一种T型接头窄间隙焊接装置
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及焊接技术领域,具体而言,涉及一种T型接头窄间隙焊接装置。
背景技术
窄间隙焊接装置通常用来捍接50-500毫米厚的钢板,且大多为平板焊件对接。如图1所示,图中左焊件100-1与右焊件200-1的高度是一样的,焊接装置300-1可以放在左焊件100-1与右焊件200-1上方进行焊接,焊枪的长度只要略高于焊件厚度即可。然而,当现有焊接装置进行T型接头焊接时,即右焊件200-2比左焊件100-2高出很多时,如图2所示。如果焊接装置300-2仍然放在左焊件100-2和右焊件200-2的上方,焊枪的长度要非常长,过长的焊枪使焊接装置体轵庞大,对加工精度有更高的要求。
发明内容
本发明的目的在于提供一种T型接头窄间隙焊接装置,解决了现有技术中窄间隙焊接装置不适用T型接头焊接,造成焊接装置体轵庞大,加工精度要求高的问题。
为解决上述技术问题,本发明采用的技术方案是:一种T型接头窄间隙焊接装置,应用于高低两焊件之间,所述装置包括:基板,其设置于所述低焊件上方;
水平跟踪组件,其一端与基板活动连接,另一端固定连接有焊枪,以使所述焊枪贴近高焊件或低焊件侧面;垂直跟踪组件,其中部与基板固定连接,且其上端部与焊接小车或龙门架活动连接,其下端部可转动连接有导轮,以使所述导轮贴近于焊缝表面。
作为优选方案,所述水平跟踪组件包括相对设置的第一水平跟踪组件和第二水平跟踪组件,所述第一水平跟踪组件和第二水平跟踪组件均包括固定板、水平滑块、水平导轨和夹枪块,所述水平滑块通过固定板与基板侧部固定连接,所述水平导轨位于水平滑块内部并与其滑动连接,且所述水平导轨靠近高焊件一端通过夹枪块连接有焊枪,所述焊枪伸入高低两焊件之间的间隙内;所述第一水平跟踪组件还包括拉簧,所述拉簧两端分别与基板和水平导轨相连,以使所述焊枪贴近低焊件侧面;所述第二水平跟踪组件还包括压簧,所述压簧两端分别与基板和水平导轨相连,以使所述焊枪贴近高焊件侧面。
作为优选方案,所述第一水平跟踪组件和第二水平跟踪组件之间设有第一连杆,所述第一连杆一端部固定连接在基板上,其另一端部设有焊接气管,所述焊接气管伸入高低两焊件之间的间隙内。
作为优选方案,所述第一水平跟踪组件和第二水平跟踪组件上分别靠近低焊件和高焊件的一侧部设有耐热绝缘层。
作为优选方案,所述焊枪内部开设有焊丝孔和保护气孔,分别用于通入焊丝和保护气体,所述焊枪下端部通过热缩管固定连接有弧形绝缘片。
作为优选方案,所述垂直跟踪组件包括垂直导轨、垂直滑块、第四连杆和导轮连杆,所述第四连杆位于低焊件上方,且其一端与所述基板固定连接,另一端与导轮连杆上端部和垂直导轨下端部相连,所述导轮连杆下端部连接有导轮,所述垂直滑块固设于焊接小车或龙门架上,所述垂直导轨上部与垂直滑块滑动连接。
作为优选方案,还包括预热及加焊剂组件,所述预热及加焊剂组件包括第二连杆、加热主管、焊剂斗和焊剂管,所述第二连杆位于低焊件上方,且其一端部与基板固定连接,另一端部贯穿设置有加热主管和焊剂管,所述加热主管和焊剂管伸入高低两焊件之间的间隙内,且所述焊剂管上端部连接有焊剂斗。
