软包电池生产系统及方法
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及电池装配技术领域,尤其涉及一种软包电池生产系统及方法。
背景技术
随着新能源行业的发展,电动汽车的应用越来越广泛。而软包锂离子电池因具有重量轻、比容量高、安全性能好、内阻小、设计灵活等优点,在市场上广泛得到使用。当然,电动汽车的续航里程、电池的稳定性和安全性越来越得到人们的关注。如何提高电动汽车的续航里程,提高动力电池的能量密度,提升动力电池的安全性,提高单体电池的散热能力成为今后电动汽车发展的关键。
动力电池模组作为电动汽车能量系统的核心,动力电池模组需要具有较高的能量密度,使电动汽车能有效的行驶更长的距离,必须稳定有效的提供动力,避免单体电池失效引起的问题,以保证电动汽车安全可靠。
发明内容
本发明提供一种软包电池生产系统及方法,用以解决现有技术中软包电池质量较差的缺陷,实现软包电池的质量和制作效率的提升。
第一方面,本发明提供一种软包电池生产系统,包括:铝塑膜弯折机构,所述铝塑膜弯折机构包括铝塑膜一折组件、铝塑膜二折组件以及铝塑膜三折组件;所述铝塑膜一折组件包括第一上模、第一下模、第一折刀以及第一加热块;所述第一上模和所述第一下模用于夹紧铝塑膜;在所述第一下模上构造有第一倾斜面,在所述第一加热块上构造有与所述第一倾斜面相适配的第二倾斜面,所述第二倾斜面朝向所述第一倾斜面运动;可上下直线往复运动的所述第一折刀用于折弯所述铝塑膜,以使所述铝塑膜朝向所述第一倾斜面运动;所述铝塑膜二折组件包括第二上模、第二下模以及第二加热块;所述第二上模和所述第二下模之间的间距可调,用于放置所述铝塑膜的所述第二加热块与所述第二上模的底面和所述第二下模的顶面均为可分离式接触;所述铝塑膜三折组件包括第三上模、第三下模、第二折刀以及第三加热块;所述第三上模和所述第三下模用于夹紧所述铝塑膜;可上下直线往复运动的所述第二折刀用于折弯所述铝塑膜,以使所述铝塑膜与所述第三下模的端面相接触,所述第三加热块朝向所述第三下模的端面运动。
第二方面,本发明提供一种软包电池生产方法,包括:电芯上料和测试;电芯的铝塑膜三次折边;电芯侧边贴胶;极耳裁切;电芯堆叠;其中,堆叠之前需要对电芯正反面涂胶、绝缘板涂胶、左侧板涂胶、右侧板涂胶以及泡棉涂胶;安装顶板和底板,并焊接顶板和底板;安装集流盘;极耳折弯,并进行极耳焊接;安装端盖,并焊接端盖;模组下线。
本发明提供的软包电池生产系统及方法,包括:铝塑膜弯折机构,铝塑膜弯折机构包括铝塑膜一折组件、铝塑膜二折组件以及铝塑膜三折组件;铝塑膜弯折机构,采用线切割折弯刀具和折弯后加热方式,对铝塑膜进行定型,分三次折弯,多次预成型,保证折弯后效果,通过该软包电池生产系统制备的软包电池安全可靠,适用范围较广。
附图说明
为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明提供的循环线体的结构示意图;
图2是本发明提供的OCV测试机构的结构示意图;
图3是本发明提供的冲孔位置检测机构的结构示意图;
图4是本发明提供的NG下料机构的结构示意图;
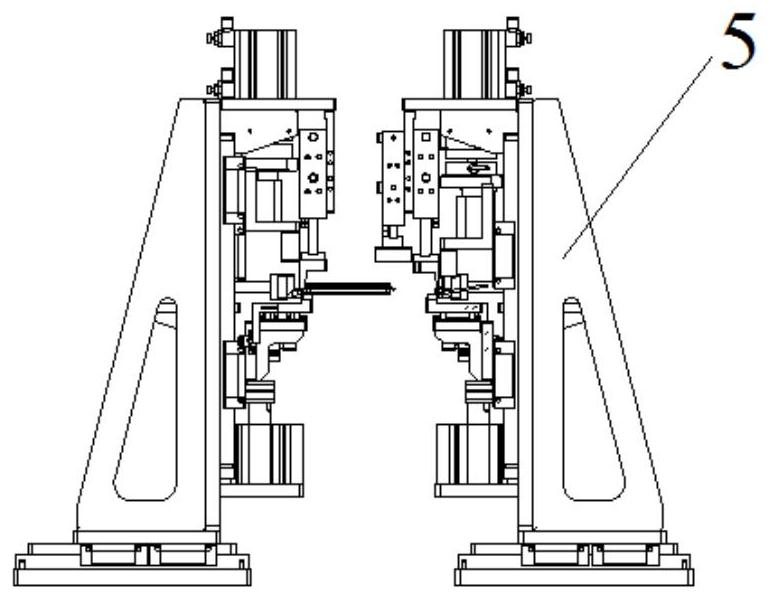
图5是本发明提供的铝塑膜一折机构的结构示意图;
图6是本发明提供的铝塑膜二折机构的结构示意图;
图7是本发明提供的铝塑膜三折机构的结构示意图;
图8为本发明的铝塑膜一折的示意图;
图9为本发明的铝塑膜二折的示意图;
图10为本发明的铝塑膜三折的示意图;
图11为本发明的电芯贴胶机构的示意图;
