一种新型膜电极密封组件及其连续制备封装设备
文献发布时间:2023-06-19 10:27:30
技术领域
本发明涉及燃料电池领域,尤其涉及一种新型膜电极密封组件及其连续制备封装设备。
背景技术
膜电极是质子交换膜燃料电池的核心部件,膜电极的性能直接决定了电池的使用寿命。膜电极生产大致可分为两部分:前段为将催化剂附着在质子交换膜上,形成催化电极,后段将在催化电极的两面分别覆盖阴阳极气体扩散层,组合在一起形成膜电极后再进行封装。
现普遍封装情况是操作工人手工加工生产燃料电池膜电极,即工人将裁切成所需尺寸的膜电极封入密封框中,将膜电极封于两层密封框之中。在加工过程中,为了后续装堆需要,膜电极上下密封框需要严格对齐。此外,质子交换膜由于厚度很薄,且极易吸收空气中的水分导致其变形,因此在组装过程中常常会产生起圈或翻折,使得很难在手工操作的情况下一次成型,对劳动者的操作要求高,效率低下。
现有技术中的专利201210016352.7,其设计了利用上下层在密封框上对应位置施以对位标记,根据阴极对位标记和阳极对未标记在垂直于密封框平面方向上构成图案,以此实现密封框的对位操作。但是该方法需要人工对位,效率比较低,不适合规模化生产,并且在完成对位后的膜电极需要运输至封装设备,例如热压机的过程中,也很容易出现膜电极层与层之间再次偏移甚至散落的现象,导致热压工作无法继续。
并且为了密封框制备连续化,通常是将大批量的密封框的一表面均匀的涂覆一层胶层,在热压过程中,利用密封框上的胶层实现膜电极密封组件的整体热压封装,由于胶层布满密封框,后续无法对胶层进一步处理,导致热压过程中,胶层会溢胶至扩散层有效面上,导致扩散层有效面受损,并且由于密封框在扩散层以及质子交换膜上的具有一定的高度差,在热压设备的热压台对膜电极的热压封装过程中,导致膜电极密封组件的较大变形。
发明内容
为解决现有技术中的问题,本发明的目的是提供一种膜电极密封组件,可以解决封装热压过程中溢胶至扩散层有效面处以及热压时应力较大问题,有效提高封装效果,保证膜电极产品质量;本发明还提供一种膜电极密封组件的连续封装用设备,可以连续制备出上述膜电极密封组件,并且实现连续热压封装,具有较高的封装效率以及智能化控制保证封装过程中膜电极密封组件之间的限位,避免热压错位等不良现象。
为实现上述发明目的,本发明采用以下技术方案:
本发明提供了一种膜电极密封组件,包括膜电极和密封框,所述膜电极由催化层和分别置于催化层两侧面的扩散层构成;所述密封框置于两个扩散层的非涂覆面外,并将模电极密封在内,所述密封框的正中心位置处均设有供扩散层非涂覆面裸露在外的通槽口;所述通槽口的槽口内壁呈倾斜状,通槽口分为上槽口和下槽口,靠近催化电极处为下槽口,且下槽口槽口大于上槽口槽口;所述扩散层与所述通槽口的内壁抵触,所述密封框与膜电极接触的一面均匀阵列设有条状胶面层,所述通槽口的倾斜状槽口内壁上均匀阵列设有点滴状胶层。
本发明还提供了一种膜电极密封组件的连续制备封装设备,包括CCM卷材传送线、上密封框卷材传送线、下密封框卷材传送线,所述上密封框卷材传送线、下密封框卷材传送线互相平行、相对设置,且分别位于CCM卷材传送线的正上方、正下方,所述上密封框卷材传送线、下密封框卷材传送线以及CCM卷材传送线的空间交汇处设置有膜电极密封组件的叠加处理区;所述叠加处理区包括对膜电极密封组件作用的热压机构和成品裁切机构;所述CCM卷材传送线包括多组CCM传送架机构,所述上密封框卷材传送线包括多组上密封框传送架机构,所述下密封框卷材传送线包括多组下密封框传送架机构;
