槽体,作为煤炭、矸石或物料等的承受件,将刮板固定在链条上组成刮板链,作为牵引构件。当机头传动部启动后,带动机头轴上的链轮旋转,使刮板链循环运行带动物料沿着槽体移动,直至到机头部卸载。刮板链绕过链轮作无级闭合循环运行,完成物料的输送。
目前刮板输送机的中部槽中板主要采用轧制耐磨钢板或耐磨合金堆焊钢板制造。中部槽中板主要的失效方式是其与刮板链发生干摩擦引起的粘着磨损,刮板链工作时,与中板的链条滑道部分发生干摩擦,由于传统中部槽中板采用金属耐磨材料制作,而刮板链也是金属锻件制作,而两个均是金属材质的摩擦副发生干摩擦时极易产生粘着磨损;同时,由于刮板输送机工作时众多的刮板链是不停的做闭合循环运行,导致中部槽中板的粘着磨损在极短工作时间内就非常严重。另外,在刮板输送机工作时中部槽中板还承受大量煤块产生的磨粒磨损。由于工况复杂、磨损剧烈、耐磨寿命短,中部槽中板与刮板输送机其他部件的使用寿命不匹配,传统耐磨金属中部槽中板的耐磨寿命问题已经成为延长刮板输送机工作周期、提高生产效能的瓶颈,是当前亟待解决的技术难题。
发明内容
本发明的目的在于克服上述缺点而提供的一种能有效提高抗粘着磨损性能和抗磨粒磨损性能的刮板输送机中部槽的陶瓷强化中板。
本发明另一目的在于提供刮板输送机中部槽的陶瓷强化中板的制造方法。
本发明的一种刮板输送机中部槽的陶瓷强化中板,包括铲板槽帮、挡板槽帮、中板、封底板、条状抗磨陶瓷、耐磨陶瓷,铲板槽帮、挡板槽帮、中板和封底板组成刮板输送机中部槽,其中:条状抗磨陶瓷沿链条滑道顺向排列镶嵌在中板中部链条滑道的位置;耐磨陶瓷镶嵌在中板中部链条滑道以外的位置,排列方向与链条滑道垂直。
上述的一种刮板输送机中部槽的陶瓷强化中板,其中:条状抗磨陶瓷与链条滑道呈0~45°的小角度范围顺向排列。
上述的一种刮板输送机中部槽的陶瓷强化中板,其中:耐磨陶瓷与链条滑道呈45~90°的大角度范围方向排列。
上述的一种刮板输送机中部槽的陶瓷强化中板,其中:耐磨陶瓷为圆柱形、条形陶瓷或方块状陶瓷。
上述的一种刮板输送机中部槽的陶瓷强化中板,其中:条状抗磨陶瓷和耐磨陶瓷的表面硬度>HRA85。
本发明的一种刮板输送机中部槽的陶瓷强化中板制造方法,包括以下步骤:
(1)将条状抗磨陶瓷熔铸或开孔粘结在中板中部链条滑道部位,条状抗磨陶瓷与链条滑道呈0~45°的小角度范围顺向排列;
(2)将耐磨陶瓷钻孔粘结或熔铸在中板中部链条滑道以外,与链条滑道呈45~90°的大角度范围方向排列。
本发明的与现有技术相比,具有明显的有益效果,从以上技术方案可知:
本发明是通过将条状抗磨陶瓷与链条滑道呈0~45°的小角度范围纵向排列镶嵌在链条滑道的位置,陶瓷强化中板与刮板链组成不同材质的陶瓷-金属摩擦副,有效解决传统金属中板极易发生的粘着磨损问题;条状抗磨陶瓷和耐磨陶瓷22的表面硬度>HRA85,这也直接提高了中板的抗磨损能力;中板上链条滑道部位的结构为条状抗磨陶瓷与链条滑道方向呈0~45°夹角范围的纵向排列,这种与链条滑道方向呈小角度排列的结构,其运动阻力小,有助于刮板链在中板滑道上的滑行,降低中板、刮板链之间的磨损;同时,由于抗磨陶瓷是镶嵌在金属中的,高强度的金属可以保护条状抗磨陶瓷抵挡和缓冲刮板链和煤块在运行中对中板链条滑道的冲击;中板链条滑道以外的结构为耐磨陶瓷块状、条状或圆柱形陶瓷,方向与链条滑道的夹角范围为45~90°呈大角度横向排列,这种大角度排列结构的运动阻力大,有利于陶瓷材料抵抗煤块对中板的磨粒磨损。综上,本发明的一种刮板输送机中部槽的陶瓷强化中板,有效的提高了抗粘着磨损性能和抗磨粒磨损性能,其结构简单、效果显著、成本低,可满足恶劣工况、耐磨寿命优于传统金属耐磨材料,提高了中部槽中板使用寿命。
本发明的具体实施方式由以下实施例及其附图详细给出。
附图说明
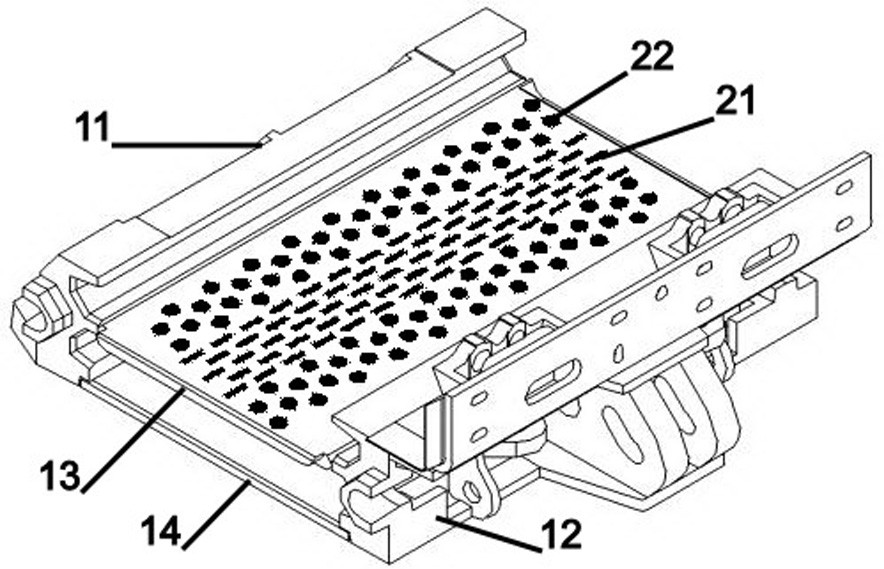
图1为实施例1的结构示意图:
图2为实施例2的结构示意图:
图3为实施例3的结构示意图:
图4为实施例4的结构示意图。
图中标识:
11、铲板槽帮;12、挡板槽帮;13、中板;14、封底板;21、条状抗磨陶瓷;22、耐磨陶瓷。
具体实施方式
以下结合附图及较佳实施例,对依据本发明提出的一种刮板输送机中部槽的陶瓷强化中板及其制造方法的具体实施方式、结构、特征及其功效,详细说明如后。
实施例1
如图1所示,一种刮板输送机中部槽的陶瓷强化中板,包括铲板槽帮11、挡板槽帮12、中板13、封底板14、条状抗磨陶瓷21、耐磨陶瓷22,铲板槽帮11、挡板槽帮12、中板13和封底板14组成刮板输送机中部槽,其中:条状抗磨陶瓷21沿链条滑道顺向排列镶嵌在中板13中部链条滑道的位置;耐磨陶瓷22镶嵌在中板13中部链条滑道以外的位置,排列方向与链条滑道垂直,耐磨陶瓷22为圆柱形陶瓷。
一种刮板输送机中部槽的陶瓷强化中板其制造方法,包括以下步骤:
(1)将条状抗磨陶瓷21熔铸在中板13中部链条滑道位置上,条状抗磨陶瓷21沿链条滑道顺向排列;
(2)在中板13中部链条滑道以外钻孔,孔的排列方向与链条滑道垂直,用环氧树脂胶粘剂把圆柱形耐磨陶瓷22粘接在孔内即得。
实施例2
如图2所示,一种刮板输送机中部槽的陶瓷强化中板,包括铲板槽帮11、挡板槽帮12、中板13、封底板14、条状抗磨陶瓷21、耐磨陶瓷22,铲板槽帮11、挡板槽帮12、中板13和封底板14组成刮板输送机中部槽,其中:条状抗磨陶瓷21沿链条滑道顺向排列镶嵌在中板13中部链条滑道的位置;耐磨陶瓷22镶嵌在中板13中部链条滑道以外的位置,排列方向与链条滑道方向的夹角为45°,耐磨陶瓷22为条状陶瓷。
一种刮板输送机中部槽的陶瓷强化中板其制造方法,包括以下步骤:
(1)将条状抗磨陶瓷21熔铸在中板13中部链条滑道位置上,条状抗磨陶瓷21沿链条滑道顺向排列;
(2)将条状耐磨陶瓷22,与链条滑道方向的夹角为45°排列熔铸在中板13链条滑道以外的位置即得。
实施例3
如图3所示,一种刮板输送机中部槽的陶瓷强化中板,包括铲板槽帮11、挡板槽帮12、中板13、封底板14、条状抗磨陶瓷21、耐磨陶瓷22,铲板槽帮11、挡板槽帮12、中板13和封底板14组成刮板输送机中部槽,其中:条状抗磨陶瓷21方向与链条滑道方向的夹角为15°顺向排列镶嵌在中板13链条滑道的位置;耐磨陶瓷22呈横向排列镶嵌在中板13链条滑道以外的位置,排列方向与链条滑道垂直,耐磨陶瓷22的外形为六方块状陶瓷方向与链条滑道方向垂直。
一种刮板输送机中部槽的陶瓷强化中板制造方法,包括以下步骤:
(1)将条状抗磨陶瓷21与链条滑道方向的夹角为15°顺向排列熔铸在中板13链条滑道的位置;
(2)在中板13中部链条滑道以外开六方孔,孔的排列方向与链条滑道垂直,用聚氨酯胶粘剂把六方块状耐磨陶瓷22粘接在孔内即得。
实施例4
如图4所示,一种刮板输送机中部槽的陶瓷强化中板,包括铲板槽帮11、挡板槽帮12、中板13、封底板14、条状抗磨陶瓷21、耐磨陶瓷22,铲板槽帮11、挡板槽帮12、中板13和封底板14组成刮板输送机中部槽,其中:条状抗磨陶瓷21与链条滑道方向的夹角为15°顺向排列镶嵌在中板13链条滑道的位置;耐磨陶瓷22呈横向排列镶嵌在中板13链条滑道以外的位置,排列方向与链条滑道垂直,耐磨陶瓷22为条状陶瓷。
一种刮板输送机中部槽的陶瓷强化中板制造方法,包括以下步骤:
(1)在中板13链条滑道位置与链条滑行方向的夹角为15°顺向排列开长条孔,用丙烯酸脂胶粘剂将条状抗磨陶瓷21粘接在孔内;
(2)在中板13链条滑道以外开长条孔,孔的方向与链条滑道方向垂直横向排列,用有机硅胶粘剂将条状耐磨陶瓷22粘接在孔内即得。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,任何未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种刮板输送机中部槽的陶瓷强化中板及其制造方法
- 刮板输送机中部槽磨损修复方法及修复后中部槽中板