图12为本发明的极耳裁切机构的示意图;
图13为本发明的电芯堆叠机构的示意图;
图14为本发明的翻转机构的示意图;
图15为本发明的涂胶机构的示意图;
图16为本发明的顶底板焊接装置的示意图;
图17为本发明的集流盘装配装置的示意图;
图18为本发明的极耳折弯机构的示意图;
图19为本发明的极耳焊接系统的示意图;
图20为本发明的端盖装配装置的示意图。
具体实施方式
下面结合图1至图20描述本发明的软包电池生产系统。
电芯上料和测试;包括电芯托盘上线、电芯上料、OCV测试以及冲孔位置检测;对其中不符合要求的电芯进行下料;其中,电芯通过载具循环线体进行输送;
如图1所示,本发明实施例的载具循环线体1,包括:上部线体驱动机构、下部线体驱动机构、上部导轨、下部导轨、第一升降机构以及第二升降机构;第一升降机构用于驱动第一辅助导轨上下运动,以使得第一辅助导轨与上部导轨或者下部导轨对接;其中,第一辅助导轨与上部导轨和下部导轨均相适配,以使得电芯载具能够滑动;第二升降机构用于驱动第二辅助导轨上下运动,以使得第二辅助导轨与上部导轨或者下部导轨对接;其中,第二辅助导轨与上部导轨和下部导轨均相适配,以使得电芯载具能够滑动;上部线体驱动机构用于驱动位于第二辅助导轨上的电芯载具运动至上部导轨上,并驱动位于上部导轨上的电芯载具运动至第一辅助导轨上;下部线体驱动机构用于驱动位于第一辅助导轨上的电芯载具运动至下部导轨上,并驱动位于下部导轨上的电芯载具运动至第二辅助导轨上。需要说明的是,为了提高产线的集约性,上部导轨位于下部导轨的正上方。其中,第一升降机构位于上部导轨的左侧,第二升降机构位于上部导轨的右侧。在本发明实施例中,位于上部导轨上的电芯载具放置有待加工的电芯,电芯加工完成后,移载至下一工序,此时电芯载具处于空载状态,空载状态的电芯载具由上部导轨运动至第一辅助导轨上,通过第一升降机构将第一辅助导轨由与上部导轨平齐状态改变为第一辅助导轨与下部导轨平齐,第一辅助导轨与下部导轨相接,空载状态的电芯载具由第一辅助导轨运动至下部导轨运动上;空载状态的电芯载具由下部导轨运动至第二辅助导轨上,通过第二升降机构将第二辅助导轨由与下部导轨平齐状态改变为第二辅助导轨与上部导轨平齐,第二辅助导轨与上部导轨相接,空载状态的电芯载具由第二辅助导轨运动至上部导轨运动上,以便将电芯放置在电芯载具上。
上部线体驱动机构和下部线体驱动机构均包括用于带动电芯载具移动的滑台。需要说明的是,通过滑台的直线往复运动,可以带动电芯载具沿着导轨的长度方向运动。可以理解的是,上部线体驱动机构和下部线体驱动机构均还包括与滑台相连接的第一气缸,电芯载具的底部开设有凹槽,第一气缸的升降端与凹槽可分离式接触。在本发明实施例中,通过滑台带动第一气缸进行直线往复运动,在需要带动电芯载具的时候,第一气缸的升降端位于凹槽内,即第一气缸的升降端处于高位状态,当第一气缸需要回到原位置带动另一个电芯载具时,第一气缸的升降端处于原位状态。上部线体驱动机构和下部线体驱动机构均还包括与滑台相连接的连接板,在连接板上沿连接板的长度方向依次安装有多个竖直布置的第一气缸。需要说明的是,在连接板上沿连接板的长度方向依次安装有多个竖直布置的第一气缸,每一个第一气缸对应于一个电芯载具,此时可以通过一个滑台,驱动多个电芯载具进行直线往复运动。载具循环线体还包括第一限位组件,第一限位组件包括安装在上部导轨的侧面的第二气缸,电芯载具的底部开设有限位槽,第二气缸的升降端与限位槽可分离式接触。需要说明的是,限位槽和凹槽分别位于电芯载具的底部的两侧,即对于上部导轨而言,第一气缸和第二气缸分别位于上部导轨的左侧面和右侧面。在本发明实施例中,需要定位的时候,电芯载具处于静止状态,第二气缸的升降端位于限位槽的内部,从而实现在电芯长度方向上对电芯进行精确定位。定位完成之后,电芯载具处于运动状态,第二气缸的升降端处于原位状态。