沿CCM卷材传送线的传送方向上依次设有注胶机构和扩散层粘贴装置,所述注胶机构和扩散层粘贴装置位于所述CCM卷材传送线与叠加处理区之间;
所述上密封框卷材传送线、下密封框卷材传送线的进料端处均设有密封框处理区;所述密封框处理区均包括对密封框作用的槽口裁切装置,所述槽口裁切装置包括框形裁切刀片,所述框形裁切刀片呈向外拔膜扩张状,所述拔膜角度为45-60°;所述密封框处理区还包括密封框上胶机构。
本发明进一步设置为:所述上密封框传送架机构和下密封框传送架机构均由步进电机的角度控制实现步进式传送;所述CCM传送架机构由伺服电机控制实现间歇式传送;所述注胶机构、扩散层粘贴装置内均设有对催化电极层中催化层识别的传感器,所述叠加处理区内设有对扩散层识别的传感器。
本发明进一步设置为:所述叠加处理区包括处理台架,所述处理台架内位于上密封框卷材传送线的正上方、下密封框卷材传送线的正下方分别设有对膜电极密封组件作用的升降式上工作台、升降式下工作台;所述热压机构包括分别设置在升降式上工作台、升降式下工作台靠近膜电极密封组件的一面上的加热凸台;所述成品裁切机构为固定在加热凸台四周外壁处的框型刀片组;所述升降式上工作台内设置有传感器,当传感器感应到扩散层时,所述催化电极、扩散层、密封框、加热凸台均处于同一中心位置处。
本发明进一步设置为:所述注胶机构包括注胶台架,所述注胶台架内位于CCM卷材传送线正上方、正下方分别设有升降式上注胶台、升降式下注胶台,所述升降式上注胶台、升降式下注胶台靠近CCM卷材的一面均设有一圈与催化电极中质子交换膜接触的环形出胶软管一;所述升降式上注胶台内也设有传感器,当传感器感应到催化电极中催化层的时,所述催化层位于升降式上注胶台、升降式下注胶台以及环形出胶软管一的正中心位置处。
本发明进一步设置为:所述扩散层粘贴装置包括分别设置在CCM卷材传送线正上方、正下方的上置物台架、下置物台架;所述上置物台架、下置物台架内分别设有供扩散层存储的固定式存储箱、升降式存储箱;所述上置物台架上设有与CCM卷材传送线相通并平行的通料口;所述升降式存储箱设置在通料口的正下方,所述固定式存储箱位于靠近通料口的一侧处;所述上置物台架上位于固定式存储箱的出料口的正上方滑移设有对扩散层作用的真空吸附板,所述真空吸附板可贯穿通料口;所述上置物台架内设有传感器,当传感器感应到催化电极中催化层的时,所述催化层位于通料口、升降式存储箱的正中心位置处。
本发明进一步设置为:所述密封框处理区内均包括支撑台架,所述支撑台架内设有升降式上处理台、升降式下处理台;所述密封框上胶机构包括对密封框非裁切部分注胶的环形出胶软管二;所述槽口裁切装置置于升降式上处理台和升降式下处理台之间,槽口裁切装置还包括供框形裁切刀片嵌置的让刀槽;在上密封框卷材传送线中,所述框形裁切刀片设置在升降式上处理台的底面,所述环形出胶软管二和让刀槽均位于升降式下处理台的顶面;在下密封框卷材传送线中,所述框形裁切刀片设置在升降式下处理台的顶面,所述环形出胶软管二和让刀槽均位于升降式上处理台的底面。