作为优选方案,所述加热主管下部沿焊缝方向弯折形成弯折部,所述弯折部两侧分别设有向高焊件或低焊件一侧倾斜的多个加热细管。
作为优选方案,还包括焊缝清除组件,所述焊缝清除组件包括第三连杆、电动机、软轴、刷杆和刷头,所述第三连杆一端部与基板固定连接,另一端部上插装有刷杆,所述刷杆端部连接有刷头,所述刷头抵接于焊缝表面,所述电动机设于第三连杆上,且电动机和刷杆之间连接有软轴。
作为优选方案,所述第三连杆上还设有吸尘器,所述吸尘器端部连接有吸尘管,所述吸尘管端部伸入高低两焊件之间的间隙内,用于吸除刷头剥离的焊缝表面杂物。
与现有技术相比,本发明的有益效果包括:
(1)将焊枪设置在水平跟踪组件上,尽管高低两焊件间的间隙大小会改变,但在压簧或拉簧的作用下,焊枪始终贴近于高焊件或低焊件的侧面,与焊件之间的距离为弧形绝缘片的厚度,实现了焊枪对焊缝的水平跟踪。
(2)通过垂直导轨将导轮可滑动的安装在垂直滑块上,可自动保持焊枪与焊件间的垂直距离,实现了焊枪对焊缝的垂直跟踪。
(3)通过在基板上设置焊缝清除组件,可以刷掉焊缝表面上的一层氧化物,再用吸尘器吸走,避免焊缝产生微小夹渣。
(4)窄间隙的难点是侧壁的完全熔合,水平放置的多孔火焰加热主管,其中的加热细管喷出的火焰具有方向性,可对准焊缝部位加热,有助解决侧壁难完全熔合问题。
附图说明
参照附图来说明本发明的公开内容。应当了解,附图仅仅用于说明目的,而并非意在对本发明的保护范围构成限制。在附图中,相同的附图标记用于指代相同的部件。其中:
图1为现有技术中双平板焊件的结构示意图;
图2为现有技术中T型接头焊件的结构示意图;
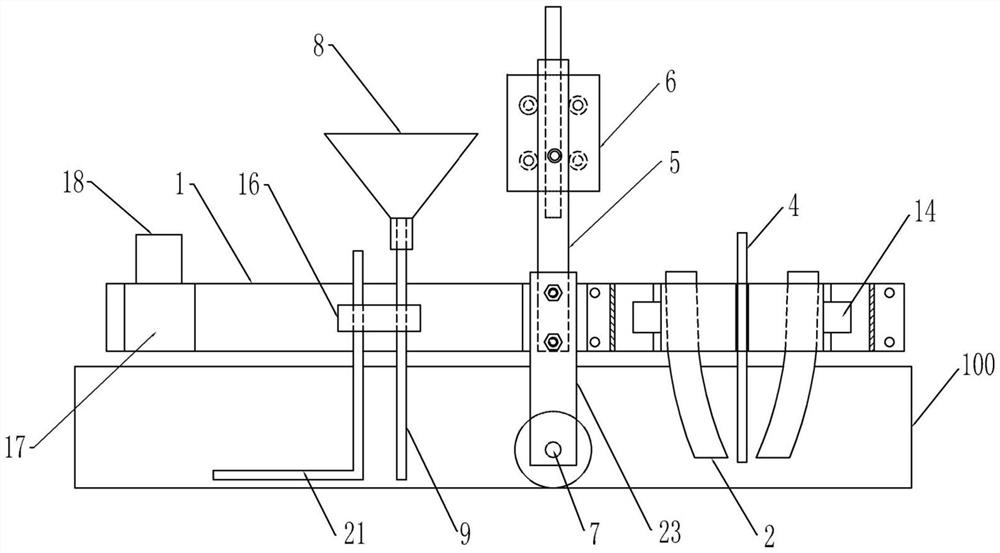
图3为本发明实施例提供的T型接头窄间隙焊接装置的主视图;
图4为本发明实施例提供的T型接头窄间隙焊接装置的俯视图;
图5为本发明实施例提供的T型接头窄间隙焊接装置的侧视图;
图6为本发明实施例提供的水平跟踪组件的结构示意图;
图7为本发明实施例提供的焊枪与水平导轨的结构示意图;
图8为本发明实施例提供的焊枪的结构示意图;
图9为本发明实施例提供的垂直跟踪组件的结构示意图;
图10为本发明实施例提供的预热及加焊剂组件的结构示意图;
图11为本发明实施例提供的加热主管的结构示意图;
图12为本发明实施例提供的加热主管另一视角的结构示意图;
图13为本发明实施例提供的焊缝清除组件的结构示意图;
图14为本发明实施例提供的焊缝清除组件另一视角的结构示意图。
图中标号:100低焊件、200高焊件、300焊接装置、1基板、2焊枪、201枪管、202导电嘴、203绝缘片、204热缩管、205焊丝孔、206保护气孔、3第一连杆、4焊接气管、5垂直导轨、6垂直滑块、7导轮、8焊剂斗、9焊剂管、10夹枪块、11拉簧、12固定板、13水平滑块、14水平导轨、15压簧、16第二连杆、17第三连杆、18电动机、19吸尘器、20软轴、21加热主管、22第四连杆、23导轮连杆、24刷杆、25刷头、26加热细管、261左加热细管、262右加热细管、27吸尘管、28螺杆、29螺钉、30耐热绝缘层。