在上述实施例的基础上,载具循环线体还包括第二限位组件,第二限位组件包括安装在下部导轨的侧面的第三气缸,第三气缸的升降端与限位槽可分离式接触。需要说明的是,限位槽和凹槽分别位于电芯载具的底部的两侧,即对于下部导轨而言,第一气缸和第三气缸分别位于下部导轨的左侧面和右侧面。
在本发明实施例中,需要定位的时候,电芯载具处于静止状态,第三气缸的升降端位于限位槽的内部,从而实现在电芯长度方向上对电芯进行精确定位。定位完成之后,电芯载具处于运动状态,第三气缸的升降端处于原位状态。可以理解的是,限位槽可以呈V形结构。其中,第二气缸和第三气缸的升降端均设置有与限位槽相适配的限位部。
在上述实施例的基础上,电芯载具包括基板,基板的两端均设置有用于压紧电芯的可旋转的压板组件,任一压板组件均对应设置有驱动组件。需要说明的是,每一压板组件包括压板和与压板相连的L形连接杆,在L形连接杆上安装有一个齿轮,齿轮均转动安装在基板上。即压板对应连接有两根L形连接杆,两根L形连接杆均对应连接在一个齿轮上,两个齿轮通过一根转轴固定在基板上。通过驱动组件驱动齿轮旋转,从而控制压板的运动。
本发明实施例提供的载具循环线体,采用随行的电芯载具,第一次装夹时采用用视觉进行定位,定位时保证电芯中心线与导轨中心重合,然后压紧,从而通过导轨的精度来保证整个电芯精度。
如图2、图3以及图4所示,OCV测试机构2包括架体,安装在架体上的直线气缸以及安装在直线气缸的自由端的测试件;冲孔位置检测机构3包括滑台,安装在滑台的自由端的架体,在架体上安装有相对布置的传感器;NG下料机构4包括二维运动机构,二维运动机构包括相连接的第一滑台和第二滑台,安装在第二滑台上的吸取盘。
电芯的铝塑膜三次折边;
如图5和图8所示,铝塑膜一折机构5包括关于电芯对称布置的两个铝塑膜一折组件,一个铝塑膜一折组件对应于电芯的一侧铝塑膜,另一个铝塑膜一折组件对应于电芯的另一侧铝塑膜;每一个铝塑膜一折组件均包括第一上模、第一下模、第一折刀以及第一加热块;第一上模和第一下模用于夹紧铝塑膜,即第一上模的底面与铝塑膜的上表面相接触,第一下模的顶面与铝塑膜的下表面相接触,在第一上模和第一下模上与电芯相接触部分均与电芯的形状相适配;在第一下模上构造有第一倾斜面,在第一加热块上构造有与第一倾斜面相适配的第二倾斜面,第二倾斜面朝向第一倾斜面运动;可上下直线往复运动的第一折刀用于折弯铝塑膜,以使铝塑膜朝向第一倾斜面运动。
在上述实施例的基础上,铝塑膜一折组件还包括用于检测电芯所处位置的第一传感器。需要说明的是,第一传感器可以安装在两个铝塑膜一折组件中的一个上。例如,第一传感器可以安装在一个铝塑膜一折组件的机架上。第一传感器检测到电芯之后,可以控制第一下模和第一上模进行相应的运动。
如图6和图9所示,铝塑膜二折机构6包括关于电芯对称布置的两个铝塑膜二折组件,铝塑膜二折组件包括第二上模、第二下模以及第二加热块;第二上模和第二下模之间的间距可调,用于放置铝塑膜的第二加热块与第二上模的底面和第二下模的顶面均为可分离式接触。需要说明的是,铝塑膜二折组件还包括机架,机架安在滑台上,在机架的上方安装有一个直线驱动机构,该直线驱动机构用于带动第二上模进行上下直线往复运动,在机架的下方安装有另一个直线驱动机构,该直线驱动机构用于带动第二下模进行上下直线往复运动,在在机架的侧面安装有又一个直线驱动机构,该直线驱动机构用于带动第二加热块进行水平方向的直线往复运动。第二加热块朝向铝塑膜运动,以使铝塑膜搁置在第二加热块上;第二下模向上运动,以使第二加热块放置在第二下模上;第二上模向下运动,挤压位于第二加热块上的铝塑膜,以使呈135°的铝塑膜弯折成180°。