本发明进一步设置为:当所述环形出胶软管二受压变形时,所述环形出胶均位于密封框的外边框与通槽口之间,且环形出胶软管二与密封框、环形出胶软管二与通槽口之间均相距0.8-1.2cm,所述环形出胶软管二上包括阵列设置的条状出胶口以及靠近通槽口处阵列设置的微孔形出胶口,所述微孔形出胶口的孔隙率为30-45%。
本发明进一步设置为:所述叠加处理区以及两个密封框处理区处均设有对落料收集作用的自动收集装置。
本发明进一步设置为:所述自动收集装置包括储料箱以及可平移至储料箱、处理台架、支撑台架正上方处的落料真空吸附台。
与现有技术相比,本发明的有益效果:
1、本发明的密封组件,扩散层处于密封框通槽口的倾斜壁上,可以将扩散层严格密封在膜电极内,这样避免了传统膜电极封装工艺中需要粘贴胶带的繁杂工艺,有效提高了膜电极封装效果。不仅如此,因密封框通槽口存在的倾斜角度,减少了密封框热压时在扩散层以及质子交换膜上的高度差,从而减小膜电极在热压过程中密封框与气体扩散层存在的应力,减少膜电极密封组件热压过程中的变形现象;
2、由于密封框通槽口为倾斜面,在本设备的密封框上胶机构作用下,对密封框表面采用阵列均匀排布的条状胶面层以及在倾斜面的上胶量为点滴状上胶,都可以保证较少的上胶量,从而在热压过程中,胶液可以较好的填满空白区域,同时避免有溢胶至扩散层有效表面的现象进而对膜电极性能造成影响;
3、本发明封装设备分别采用CCM卷材、密封框卷材交错式传送,并利用注胶机构、扩散层粘贴装置、密封框处理区的槽口裁切装置和密封框上胶机构、热压机构、成品裁切机构,利用现有的伺服电机、步进电机、传感器、plc系统等电气元件的智能化控制,实现了膜电极密封组件中催化电极层、扩散层、密封框的分别连续化处理,完成了对膜电极密封组件结构的形成、五合一的初步封装以及热压封装的多道工序的流水化连续处理以及连续运输;解决了质子交换膜燃料电池膜电极在生产过程中不能连续定位封装的问题,有效解决热压工序中膜电极密封组件层与层直接的错位现象,大提高了膜电极的成品率;
4、本申请的密封组件结合本申请的封装设备可以实现对密封框的通槽口以及上胶的连续化处理,替代了传统工艺中先刷胶、再单独裁剪、打通槽口的复杂工艺,简化了密封框制备工艺,并且连续化处理可以保证密封框成品结构性能的一致性,并且可以达到膜电极密封组件的所需结构效果,解决溢胶、应力、错位等问题。
附图说明
图1是膜电极密封组件的整体结构示意图;
图2是本膜电极组件中密封框的结构示意图;
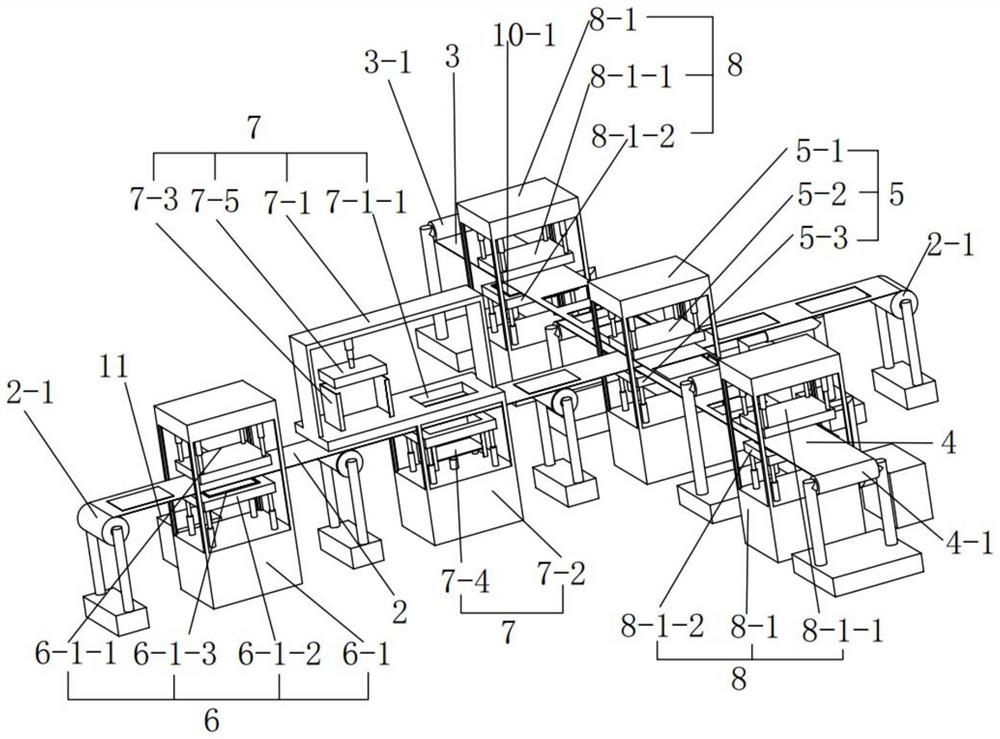
图3是本连续封装用设备的整体结构示意图;
图4是本设备中位于上层密封框卷材传送线上进料端处的密封框处理区内,槽口裁切装置对密封框裁切的截面示意图;
图5是位于下层密封框卷材传送线上进料端处的密封框处理区的结构示意图,也是框形裁切刀片的立体结构示意图;
图6是本设备中叠加处理区的示意图;
图7是本设备中位于密封框处理区内的密封框上料机构的示意图;
图8也是本连续封装用设备的整体结构示意图,同时也是自动收集装置的示意图。