具体实施方式
容易理解,根据本发明的技术方案,在不变更本发明实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本发明的技术方案的示例性说明,而不应当视为本发明的全部或者视为对本发明技术方案的限定或限制。
根据本发明的一实施方式结合图3至5示出。一种T型接头窄间隙焊接装置300,应用于高低两焊件之间,该装置包括基板1、水平跟踪组件、垂直跟踪组件和焊枪2。
其中,基板1位于低焊件100上方,水平跟踪组件一端与基板1活动连接,另一端固定连接有焊枪2,以使焊枪2贴近高焊件200或低焊件100侧面;垂直跟踪组件一端与基板1固定连接,另一端活动连接有导轮7,以使导轮7贴近于焊缝表面。
具体的,上述水平跟踪组件包括相对设置的第一水平跟踪组件和第二水平跟踪组件,第一水平跟踪组件和第二水平跟踪组件均包括固定板12、水平滑块13、水平导轨14和夹枪块10,水平滑块13通过固定板12与基板1侧部固定连接,水平导轨14位于水平滑块13内部并与其滑动连接,且水平导轨14靠近焊缝一端通过夹枪块10连接有焊枪2,焊枪2伸入高低两焊件之间的间隙内。
请一并参见图6,第一水平跟踪组件还包括拉簧11,拉簧11两端分别与基板1和水平导轨14相连,以使焊枪2贴近低焊件100侧面。第二水平跟踪组件还包括压簧15,压簧15两端分别与基板1和水平导轨14相连,以使焊枪2贴近高焊件200侧面。一具体实施例中,拉簧11或压簧15两端与分别固设于基板1和水平导轨14上的螺杆28和螺钉29相连。将焊枪2设置在水平跟踪组件上,尽管高低两焊件间的间隙大小会改变,但在压簧15或拉簧11的作用下,焊枪2始终贴近于高焊件200或低焊件100,实现了焊枪2对焊缝的水平跟踪。
本实施例中,第一水平跟踪组件和第二水平跟踪组件之间设有第一连杆3,第一连杆3一端部固定连接在基板上,其另一端部设有焊接气管4,该焊接气管4伸入高低两焊件之间的间隙内,焊接气管4用于通入保护气体。
请参见图7和8,该焊枪2通过夹枪块10与水平导轨14相连,焊枪2包括枪管201、导电嘴202和绝缘片203,该枪管201为扁形,以适应窄间隙焊接,导电嘴202可拆卸装配于枪管201下端部,具体可以为螺纹或卡扣连接方式,便于更换。在枪管201下部套装有弧形绝缘片203,且绝缘片203上下端通过热缩管204进行固定。该绝缘片203采用绝缘材料制造,并设计为便于滑行的弧形。焊接时,绝缘片203在高焊件200或低焊件100表面滑行,使焊枪2距高焊件200或低焊件100的距离保持为弧形绝缘片203的厚度。
易理解,枪管201内部开设有两个长孔,一个长孔为焊丝孔205,用于通入焊丝,另一个长孔为保护气孔206,用于通入保护气体,这样在焊丝两侧均具有保护气体,可明显减少气孔缺陷的产生。