在上述实施例的基础上,在第二加热块的顶面的边缘处构造有用于放置铝塑膜的缺口。需要说明的是,在第二加热块的顶面的边缘处切除掉一个呈矩形结构的区域,此区域用于放置铝塑膜,并且,该区域还能够对铝塑膜形成限位,防止电芯沿宽度方向移动。
如图7和图10所示,铝塑膜三折机构包括关于电芯对称布置的两个铝塑膜三折组件,铝塑膜三折组件包括第三上模、第三下模、第二折刀以及第三加热块;第三上模和第三下模用于夹紧铝塑膜;可上下直线往复运动的第二折刀用于折弯铝塑膜,以使铝塑膜与第三下模的端面相接触,第三加热块朝向第三下模的端面运动。可以理解的是,铝塑膜三折组件还包括机架,机架安在滑台上,在机架的上方安装有一个直线驱动机构,该直线驱动机构用于带动第三上模进行上下直线往复运动,在机架的下方安装有另一个直线驱动机构,该用于带动第三下模进行上下直线往复运动,在在机架的侧面安装有又一个直线驱动机构,该直线驱动机构用于带动第三加热块进行水平方向的直线往复运动,在机架的上方还安装有又一个直线驱动机构,该直线驱动机构用于带动第二折刀进行上下直线往复运动。第三上模和第三下模同时朝铝塑膜运动,以使第三上模和第三下模固定住铝塑膜,固定住铝塑膜后,第二折刀向下运动,通过第二折刀让水平的铝塑膜初步弯折,即铝塑膜朝向第三下模的端面运动,铝塑膜初步弯折完成后,第二折刀向上运动,此时第三加热块朝向弯折的铝塑膜运动,进行铝塑膜的三次弯折,此时铝塑膜弯折成90°。第三上模的端面和第三下模的端面均呈平面结构。第三上模的端面和第三下模的端面均为与第二折刀相接触的一面,第二折刀与第三下模的端面可分离式接触。
在本发明实施例中,铝塑膜折弯装置还包括三个电芯压紧气缸。第一个电芯压紧气缸可以安装在两个铝塑膜一折组件中的一个上。例如,第一个电芯压紧气缸可以安装在一个铝塑膜一折组件的机架上。第二个电芯压紧气缸可以安装在两个铝塑膜二折组件中的一个上。例如,第二个电芯压紧气缸可以安装在一个铝塑膜二折组件的机架上。第三个电芯压紧气缸可以安装在两个铝塑膜三折组件中的一个上。例如,第三个电芯压紧气缸可以安装在一个铝塑膜三折组件的机架上。
电芯侧边贴胶;
如图11所示,本发明的电芯贴胶机构8,包括:胶带端头固定夹爪83、拉胶夹爪84、切刀85以及贴胶组件81;贴胶组件81包括第一直线驱动件、基板、第一贴胶头、第二贴胶头以及挡块;第一贴胶头和第二贴胶头安装在基板上,且第一贴胶头和第二贴胶头的间距可调;安装在基板上的挡块位于第一贴胶头和第二贴胶头之间;第一直线驱动件的自由端与基板相连接。需要说明的是,第一贴胶头和第二贴胶头正对布置,且两者的工作面在贴胶的时候可以相接触或者在贴胶完成后相分离。
在本发明实施例中,胶带在拉胶夹爪的作用下向下运动,此时胶带位于胶带端头固定夹爪83和拉胶夹爪84之间,并且胶带粘贴在电芯的侧边,此时首先通过切刀85将胶带切断,拉胶夹爪84松开胶带;第一直线驱动件驱动第一贴胶头和第二贴胶头朝向电芯的侧边运动,通过第一贴胶头和第二贴胶头分别完成上下面胶带的粘贴,并且通过位于第一贴胶头和第二贴胶头中间的挡块压紧端面胶带。本发明提供的电芯贴胶装置,通过第一贴胶头和第二贴胶头可以实现U形的胶带的粘贴,并且通过位于第一贴胶头和第二贴胶头中间的挡块可以实现胶带与电芯的侧边的完美贴合,贴胶效率和质量均有较大提升。
