一种软磁条及其加工方法
文献发布时间:2023-06-19 09:40:06
技术领域
本发明涉及软磁条技术领域,尤其涉及一种软磁条及其加工方法。
背景技术
磁性橡胶是一种新型高分子复合材料,由生胶、磁粉(磁性填料)、助剂等配制而成,磁性是磁性橡胶的基本属性。磁性橡胶比较常见的用途是用作冰箱门、冷库库门等的密封条,随着技术的发展,橡胶磁条的应用范围越来越广,如应用于无线电技术、电视音像、通讯技术、电子计算机的记忆装置、教具、玩具、医疗器械等。磁性橡胶和传统的磁性烧结材料相比,具有密度小、均一性高、可挠性好等优点。
现有的磁性橡胶制品普遍存在永磁铁氧体磁粉在橡胶中分布不均匀的情况,永磁铁氧体磁粉表面的亲水性而容易使永磁铁氧体发生聚集,从而导致其在橡胶中分布不均。生产出来的软磁条抗拉强度、抗压强度和抗断裂性能均不理想。
发明内容
本发明的目的是提供一种软磁条及其加工方法,使用偶联剂分步对永磁铁氧体磁粉进行改性,减少永磁铁氧粒子的团聚使之能够均匀地分布到橡胶中,提高软磁条的抗压、抗拉和抗断裂性能,以此提高软磁条的品质。
本发明的上述技术目的是通过以下技术方案得以实现的:一种软磁条,其特征在于,包括以下质量百分含量的组分:
偶联剂A:0.5%~1.5%;
偶联剂B:0.5%~1.5%;
偶联剂C:0.5%~1.5%:
天然橡胶:8%~10%;
锶铁氧体磁粉:70%~80%;
无水乙醇;
增塑剂:1%~3%;
促进剂:1%~2%;
活化剂:1%~3%;
防老剂:1%~1.5%;
硫化剂:1%~2%;
补强剂:0.5%~1.5%
本发明还进一步设置为:所述偶联剂A为硅烷偶联剂,所述偶联剂B为硅烷偶联剂和钛酸酯偶联剂的混合物,所述偶联剂C为铝酸酯偶联剂。
本发明还进一步设置为:所述增塑剂为邻苯二甲酸二丁酯、邻苯二甲酸二辛酯中的至少一种。
本发明还进一步设置为:所述促进剂为噻唑类促进剂,所述活化剂为硬脂酸,所述防老剂为4010NA,所述补强剂为炭黑,所述硫化剂为升华硫。
本发明还进一步设置为:所述锶铁氧体磁粉的粒径为0.05~0.2μm。
上述软磁条的加工方法,其特征是,包括以下步骤:
步骤S1:取一定质量偶联剂A、偶联剂B和偶联剂C分别与适量的无水乙醇混合,静置水解后制成试剂A、试剂B和试剂C,称量一定质量的锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A,将过滤得到的固体A倒入试剂B,搅拌30min后过滤得到固体B,将过滤得到的固体B倒入试剂C,搅拌60min后使用无水乙醇清洗,并且干燥得到固体C;
步骤S2:取一定质量的天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练6~8min,再加入固体C和炭黑混练3~5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品;
步骤S3:取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片;
步骤S4:取硫化片放入电热室,处理30~50s,冷却,裁切,涂覆UV光油,烘干得到软磁条。
本发明还进一步设置为:所述步骤S1中偶联剂A、偶联剂B和偶联剂C与无水乙醇混合后静置水解的时间分别为20min、40min和30min。
本发明还进一步设置为:所述步骤S1中使用无水乙醇清洗需要清洗五次,每次清洗时间为2~3min,每次清洗后需要在75℃的温度下进行干燥,前四次的干燥时间为1h,第五次的干燥时间为12h。
本发明还进一步设置为:所述步骤S3中将样品放入平板硫化机进行硫化前平板硫化机需进行预热,预热温度为120~125℃,将样品放入平板硫化机后温度维持于130~140℃,并加压至20Mpa,持续5min。
本发明的有益效果是:1、本发明所选用的磁粉为锶铁氧体磁粉,粒径为0.05~0.2μm,比表面积大,在橡胶中能够均匀分散提高软磁条的磁性能。2、使用多组偶联剂分步对永磁铁氧体磁粉进行改性,第一步使用硅烷偶联剂,硅烷氧基同时具备对于无机物与有机物的反应性和相容性,使锶铁氧体与天然橡胶形成天然橡胶基机-硅烷偶联剂-锶铁氧体的结合层。第一步使用硅烷偶联剂和钛酸酯偶联剂的混合物进行进一步改性,钛酸酯偶联剂能够弥补硅烷偶联剂在高湿度环境中水解差的缺点,提高锶铁氧体磁粉改良效果。最后使用铝酸酯偶联剂处理,使其表层产生有机分子层,使其具有更好的疏水性。另外,经过铝酸酯偶联剂改性后,疏水基团分别和锶铁氧体和天然橡胶表面的管能团相互缠绕,增强结合后的产品的力学性能。