进一步的,第一水平跟踪组件和第二水平跟踪组件上分别靠近低焊件100和高焊件200的一侧部设有耐热绝缘层30。具体的,在焊枪2外周覆盖有耐温绝缘层30,具体可采用耐温绝缘纸、布或板。该耐温绝缘层30不仅使焊枪2与焊件间可靠绝缘,而且阻挡了焊接飞溅粘在焊件表面,省掉了清除飞溅的工序,也避免了飞溅对弧形绝缘片203在焊件表面滑行的影响。
请一并参见图9,上述垂直跟踪组件包括垂直导轨5、垂直滑块6、第四连杆22和导轮连杆23,第四连杆22位于低焊件100上方,且其一端与基板1固定连接,另一端与导轮连杆23上端部和垂直导轨5下端部固定相连,导轮连杆23下端部连接有导轮7,垂直滑块6固设于焊接小车或龙门架上,垂直导轨5上部与垂直滑块6滑动连接。通过垂直导轨5将导轮7可滑动的安装在垂直滑块6上,导轮7随焊缝高低起伏,带动基板1和设于基板1上的焊枪2高低起伏,可自动保持焊枪2与焊缝间的垂直距离,实现了焊枪2对焊缝的垂直跟踪。
请一并参见图10,该装置还包括预热及加焊剂组件,预热及加焊剂组件包括第二连杆16、加热主管21、焊剂斗8和焊剂管9,焊剂斗8和焊剂管9分别用来存放和输送焊剂。第二连杆16位于低焊件100上方,且其一端部与基板1固定连接,另一端部贯穿设置有加热主管21和焊剂管9,加热主管21和焊剂管9伸入高低两焊件之间的间隙内,且焊剂管9上端部连接有焊剂斗8。
参见图11和12,加热主管21下部沿焊缝方向弯折形成弯折部,弯折部两侧分别设有向高焊件200或低焊件100一侧倾斜的多个加热细管26,即图12中的左加热细管261和右加热细管262。窄间隙的难点是侧壁的完全熔合,水平放置的多孔火焰加热主管21,其中的加热细管26喷出的火焰具有方向性,可对准焊缝部位加热,有助解决侧壁难完全熔合问题。
请一并参见图13和14,该装置还包括焊缝清除组件,焊缝清除组件包括第三连杆17、电动机18、软轴20和刷杆24,第三连杆17一端部与基板1固定连接,另一端部上插装有刷杆24,刷杆24底端部连接有刷头25,刷头25抵接于焊缝上表面。电动机18设于第三连杆17上,且电动机18和刷杆24之间连接有软轴20。第三连杆17上还设有吸尘器19,吸尘器19端部连接有吸尘管27,吸尘管27端部伸入高低两焊件之间的间隙内,用于吸取焊缝表面杂物。通过在基板1上设置焊缝清除组件,电动机18带动刷杆24和刷头旋转运动,可以刷掉焊缝表面上的杂物,如氧化物等,再用吸尘器19吸走,避免焊缝产生微小夹渣。
综上所述,本发明公开了一种T型接头窄间隙焊接装置300,该装置的基板1和垂直滑块6固定安装在焊接小车或龙门架上,工作时,通过焊接小车或龙门架行走带动该装置在高低两焊件之间进行焊接并移动,水平跟踪组件可使焊枪2始终贴近于焊件侧壁,实现了焊枪2对焊缝的水平跟踪,垂直跟踪装置可自动保持焊枪2与焊件间的垂直距离,实现了焊枪2对焊缝的垂直跟踪。
本发明的技术范围不仅仅局限于上述说明中的内容,本领域技术人员可以在不脱离本发明技术思想的前提下,对上述实施例进行多种变形和修改,而这些变形和修改均应当属于本发明的保护范围内。
- 一种T型接头窄间隙焊接装置
- 一种T型接头窄间隙焊接装置