图中:1、膜电极密封组件;1-1、催化电极;1-2、扩散层;1-3、密封框;1-3-1、通槽口;1-3-2、通槽口倾斜状内壁;1-3-3、上槽口;1-3-4、下槽口;1-3-5、条状胶面层;1-3-6、点滴状胶层;2、CCM卷材传送线;2-1、CCM传送架机构;3、上密封框卷材传送线;3-1、上密封框传送架机构;4、下密封框卷材传送线;4-1、下密封框传送架机构;5、叠加处理区;5-1、处理台架;5-2、升降式上工作台;5-3、升降式下工作台;5-4、加热凸台;5-5、刀片组;6、注胶机构;6-1、注胶台架;6-1-1、升降式上注胶台;6-1-2、升降式下注胶台;6-1-3、环形出胶软管一;7、扩散层粘贴装置;7-1、上置物台架;7-1-1、通料口;7-2、下置物台架;7-3、固定式存储箱;7-4、升降式存储箱;7-5、真空吸附板;8、密封框处理区;8-1、支撑台架;8-1-1、升降式上处理台;8-1-2、升降式下处理台;9、槽口裁切装置;9-1、框形裁切刀片;9-2、让刀槽;10、密封框上胶机构;10-1、环形出胶软管二;10-2、条状出胶口;10-3、微孔形出胶口;11、注胶料筒;12、自动收集装置;12-1、储料箱;12-2、落料真空吸附台。
具体实施方式
以下结合具体实施例对本发明作进一步说明,但不以任何方式限制本发明。
实施例1
一种燃料电池膜电极密封组件1,如图1所示,包括在质子交换膜两面涂覆催化剂层后形成的催化电极1-1层、两张分别置于两催化剂层上的扩散层1-2,催化电极1-1层和两张扩散层1-2构成燃料电池的核心组件-膜电极,在本密封组件中,在膜电极的两侧分别覆盖具有高熔点、高阻隔性的PEN材料制成的密封框1-3,密封框1-3的正中心处均设有供扩散层1-2非涂覆面裸露在外的通槽口1-3-1;如图2所示,本密封框1-3的通槽口1-3-1的槽口内壁呈倾斜状,且由密封框1-3的厚度划分为上槽口1-3-3和下槽口1-3-4,靠近催化电极1-1处的为较大槽口,当密封框1-3置于催化电极1-1层上时,扩散层1-2与通槽口1-3-1的内壁抵触,密封框1-3与膜电极接触的一面均匀阵列设有条状胶面层1-3-5,通槽口1-3-1的倾斜状槽口内壁上均匀阵列设有点滴状胶层1-3-6,条状胶面层1-3-5和点滴状胶层1-3-6的设置,是为控制密封框1-3上的胶量,避免热压过程中胶量过多而出现溢胶现象。
一种对上述膜电极密封组件的连续制备封装设备,如图3和8所示,包括由多组CCM传送架机构2-1构成的CCM卷材传送线2、由多组上密封框传送架机构3-1构成的上密封框卷材传送线3、以及由多组下密封框传送架机构4-1构成的下密封框卷材传送线4,传送架机构均包括供卷材放置的转动辊,上密封框传送架机构3-1和下密封框传送架机构4-1的转动辊均由步进电机驱动转动,CCM卷材传送机构的转动辊则由伺服电机驱动转动,以控制CCM卷材传送线2的间歇式传送,步进电机的控制器、伺服电机的伺服控制器均与plc系统电路信号连接,以plc程序主控制,通过步进电机的角度控制可以对上密封框卷材传送线3、下密封框卷材传送线4实现步进式传送,以及具有调速功能的伺服电机的配合控制,实现CCM卷材的间歇式传送,以便催化电极、密封框1-3在传送过程中进行连续化的工序处理。
在本发明中,如图3所示,上密封框卷材传送线3、下密封框卷材传送线4互相平行且分别位于CCM卷材传送线2的正上方、正下方,上密封框卷材传送线3、下密封框卷材传送线4以及CCM卷材传送线2的交汇处为膜电极密封组件1的叠加处理区5,沿CCM卷材传送线2的传送方向,并位于CCM卷材传送线2与叠加处理区5之间,依次设有对CCM卷材作用的注胶机构6和扩散层粘贴装置7。