附图说明
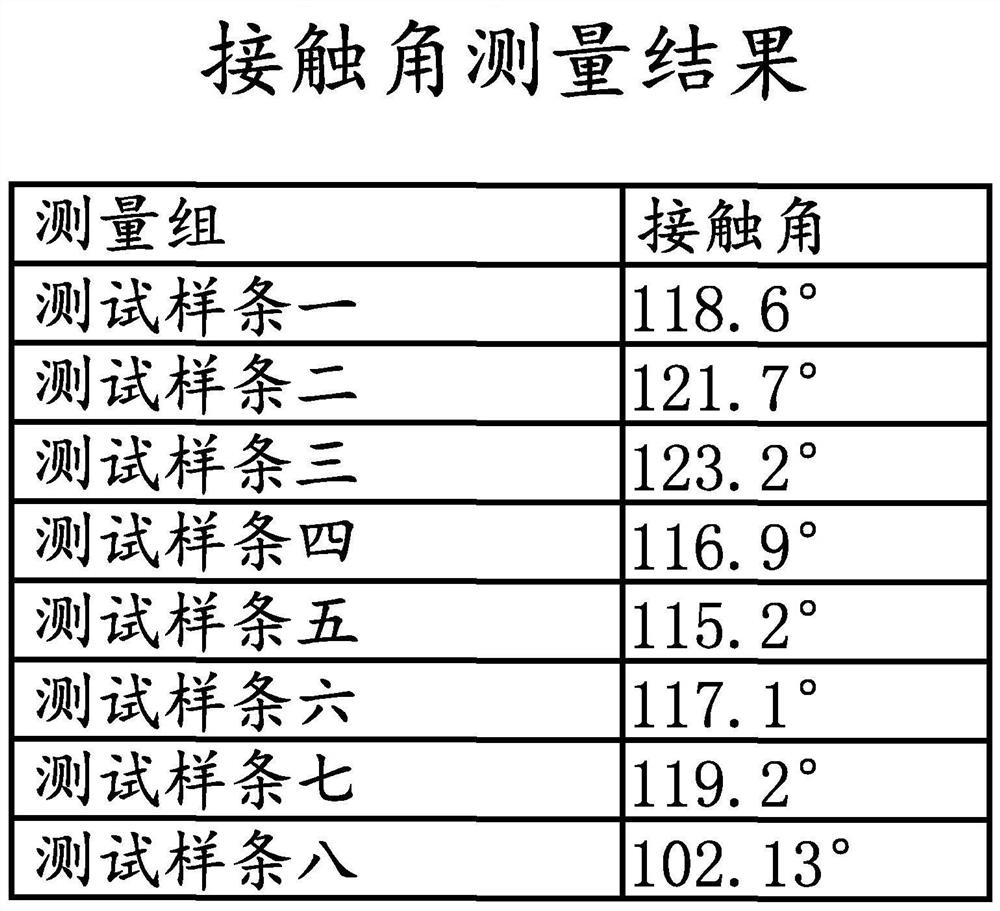
图1为本发明测试样条一~八的接触角测量结果;
图2为本发明测试样条一~八的力学性能测试结果。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
以下参考图1至图2对本发明进行说明。
一种软磁条,其特征在于,包括以下质量百分含量的组分:
偶联剂A:0.5%~1.5%,偶联剂A为硅烷偶联剂;偶联剂B:0.5%~1.5%,偶联剂B为硅烷偶联剂和钛酸酯偶联剂的混合物;偶联剂C:0.5%~1.5%,偶联剂C为铝酸酯偶联剂;天然橡胶:8%~10%;锶铁氧体磁粉:70%~80%,锶铁氧体磁粉的粒径为0.05~0.2μm;无水乙醇;增塑剂:1%~3%,增塑剂为邻苯二甲酸二丁酯、邻苯二甲酸二辛酯中的至少一种;促进剂:1%~2%,促进剂为噻唑类促进剂;活化剂:1%~3%,活化剂为硬脂酸;防老剂:1%~1.5%,防老剂为4010NA;硫化剂:1%~2%,硫化剂为升华硫;补强剂:0.5%~1.5%,补强剂为炭黑。
上述软磁条的加工方法,其特征是,包括以下步骤:
步骤S1:取一定质量偶联剂A、偶联剂B和偶联剂C分别与适量的无水乙醇混合,静置水解后制成试剂A、试剂B和试剂C,偶联剂A、偶联剂B和偶联剂C与无水乙醇混合后静置水解的时间分别为20min、40min和30min。称量一定质量的锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A,将过滤得到的固体A倒入试剂B,搅拌30min后过滤得到固体B,将过滤得到的固体B倒入试剂C,搅拌60min后使用无水乙醇清洗,并且干燥得到固体C。使用无水乙醇清洗需要清洗五次,每次清洗时间为2~3min,每次清洗后需要在75℃的温度下进行干燥,前四次的干燥时间为1h,第五次的干燥时间为12h。
步骤S2:取一定质量的天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练6~8min,再加入固体C和炭黑混练3~5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
步骤S3:取样品放入平板硫化机进行硫化,将样品放入平板硫化机进行硫化前平板硫化机需进行预热,预热温度为120~125℃,将样品放入平板硫化机后温度维持于130~140℃,并加压至20Mpa,持续5min。硫化结束后静置20h,得到硫化片。
步骤S4:取硫化片放入电热室,处理30~50s,冷却,裁切,涂覆UV光油,烘干得到软磁条。
下面结合具体实施例对本发明作进一步的解释和说明。
实施例1:
1、取0.5wt%偶联剂A、0.5wt%偶联剂B和0.5wt%偶联剂C分别与无水乙醇混合,静置水解后制成试剂A、试剂B和试剂C,将锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A,将过滤得到的固体A倒入试剂B,搅拌30min后过滤得到固体B,将过滤得到的固体B倒入试剂C,搅拌60min后使用无水乙醇清洗,并且干燥得到固体C。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体C和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品1放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条一。
实施例2:
1、取1wt%偶联剂A、1wt%偶联剂B和1wt%偶联剂C分别与无水乙醇混合,静置水解后制成试剂A、试剂B和试剂C,将锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A,将过滤得到的固体A倒入试剂B,搅拌30min后过滤得到固体B,将过滤得到的固体B倒入试剂C,搅拌60min后使用无水乙醇清洗,并且干燥得到固体C。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体C和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条二。
实施例3:
