一种基于工业相机的板材自动攻丝机的视觉定位方法
文献发布时间:2023-06-19 09:27:35
技术领域
本发明属于自动化设备技术领域,具体涉及一种基于工业相机的板材自动攻丝机的视觉定位方法。
背景技术
板材在机械行业大量使用,同时板材上普遍存在大量不同规格的螺纹孔。而板材大多采用激光切割方式下料,有螺纹孔的板材大多采用激光切割方式加工螺纹底孔。在加工过程中,板材的定位问题直接影响攻丝的加工精度,定位误差过大,会导致丝锥断裂,甚至破坏板材的螺孔,直至板材报废。
现有技术中,待加工板材的定位大多是采用人工辅助定位,定位准确度很难得到保障,加工精度低。
因此,急需一种能够对板材自动攻丝机上待加工板材进行自动定位且定位精度高的定位方法。
发明内容
本发明的目的在于提供一种能够对板材自动攻丝机上待加工板材进行自动定位且定位精度高的定位方法。本发明采取了如下技术方案:
一种基于工业相机的板材自动攻丝机视觉的定位方法,其特征在于,包括以下步骤:
S10、建立通讯:系统上电,工控机与控制器进行通讯并建立连接,所述控制器与伺服系统通讯并建立连接,所述工控机与工业相机通讯并建立连接;
S20、机床原点复位:所述工控机读取运动控制器内的寄存器信息,所述寄存器存有伺服电机位置信息,所述运动控制器控制所述伺服系统的同步驱动;所述工控机获取攻丝机的位置信息,然后执行回原点操作,使所述伺服系统复位;
S30、确定加工路径:用户选择攻丝工件的图形文件,控制系统读取所述图形文件,并识别所需要攻丝的孔位信息和螺纹规格,并进行路径规划;
S40、机床上料,确定坐标位置:将待加工工件上料到机床工作台上,移动所述工业相机至所述待加工工件两个相邻且相互垂直的边,每边各取两个位置,所述工业相机进行拍照,并上传至控制系统的图像处理模块进行图像处理和计算,确定所述待加工工件在机床坐标系中位置;所述待加工工件为板材;
S50、攻丝加工:所述控制系统根据孔位信息和规划好的路径,自动换取相应规格的丝锥,主轴自动移动到相应孔位,进行自动攻丝;待同规格的所有螺孔攻丝完成后,再换丝锥,进行下一种规格的螺孔攻丝,直至完成工件上所有螺孔的攻丝;加工完成后,大横梁自动移动到一个安全位置,以便对下一工件下料。
进一步地,步骤S40中,所述待加工工件静止放置于机床工作台,所述待加工工件相互垂直的两边作为定位特征;所述工业相机的每个像素大小为0.002-0.02mm。
进一步地,在步骤S40中,当所述待加工工件放置在机床工作台的工作台面存在倾斜角度时,应重新确定所述待加工工件在机床工作台工作台面上的摆放位置,具体步骤如下:
S41、设定机床坐标系为XOY坐标系,所述板材置于机床台面上;
S42、移动所述工业相机至所述板材两个相邻且垂直的边上,并进行图像采集;
S43、通过对采集的图形进行相应的图形处理,在所述板材进行图像采集的一条边上获取P1点,在另一边上获取P2和P3点,计算出所述板材的倾斜角θ以及所述板材的原点P0,确定板材在工作台面上的摆放位置。
进一步地,步骤S43中所述图形处理包括以下步骤:
S431、以采集图像左上角的端点为原点O’、向下为Y’正向、向右为X’正向建立的X′O′Y′平面坐标系,设定为图像坐标系X′O′Y′;其中,X轴与X′轴平行,Y轴与Y′轴平行;图像原点坐标O′(X0,Y0)在XOY坐标系中的坐标根据所述工业相机在XOY坐标系的位置确定;