在上述实施例的基础上,电芯贴胶装置还包括换卷组件82,换卷组件82包括可分离式接触的第一压块和第二压块和可分离式接触的第一真空吸盘和第二真空吸盘,在第一压块和第二压块之间固定安装有平板。其中,在平板上构造有通槽。需要说明的是,在第一压块和第二压块的表面上均构造有凹槽。其中,该表面为与胶带相接触的面。可分离式接触的第一压块和第二压块和可分离式接触的第一真空吸盘和第二真空吸盘沿着胶带的出卷方向依次布设。
在本发明实施例中,在上备用胶卷后,胶带依序绕走至真空吸盘处,气缸驱动第一压块和第二压块压紧胶带,对应第一真空吸盘和第二真空吸盘吸住胶带,换卷时气缸驱动上下布置的第一真空吸盘和第二真空吸盘将两层胶带粘合,上下真空吸盘分开,两个压块松开,换卷完成。
以下对本发明实施例的电芯涂胶装置的工作过程进行详细说明:
将胶带贴到电芯折弯侧边上,单侧边贴五条胶带,共贴十条。
第一步:电芯到达贴胶工位后,首先定位机构对电芯载具进行定位,随后第一个贴胶机构动作,将中间三段胶贴至电芯上;第二步:随后电芯运行至下一工位,第二个贴胶机构贴电芯两端两段胶;第三步:在翻转工位对电芯进行翻转换边,将没有贴胶的一侧翻转至贴胶设备侧;第四步:重复上述动作,完成电芯另一边贴胶;第五步:完成后电芯流至贴胶检测工位;第六步:对电芯进行视觉检测,对贴胶后铝塑膜的宽度进行检测,尺寸是否合格,OK则继续进行下一工序,NG则有NG抓取机械手抓出至缓存区。
极耳裁切;
如图12所示,极耳裁切机构9,包括:对称布置的两个极耳裁切组件91、用于对电芯两侧极耳拍照的两个视觉检测组件93;对称布置的两个极耳裁切组件91分别用于裁切电芯的左侧极耳和电芯的右侧极耳,对称布置的两个视觉检测组件93分别用于对准电芯的左侧极耳和电芯的右侧极耳,视觉检测组件93包括摄像机以及图像处理器;极耳裁切组件91包括沿水平方向滑动的架体,架体的侧面上固定安装有与其垂直相连的下预压垫块安装板,架体的侧面上还滑动安装有与其垂直相连的裁切组件安装板,裁切组件安装板位于下预压垫块安装板的上方,裁切组件安装板沿竖直方向滑动,即裁切组件安装板朝向下预压垫块安装板运动;裁切组件安装板的底面上安装有上预压紧块和裁切刀,下预压垫块安装板的顶面上安装有与上预压紧块正对布置的下预压垫块。需要说明的是,上预压紧块与下预压垫块夹紧极耳的上下表面,通过靠近上预压紧块布置的裁切刀对极耳进行裁切。
在本发明实施例中,首先采用两个视觉检测组件分别对电芯的两侧极耳进行拍照,获取电芯的理论中心,并根据电芯要求的总长,计算出两侧极耳需要裁切的长度;通过两个架体分别滑动相应的距离,再通过裁切刀对极耳进行裁切;架体滑动的距离根据电芯的理论中心和极耳需要裁切的长度计算获得,即两个架体的滑动距离可以不同。本发明实施例提供的极耳裁切装置,可以根据电芯的所在位置,实时调整裁切刀的位置,让两个极耳的长度始终保持相等,可以切割出符合要求的电芯。
在上述实施例的基础上,极耳裁切组件还包括安装在裁切组件安装板上的上预压紧块安装板,上预压紧块安装板与裁切组件安装板之间间距可调,上预压紧块安装板上安装有上预压紧块。需要说明的是,上预压紧块安装板的底面上安装有上预压紧块,上预压紧块安装板通过两根导杆安装在裁切组件安装板上,通过导杆的上下移动,从而调节上预压紧块安装板与裁切组件安装板之间间距。为了提高滑动的稳定性,在架体的侧面上安装有竖直布置的直线导轨,裁切组件安装板的侧面与直线导轨相装配。