如图3或8所示,注胶机构6包括注胶台架6-1,注胶台架6-1内设有位于CCM卷材传送线2正上方、正下方分别设有气缸或者液压缸驱动的升降式上注胶台6-1-1、升降式下注胶台6-1-2,升降式上注胶台6-1-1、升降式下注胶台6-1-2靠近CCM卷材的一面均设有一圈与催化电极1-1中质子交换膜接触的环形出胶软管一6-1-3,环形出胶软管一6-1-3上阵列设有出胶孔,环形出胶软管一6-1-3与注胶料筒11密封连接,通过注胶料筒11内驱动泵的打料,以实现环形出胶软管一6-1-3的出胶。
同时,在升降式上注胶台6-1-1内设置有对催化层感应的并与plc系统电路信号连接的传感器(图中未表示出),传感器可以选用光纤传感器,当传感器感应到催化电极1-1中催化层的时,将信号传递至plc系统内,在plc的程序控制系统中,伺服电机将停止传送,此时催化层位于升降式上注胶台6-1-1、升降式下注胶台6-1-2以及环形出胶软管一6-1-3的正中心位置处,以此实现升降式上注胶台6-1-1、升降式下注胶台6-1-2以及环形出胶软管一6-1-3之间精准的限位效果,之后通过升降式上注胶台6-1-1、升降式下注胶台6-1-2的相向运动,使完成注胶的环形出胶软管一6-1-3快速与催化电极1-1的质子交换膜两面的接触实现对质子交换膜的上胶,上胶位置距催化层1.5cm。
为了严密控制环形出胶软管一6-1-3的出胶量,沿传送方向,在升降式上出胶台内位于传感器的前工位处可以再设置一个光纤传感器,当此光纤传感器感应到催化层时,则可以通过plc系统控制注胶料筒11内驱动泵工作,实现对环形出胶软管一6-1-3的打料,并控制出胶流量为5ml/min,从而保证均匀的出胶量。
如图3或8所示,扩散层粘贴装置7包括分别设置在CCM卷材传送线2正上方、正下方的上置物台架7-1、下置物台架7-2,上置物台架7-1、下置物台架7-2内分别设有供扩散层1-2存储的固定式存储箱7-3,以及由气缸或者液压缸驱动的升降式存储箱7-4,同时上置物台架7-1上设有与CCM卷材传送线2相通并平行的通料口7-1-1,升降式存储箱7-4设置在下置物台架7-2内位于通料口7-1-1的正下方,固定式存储箱7-3内位于靠近通料口7-1-1的一侧处,上置物台架7-1上位于固定式存储箱7-3的出料口的正上方滑移设有对扩散层1-2吸附的真空吸附板7-5,真空吸附板7-5顶端通过X-Y-Z驱动器固定连接于上置物台架7-1上,以实现X/Y/Z方向的滑移,可以通过真空吸附板7-5对存储于固定式存储箱7-3内的扩散层1-2的真空吸附实现取料后,再滑移至通料口7-1-1正上方后,下降贯穿通料口7-1-1使所吸附的扩散层1-2与传送到达的催化电极1-1重合,即扩散层1-2覆盖在催化层上并粘附于质子交换膜上,与此同时,升降式存储箱7-4内的升降板在气缸或者液压缸的驱动下上升,也使存储在内的扩散层1-2堆中最顶端的扩散层1-2覆盖于催化电极1-1另一面的催化层上并粘贴于质子交换膜上。并且上置物台架7-1内也设有对催化层感应的传感器,当传感器感应到催化电极1-1中催化层的时,催化层位于通料口7-1-1、升降式存储箱7-4的正中心位置处,以此实现两扩散层1-2与催化电极1-1之间的精准限位。
