一种螺旋焊管成型位管径周长监测系统
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及一种管径周长监测系统,尤其涉及一种螺旋焊管成型位管径周长监测系统。
背景技术
螺旋焊管成型位管径周长监测系统是一套螺旋焊管成型在线快速检测,适用管径φ559—φ1620mm的螺旋焊管。在检测过程中,常用的螺旋焊管成型位管径周长监测系统不够完善,在检测不同管径无法调节高速激光测距仪位置,进行准确测量,超出公差范围不能第一时间报警反馈给生产设备进行调整,需要进一步改进。
发明内容
本发明的目的在于提供一种螺旋焊管成型位管径周长监测系统,以解决上述技术问题。
为实现上述目的本发明采用以下技术方案:
一种螺旋焊管成型位管径周长监测系统,包括底板、水平滑轨、滑动底板、水平调节电缸、立柱、安装架滑轨、安装架、托轮、中心轴、标定盘、内框架滑槽、上下调节电缸、内框架,所述底板顶部左右固定有滑轨,所述滑动底板通过底部水平调节电缸沿滑轨左右方向滑动,所述滑动底板顶部左右两侧垂直固定有立柱,所述立柱前后分别固定有竖直的安装架滑轨,前后所述安装架沿安装架滑轨上下滑动,所述安装架中部固定有托轮,所述标定盘通过中心轴放置在前后托轮上,两根所述立柱对立面上下分别固定有内框架滑槽,所述滑动底板中部安装有上下调节电缸,所述内框架滑槽内安装有内框架。
在上述技术方案基础上,所述内框架包括滑动角板、高速激光测距仪滑轨、高速激光测距仪、定位销,四个所述滑动角板分别安装在内框架滑槽内,且通过上下调节电缸滑动,相邻的所述滑动角板之间固定有水平和竖直的高速激光测距仪滑轨,一对所述高速激光测距仪沿高速激光测距仪滑轨上滑动,且通过V型结构的定位销固定位置。
在上述技术方案基础上,所述立柱内配重有铅块。
与现有技术相比,本发明具有以下优点:本发明以标定盘测出来的直径为检测基准,以此基准对比实际测出的螺旋焊管直径进行对比,超出公差范围的进行报警反馈给生产设备进行调整,测量快速且准确,高速激光测距仪安装板装有V型定位销,可以快速精准的定位安装。
附图说明
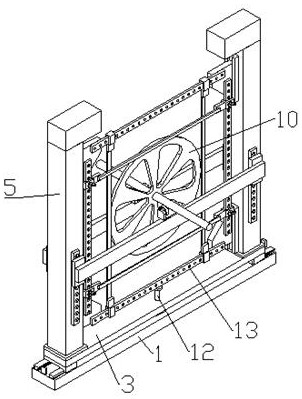
图1为本发明外观结构示意图。
图2为本发明安装架、托轮外观结构图。
图3为本发明水平调节电缸和上下调节电缸位置主视图。
图4为本发明内框架外观结构示意图。
图中:1、底板,2、水平滑轨,3、滑动底板,4、水平调节电缸,5、立柱,6、安装架滑轨,7、安装架,8、托轮,9、中心轴,10、标定盘,11、内框架滑槽,12、上下调节电缸,13、内框架,14、滑动角板,15、高速激光测距仪滑轨,16、高速激光测距仪,17、定位销。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细阐述。
如图1-4所示,一种螺旋焊管成型位管径周长监测系统,包括底板1、水平滑轨2、滑动底板3、水平调节电缸4、立柱5、安装架滑轨6、安装架7、托轮8、中心轴9、标定盘10、内框架滑槽11、上下调节电缸12、内框架13,所述底板1顶部左右固定有滑轨2,所述滑动底板3通过底部水平调节电缸4沿滑轨2左右方向滑动,所述滑动底板3顶部左右两侧垂直固定有立柱5,所述立柱5前后分别固定有竖直的安装架滑轨6,前后所述安装架7沿安装架滑轨6上下滑动,所述安装架7中部固定有托轮8,所述标定盘10通过中心轴9放置在前后托轮8上,两根所述立柱5对立面上下分别固定有内框架滑槽11,所述滑动底板3中部安装有上下调节电缸12,所述内框架滑槽11内安装有内框架13。
所述内框架13包括滑动角板14、高速激光测距仪滑轨15、高速激光测距仪16、定位销17,四个所述滑动角板14分别安装在内框架滑槽11内,且通过上下调节电缸12滑动,相邻的所述滑动角板14之间固定有水平和竖直的高速激光测距仪滑轨15,一对所述高速激光测距仪16沿高速激光测距仪滑轨15上滑动,且通过V型结构的定位销17固定位置。
所述立柱5内配重有铅块。
本发明的工作原理:左右运动电缸和上下运动电缸是辅助在线检测。在螺旋焊管生产过程中,螺旋管出现上、下、左、右偏移时,上下运动电缸和左右运动电缸带动检测框跟随螺旋焊管的偏移而偏移。为解决因重力问题带来的上下随动的延时,特在左右两立柱内装有配装块,来抵消内框架的重量,对四组高速激光测距仪进行尺寸标定,以标定盘测出来的直径为检测基准,以此基准对比实际测出的螺旋焊管直径进行对比,超出公差范围的进行报警反馈给生产设备进行调整。
以上所述为本发明较佳实施例,对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本发明的保护范围之内。
- 一种螺旋焊管成型位管径周长监测系统
- 一种螺旋焊管成型位管径周长监测系统