极耳裁切机构9还包括对称布置的两个第一极耳整平组件92、两个第二极耳整平组件;沿着电芯的运动方向依次为两个第一极耳整平组件92、两个极耳裁切组件91以及两个第二极耳整平组件;第一极耳整平组件和第二极耳整平组件包括沿水平方向滑动的柜体,柜体的侧面上安装有下预整平块安装板以及沿竖直方向滑动的上预整平块安装板;上预整平块安装板上安装有上预整平块,下预整平块安装板上安装有与上预整平块正对布置的下预整平块。其中,上预整平块安装板位于下预整平块安装板的正上方。需要说明的是,在柜体的侧面上安装有竖直布置的直线导轨,上预整平块安装板的侧面与该直线导轨相装配,在柜体上安装有气缸,气缸的活动端通过平面法兰式称重测量传感器与上预整平块安装板相连。
可以理解的是,第一极耳整平组件和第二极耳整平组件还包括直线导轨以及气缸,直线导轨与柜体的底部相装配,气缸的活动端与柜体相连,通过气缸驱动柜体的水平方向的运动。极耳裁切机构还包括用于输送电芯95的步进输送线94,步进输送线94的固定托架上安装有电芯固定座,每一电芯固定座对应设置有两个电芯夹紧组件。
在本发明实施例中,步进输送线94的两个固定托架处于静止状态,位于两个固定托架中间的移动托架处于运动状态,且移动托架的运动路径呈回字形。在其中一个固定托架上安装有一个电芯固定座,在另一个固定托架上安装有另一个电芯固定座,两个电芯固定座用于放置电芯的两端,即电芯95横置在步进输送线94上。需要说明的是,在一个电芯固定座的两侧分别安装有一个电芯夹紧组件,电芯夹紧组件用于夹紧电芯的两侧。即两个电芯夹紧组件沿固定托架的长度方向依次布置。其中,电芯夹紧组件包括气缸,气缸的活动端安装有推板,推板与电芯的侧面相接触或者分离。可以理解的是,一个电芯固定座还可以只对应于一个电芯夹紧组件,电芯固定座上只有一个侧面设置有与推板相适配的通槽,此时,电芯固定座的另一个相对侧面可以作为基准面。其中,步进输送线94位于两个极耳裁切组件91的中间位置处。
极耳裁切方法,首先采用两个视觉检测组件93分别对电芯95的两侧极耳进行拍照,获取电芯的理论中心,并根据电芯要求的总长,计算出两侧极耳需要裁切的长度;通过两个架体分别滑动相应的距离,再通过裁切刀对极耳进行裁切;架体滑动的距离根据电芯的理论中心和极耳需要裁切的长度计算获得,即两个架体的滑动距离可以不同。本发明实施例提供的极耳裁切方法,可以根据电芯的所在位置,实时调整裁切刀的位置,让两个极耳的长度始终保持相等,可以切割出符合要求的电芯。
电芯堆叠;其中,堆叠之前需要对电芯正反面涂胶、绝缘板涂胶、左侧板涂胶、右侧板涂胶以及泡棉涂胶;
如图13所示,本发明实施例的电芯堆叠机构10,包括:堆叠工装102,堆叠工装102包括基板,在基板的表面上安装有两个电芯压合组件,两个电芯压合组件对称布置,第一个电芯压合组件对应于电芯的左端,第二个电芯压合组件对应于电芯的右端;
电芯压合组件包括基座、U形安装板以及辊筒,辊筒转动安装在U形安装板围合的区域内,U形安装板滑动安装在基座的表面上,辊筒的作业长度与电芯的宽度相适配,电芯的宽度与U形安装板围合的区域相适配,即电芯可以放置在U形安装板围合的区域,U形安装板的开口朝向水平布置的电芯,电芯的端部与U形安装板的底部内壁相接触。其中,基座固定安装在基板的表面上,基座的高度根据模组的高度进行设计,在此不做具体限定。并且,基座可以设置为一可升降的结构,辊筒的长度方向与电芯的宽度方向相一致。
在本发明实施例中,将多个电芯依次堆叠并放置在基板的表面上,初始状态下,辊筒以及U形安装板并不位于电芯的正上方;待电芯堆叠完成后,通过U形安装板的滑动,电芯位于U形安装板围合的区域内,此时辊筒与最上层的电芯的表面相接触,通过辊筒对电芯进行压合,以使得电芯处于压紧状态。本发明实施例提供的电芯堆叠装置,通过该堆叠工装解决了软包电芯两侧,极耳都不能以机械方式定位的问题;堆叠工装设计有压紧保持机构,保证堆叠后的电芯位置能够保持稳定状态。