如图3和8所示,沿传送方向,上密封框卷材传送线3、下密封框卷材传送线4的进料端处均设有密封框处理区8,密封框处理区8内均包括支撑台架8-1,支撑台架8-1内设有由气缸或者液压缸驱动的升降式上处理台8-1-1、升降式下处理台8-1-2,密封框处理区8均包括对密封框1-3作用的槽口裁切装置9和密封框上胶机构10;如图4和5所示,槽口裁切装置9包括对密封框1-3作用的框形裁切刀片9-1以及供框形裁切刀片9-1嵌置的让刀槽9-2,框形裁切刀片9-1呈向外拔膜扩张状,拔膜角度为45-60°,具体可以为50°。
如图3所示,密封框上胶机构10包括对密封框1-3非裁切部分注胶的环形出胶软管二10-1,环形出胶软管二10-1也与注胶料筒11密封连接,通过注胶料筒11内驱动泵的打料,以实现环形出胶软管二10-1的出胶。
位于上层密封框1-3卷材产线上支撑台架8-1内,上述框形裁切刀片9-1设置在升降式上处理台8-1-1的底面,环形出胶软管二10-1和让刀槽9-2均位于升降式下处理台8-1-2的顶面,通过升降式上处理台8-1-1、升降式下处理台8-1-2之间的相向位移,并互相抵触加压,实现对密封框1-3的通槽口1-3-1的快切成形,以及上层密封框1-3下底面的注胶;位于下层密封框1-3卷材产线上的支撑台架8-1中,框形裁切刀片9-1设置在升降式下处理台8-1-2的顶面,环形出胶软管二10-1和让刀槽9-2均位于升降式上处理台8-1-1的底面,通过升降式上处理台8-1-1、升降式下处理台8-1-2之间的相向位移,并互相抵触加压,实现对密封框1-3的通槽口1-3-1的快切成形,以及下层密封框1-3上顶面的注胶。
并且,如图7所示,在上述注胶过程中,当环形出胶软管二10-1受压变形时,环形出胶软管10-1也均位于密封框1-3的外边框与通槽口1-3-1之间,且环形出胶软管二10-1与密封框1-3之间、环形出胶软管二10-1与通槽口1-3-1之间均相距1cm,未有超出密封框1-3与外部相通部分,从而避免胶液的滴漏,并且环形出胶软管二10-1上包括阵列设置的条状出胶口10-2以及靠近通槽口1-3-1处阵列设置的微孔形出胶口10-3,微孔形出胶口10-3的孔隙率为30-45%,从而实现对密封框1-3表面条状胶面层1-3-5以及其通槽口1-3-1倾斜壁的点滴状胶层1-3-6的定形,从而避免密封框1-3表面涂覆满胶层,后续热压有溢胶现象。
如图3和6所示,叠加处理区5包括处理台架5-1,处理台架5-1内位于上密封框卷材传送线3的正上方、下密封框卷材传送线4的正下方分别设有对膜电极密封组件1作用的并由气缸或者液压缸驱动的升降式上工作台5-2、升降式下工作台5-3;叠加处理区5内还包括对膜电极密封组件1作用的热压机构和成品裁切机构,热压机构包括分别设置在升降式上工作台5-2、升降式下工作台5-3靠近膜电极密封组件1的一面上的加热凸台5-4,成品裁切机构为一圈设置在升降式上工作台5-2的加热凸台5-4上的,并固定在加热凸台5-4四周外壁处的刀片组5-5,上密封框卷材传送线3、下密封框卷材传送线4、CCM卷材传送线2上的膜电极组件经过前工序处理后,进入叠加处理区5内,通过两加热凸台5-4的对三个卷材的上下同时加热加压,实现五合一的封装,即完成了膜电极密封组件1的封装,在加压的同时,刀片组5-5实现对膜电极密封组件1的整块切割,切割完成后的膜电极密封组件1依旧置于两加热凸台5-4内,等待后续收集。