S432、对采集的图形进行处理,得到一条直线L1;在所述直线L1上任取一点P2,P2在所述图像坐标系X′O′Y′中的像素坐标值为P2(X1′,Y1′);P2在机床坐标系XOY中的实际位置P2(X1,Y1)可以由下列公式计算出:
X1=X0+K*X1′
Y1=Y0-K*Y1′
其中,公式中的K为图像中的每个像素代表的实际距离,所述工业相机在指定高度对所述板材采集图像时K值是固定的;
S433、同理,按照步骤S432计算出P1、P3的位置;
S434、根据P1、P2和P3计算出板材原点P0和倾角θ,确定板材在工作台面上的摆放位置。
本发明有益效果:
本发明提供了基于工业相机的板材自动攻丝机的视觉定位方法,能够对板材自动攻丝机上待加工板材进行自动定位且定位精度高;同时还能够对放置在机床工作台工作台面上、存在倾斜角度的待加工板材进行自动定位加工,保证了自动攻丝机的加工精准度。
附图说明
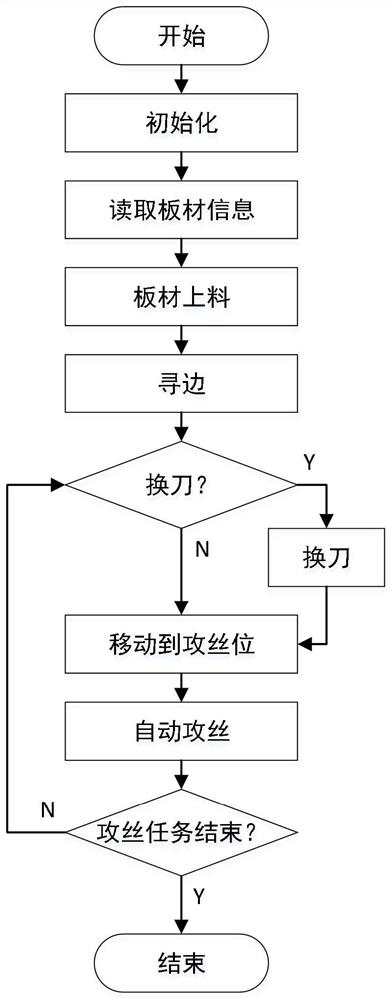
图1一种基于工业相机的板材自动攻丝机的视觉定位方法流程示意图
图2板材摆放位置示意图
图3板材边缘点机床坐标求解示意图
图4图像处理局部放大图
具体实施方式
实施例1
一种基于工业相机的板材自动攻丝机的视觉定位方法,包括以下步骤:
S10、建立通讯:系统上电,工控机与控制器进行通讯并建立连接,控制器与伺服系统通讯并建立连接,工控机与工业相机通讯并建立连接。
S20、机床原点复位:工控机读取运动控制器内的寄存器信息,寄存器存有伺服电机位置信息,运动控制器控制伺服系统的同步驱动;工控机获取攻丝机的位置信息,然后执行回原点操作,使伺服系统复位。
S30、确定加工路径:用户选择攻丝工件的图形文件,控制系统读取图形文件,并识别所需要攻丝的孔位信息和螺纹规格,并进行路径规划。
S40、机床上料,确定坐标位置:将待加工工件上料到机床工作台上,移动工业相机至待加工工件两个相邻且相互垂直的边,每边各取两个位置,工业相机进行拍照,并上传至控制系统的图像处理模块进行图像处理和计算,确定待加工工件在机床坐标系中位置;待加工工件为板材;
其中,待加工工件静止放置于机床工作台,待加工工件相互垂直的两边作为定位特征;工业相机的每个像素大小为0.002-0.02mm。在本实施例中,工业相机的每个像素大小为0.01mm,工业相机的视野范围固定在33mm。
当待加工工件放置在机床工作台的工作台面存在倾斜角度时(如图1),应重新确定待加工工件在机床工作台工作台面上的摆放位置,具体步骤如下:
S41、设定机床坐标系为XOY坐标系,板材置于机床台面上;
S42、移动工业相机至所述板材两个相邻且垂直的边上,并进行图像采集;
S43、通过对采集的图形进行相应的图形处理,在板材进行图像采集的一条边上获取P1点,在另一边上获取P2和P3点,计算出板材的倾斜角θ以及板材的原点P0,确定板材在工作台面上的摆放位置。
其中,步骤S43中图形处理包括以下步骤:
S431、以采集图像左上角的端点为原点O’、向下为Y’正向、向右为X’正向建立的X′O′Y′平面坐标系,设定为图像坐标系X′O′Y′;其中,X轴与X′轴平行,Y轴与Y′轴平行;图像原点坐标O′(X0,Y0)在XOY坐标系中的坐标根据工业相机在XOY坐标系的位置确定(如图2);