在上述实施例的基础上,电芯压合组件还包括直线导轨、连接座、弹性件以及立板;立板垂直安装在基座上,直线导轨水平安装在基座上,直线导轨的长度方向与电芯的长度方向相同;弹性件的一端与立板相连接,另一端与连接座相连接;连接座与直线导轨相装配,连接座沿着直线导轨的长度方向移动,U形安装板与连接座相连接。需要说明的是,初始状态下,弹性件处于伸长状态,即连接座朝向背离立板的方向移动。其中,该弹性件可以为弹簧,在立板和连接座之间可以设置多个弹簧以保证两者连接的稳定性以及足够的弹性驱动力。
在上述实施例的基础上,在基板的表面上且在两个电芯压合组件之间安装有至少一个电芯限位座。需要说明的是,该电芯限位座的数量可以为三个,电芯限位座可以在电芯的宽度方向上进行约束,配合U形安装板在电芯的宽度方向上的约束,能够实现对电芯的准确定位。
在上述实施例的基础上,电芯堆叠装置还包括用于调整堆叠工装的高度的顶升定位机构。需要说明的是,顶升定位机构可以为升降气缸,通过顶升定位机构实时调整堆叠工装的高度。
电芯堆叠机构10还包括模组压紧机构104,模组压紧机构104包括压板、直线驱动机构以及压力传感器,直线驱动机构的自由端通过压力传感器与压板相连接。需要说明的是,直线驱动机构可以为升降气缸,通过升降气缸的动作,调整压板的高度。其中,通过设置压力传感器可以实时测量压板对于电芯的压力大小,以防止对电芯的结构产生损伤。电芯堆叠机构还包括视觉机构103,视觉机构103用于获取电芯和/或侧板的顶角处图像。需要说明的是,通过上下相邻的两个电芯的顶角处是否对齐,可以判定电芯的堆叠质量是否符合要求。
在本发明实施例中,采用视觉定位,巧妙运用压紧电缸,实现定焦相机对侧板电芯不同高度拍照定位。
在上述实施例的基础上,电芯堆叠装置还包括至少一个送料机械手101。需要说明的是,堆叠物料种类多,有四种物料,并且堆叠后需要压紧保持,采用送料机械手101交替堆叠,在两个堆叠工位对四种物料取放。
在本发明实施例中,在机柜上安装有输送线体,输送线体用于输送堆叠工装102,沿着输送线体的输送方向设置有两个堆叠工位,每一堆叠工位对应安装有一个堆叠工装102、一个模组压紧机构104和两套视觉机构103,两个堆叠工位共用三个送料机械手101,每一个堆叠工装102对应有一个顶升定位机构。其中,送料机械手101采用吸盘结构,三个送料机械手101交替堆叠,用于堆叠四种物料分别为泡沫、绝缘板。
其中的对电芯正反面涂胶;
如图14所示,电芯涂胶机构,包括:翻转机构11,翻转机构包括第一驱动件、第一吸盘组111、第二驱动件、第三驱动件、旋转件以及第二吸盘组112;第一驱动件的自由端与第一吸盘组111相连接,第二驱动件的自由端与第三驱动件的固定端相连接,第三驱动件的自由端与旋转件的固定端相连接,旋转件的自由端与第二吸盘组112组相连接。在本发明实施例中,在第三驱动件的作用下,第二吸盘组112向下运动并吸取电芯;电芯吸取完成后,在第三驱动件的作用下,第二吸盘组112向上运动;在旋转件的作用下,电芯旋转180°;电芯旋转完成后,在第一驱动件的作用下,第一吸盘组111向下运动,吸取位于第二吸盘组112上的电芯,此时第二吸盘组112松开;电芯吸取完成后,在第三驱动件的作用下,第二吸盘组112向右运动让出空间,并且在第一驱动件的作用下,第一吸盘组111向上运动。本发明提供的电芯涂胶装置,在翻转机构的作用下,能够快速准确地对电芯进行翻转,以便对电芯进行正反面涂胶。需要说明的是,为了加快翻转效率,第一吸盘组111可以对应于两个第二吸盘组112,此时可以同时对两块电芯进行翻转操作。