并且在升降式工作台内也设有光纤传感器设置(图中未标示出),当传感器感应到扩散层1-2时,所述催化电极1-1、扩散层1-2、密封框1-3、加热凸台5-4均处于同一中心位置处。
在本设备中,如图8所示,叠加处理区5以及两个密封框处理区8处均设有对落料作用的自动收集装置12。自动收集装置12包括储料箱12-1以及可平移至储料箱12-1、处理台架5-1、支撑台架8-1正上方处的落料真空吸附台12-2。
在本设备中,上述伺服电机、步进电机、传感器、以及各个工序处理区中的升降机构、真空吸附机构等电气元件均可与plc系统电路信号连接,通过plc系统内预先设定的程序,控制CCM卷材传送线2、上密封框卷材传送线3、下密封框卷材传送线4传送过程中有序配合各个工序的处理动作。
采用本连续制备封装设备对膜电极密封组件1的连续制备封装工艺如下:
S1,CCM卷材、上密封框1-3卷材、下密封框1-3卷材分别置于对应的传送架机构中形成CCM卷材传送线2、上密封框卷材传送线3、下密封框卷材传送线4。
S2,传送开始,CCM卷材传送线2中首先经过注胶机构6,前工位处传感器感应到催化电极1-1中的催化层后,环形出胶软管一6-1-3内开时注胶,当后工位处的传感器感应到催化层后,传送停止,升降式上工作台5-2、升降式下工作台5-3同时相向运动,与质子交换膜接触实现对质子交换膜的注胶,plc系统程序控制此注胶过程时间为5S,5S后继续开始传送,同时升降式上工作台5-2、升降式下工作台5-3同时相背运动。
在此过程中,上密封框卷材传送线3、下密封框卷材传送线4分别开始步进式传送,步进传送脉冲间隔时间为35S,在35S时间内,升降式上处理台8-1-1、升降式下处理台8-1-2相向运动,互相接触实现对密封框1-3的注胶以及通槽口1-3-1的裁切,裁切后的废料留在升降式下处理台8-1-2表面,通过落料真空吸附台12-2靠近并吸附收集至储料箱12-1内。
S3,完成注胶的催化电极1-1传送至扩散层粘贴装置7处,真空吸附板7-5吸附上层扩散层1-2后贯穿通料口7-1-1将上层扩散层1-2粘贴至质子交换膜上表面,同时升降式存储箱7-4上升使最上层的扩散层1-2与质子交换膜下表面接触,两个粘贴动作同时进行,升降式存储箱7-4与真空吸附板7-5互相抵触支撑,实现扩散层1-2与催化电极1-1的叠加,形成膜电极,plc系统程序控制此注粘贴过程时间为10S,10S后继续开始传送,同时真空吸附板7-5位移至固定式存储箱7-3的正上方,升降式存储箱7-4下降远离传送线位置处。
S4,经过S2-S3工序的膜电极、上密封框1-3、下密封框1-3,均传送至叠加处理区5处,配合步进式传送的35S的控制时间,在此区域内,升降式上工作台5-2、升降式下工作台5-3相向运动,互相抵触,实现两密封框1-3与膜电极的热压以及裁切,裁切完成形成膜电极密封组件1,并继续处于两加热凸台5-4内保压30S后,由落料真空吸附台12-2收集至对应的成品储料箱12-1中,此热压封装的热压温度为80℃。
对于任何熟悉本领域的技术人员而言,在不脱离本发明技术方案范围情况下,都可利用上述揭示的技术内容对本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应仍属于本发明技术方案保护的范围内。
- 一种新型膜电极密封组件及其连续制备封装设备
- 一种燃料电池膜电极密封组件的连续封装用设备