S432、对采集的图形进行处理:首先对图像进行高斯滤波,去掉图像噪声,然后利用大津阈值法进行二值化处理,在此基础上进行边沿检测,得到一条直线L1(如图3);在直线L1上任取一点P2,P2在图像坐标系X′O′Y′中的像素坐标值为P2(X1′,Y1′);P2在机床坐标系XOY中的实际位置P2(X1,Y1)可以由下列公式计算出:
X1=X0+K*X1′
Y1=Y0-K*Y1′
其中,公式中的K为图像中的每个像素代表的实际距离,工业相机在指定高度对板材采集图像时K值是固定的;
S433、同理,按照步骤S432计算出P1、P3的位置;
S434、根据P1、P2和P3计算出板材原点P0和倾角θ,确定板材在工作台面上的摆放位置。
S50、攻丝加工:控制系统根据孔位信息和规划好的路径,自动换取相应规格的丝锥,主轴自动移动到相应孔位,进行自动攻丝;待同规格的所有螺孔攻丝完成后,再换丝锥,进行下一种规格的螺孔攻丝,直至完成工件上所有螺孔的攻丝,加工完成后,大横梁自动移动到一个安全位置,以便对下一工件下料。
对本实施中控制控制系统中的模块进行进一步的说明:
在本实施例中,板材自动攻丝机控制系统主要包括上位机系统和下位机系统,其中下位机系统实现对板材自动攻丝机各运动轴的控制,以及与上位机通讯和报警信号的处理,上位机系统主要包括人机交互界面、通讯模块、初始化、图像处理、手动操作、自动寻边、自动攻丝、数据处理等程序模块,下面对各主要模块功能做一说明。
(1)图像处理模块:主要利用工业相机来采集图片。首先工业相机对工件边进行拍照,并将照片存储到上位机指定的路径,上位机对图像进行处理、识别,并自动计算工件在机床坐标系中位置。
(2)通信模块:主要使整个系统建立联系。其中包括工控机与控制器的通信,工控机与工业相机的通信。工控机与控制器间通信是基于TCP的扩展memobus协议,通过对MP3300控制器发送指令,设置运动模式等,实现对电机的运动控制。工控机与工业相机是网口通讯,通过调用相机的API函数,完成拍照、保存等动作。
(3)数据处理模块:考虑到板材不同材质、螺孔的不同规格、板材的不同厚度,所需的攻丝工艺参数也不同,设计了一套数据库,该数据库内保存有工艺参数的信息,在攻丝时,根据板材信息,自动从数据库中读取相应工艺参数。
(4)手动操作模块:考虑到前期调试以及后期维护,设置了手动运行功能,手动模式中,可以对各个功能进行单独测试,用户可以通过触摸屏上的按钮,实现工业相机拍照、电磁阀开闭、电机点进、电机快进等功能。
(5)自动攻丝模块:读取工件DXF文件,控制系统识别所需攻丝的孔位信息和螺纹规格,并进行路径规划,工件上料到床身,工业相机自动移动到工件边缘,拍照,进行图像处理,自动计算工件在机床坐标系中位置,控制系统,根据孔位信息和规划好的路径,自动换取相应规格的丝锥,主轴自动移动到相应孔位,进行自动攻丝。待着种规格的所有螺孔攻丝完成后,再换刀,进行下一种规格的螺孔攻丝,直至完成工件上所有螺孔的攻丝,加工完成后,大横梁自动移动到一个安全位置,以便工人对工件下料。
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围的。
- 一种基于工业相机的板材自动攻丝机的视觉定位方法
- 一种基于视觉定位的板材自动攻丝机