1、取1.5wt%偶联剂A、1.5wt%偶联剂B和1.5wt%偶联剂C分别与无水乙醇混合,静置水解后制成试剂A、试剂B和试剂C,将锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A,将过滤得到的固体A倒入试剂B,搅拌30min后过滤得到固体B,将过滤得到的固体B倒入试剂C,搅拌60min后使用无水乙醇清洗,并且干燥得到固体C。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体C和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品3放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条三。
实施例4:
1、取1wt%偶联剂A与无水乙醇混合,静置水解后制成试剂A、将锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体A和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条四。
实施例5:
1、取1wt%偶联剂B与无水乙醇混合,静置水解后制成试剂B、将锶铁氧体磁粉倒入到试剂B,搅拌30min后过滤得到固体B。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体B和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条五。
实施例6:
1、取1wt%偶联剂C与无水乙醇混合,静置水解后制成试剂C、将锶铁氧体磁粉倒入到试剂C,搅拌30min后过滤得到固体C。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体C和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条六。
实施例7:
1、取1wt%偶联剂A和1wt%偶联剂B分别与无水乙醇混合,静置水解后制成试剂A和试剂B,将锶铁氧体磁粉倒入到试剂A,搅拌30min后过滤得到固体A,将过滤得到的固体A倒入试剂B,搅拌30min后过滤得到固体B。
2、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入固体B和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
3、取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
4、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条七。
对照例:
1、取天然橡胶在混炼机中进行塑练5min,之后加入活化剂、防老剂和增塑剂进行混练8min,再加入锶铁氧体磁粉和炭黑混练5min,再加入促进剂和硫化剂混练均匀,混练完成后下料并静置20h,制得样品。
2、取样品放入平板硫化机进行硫化,硫化结束后静置20h,得到硫化片。
3、取硫化片放入电热室,处理50s,冷却,裁切,涂覆UV光油,烘干得到尺寸为80mm×16mm×8mm的测试样条八。
使用接触角测量仪对实施例1~7和对照例中的测试样条一~八进行测量,分析锶铁氧体表面亲疏水性,测量结果如图1所示。
图1为测试样条一~八的接触角测量结果。
通过测试样条一~七和测试样条八对比可知,使用偶联剂使锶铁氧体具有的较大接触角,测试样条一~七的接触角均大于90°,使其具有较好的疏水性。通过测试样条二和测试样条四~七对比可知,使用多组偶联剂分步对永磁铁氧体磁粉进行改性能能更好地提高其疏水性。测试样条一~三的接触角均大于110°,锶铁氧体的疏水性优异。且在0.5wt%~1.5wt%区间,偶联剂的用量增加,锶铁氧体的疏水性更强。
使用电子万能试验机对实施例1~7和对照例中的测试样条一~八进行力学性能测试,测试结果如图2所示。
图2为测试样条一~八的力学性能测试结果。
通过测试样条一~七和测试样条八对比可知,使用偶联剂使锶铁氧体具有的更好的力学性能,测试样条一~七的断裂伸长率均达到200%以上。通过测试样条二和测试样条四~七对比可知,使用多组偶联剂分步对永磁铁氧体磁粉进行改性能更好的提高锶铁氧体的力学性能。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,上述假设的这些改进和变型也应视为本发明的保护范围。
- 一种基于磁条固定的软幕
- 一种用于磁性软纱门生产线上的磁条磁块组合供料装置