在上述实施例的基础上,翻转机构还包括第四驱动件和机架,第四驱动件的自由端与机架相连接,第一驱动件的固定端和第二驱动件的固定端均与机架相连接。需要说明的是,第一吸盘组111在将电芯吸取完成后,在第三驱动件的作用下,第二吸盘组112向右运动让出空间,并且在第一驱动件的作用下,第一吸盘组111向上运动;在第四驱动件的作用下,机架向下运动,第一吸盘组111将电芯放置于线体载具上,电芯翻转完成。可以理解的是,第一驱动件、第二驱动件、第三驱动件以及第四驱动件均为直线气缸,旋转件为旋转气缸。
如图15所示,电芯涂胶装置还包括涂胶机构,涂胶机构包括三维运动组件和胶头113,三维运动组件和胶头113相连接。需要说明的是,三维运动组件包括依次相连接的第一滑台、第二滑台以及第三滑台,第三滑台的自由端和胶头113相连接。其中,第一滑台安装在安装架上,通过第一滑台、第二滑台以及第三滑台的驱动,胶头113能够在多个维度内进行运动。
在上述实施例的基础上,涂胶机构还包括视觉组件,视觉组件安装在第三滑台的自由端。需要说明的是,视觉组件包括图像获取器和光源,通过图像获取器可以获取涂胶后的电芯的图像,从而对电芯的涂胶质量作出分析。
在上述实施例的基础上,涂胶机构还包括喷胶工位,在喷胶工位的相对两侧构造有喷胶挡板115。需要说明的是,喷胶工位为一可升降的工位,且在喷胶工位上构造有一呈矩形且中空的放置座,放置座与电芯相适配,在放置座的相对两侧构造有喷胶挡板115。
在上述实施例的基础上,靠近喷胶工位布设有接胶盒114。需要说明的是,通过布置接胶盒114,可以防止多余的胶体掉落后,对环境造成影响。电芯涂胶装置还包括移除机构,移除机构包括二维运动机构和第三吸盘组;二维运动机构的自由端与第三吸盘组相连接。需要说明的是,二维运动机构包括第五驱动件和第六驱动件,第五驱动件的自由端与第六驱动件的固定端相连接,第六驱动件的自由端与第三吸盘组相连接。可以理解的是,移除机构还包括废料收集平台,在废料收集平台上构造有电芯放置位。
在本发明实施例中,视觉组件判定电芯的涂胶质量不合格时,第三吸盘组将不合格的电芯吸取,并放置在废料收集平台上。
安装顶板和底板,并焊接顶板和底板;
如图16所示,顶底板焊接装置12,包括:焊接机器人和对称布置的两个顶底板焊接压紧组件122,每一顶底板焊接压紧组件122对应连接于一个顶底板装配组件121;两个顶底板装配组件121分别用于组装底板和顶板;每一顶底板装配组件包括X向调节板、Y向调节板、定位板以及底板;其中,底板、X向调节板以及Y向调节板依次相连;X向调节板滑动安装在底板的右侧侧面上,Y向调节板滑动安装在X向调节板的右侧侧面上,X向调节板和Y向调节板的滑动方向相垂直;其中,X向调节板沿着X轴方向移动即水平方向移动,Y向调节板沿着Y轴方向移动即竖直方向移动;定位板安装在Y向调节板的边缘处,Y向调节板的右侧面上安装有顶底板来料定位销,定位板上安装有顶底板安装定位销。需要说明的是,底板的右侧面与X向调节板的左侧面相对,X向调节板的右侧面与Y向调节板的左侧面相对。
在上述实施例的基础上,Y向调节板的侧面上安装有接近传感器。需要说明的是,在Y向调节板的右侧侧面上安装有接近传感器。其中,通过接近传感器可以检测顶板或者底板与Y向调节板的间距。
在上述实施例的基础上,在Y向调节板的侧面上安装有用于吸附待安装顶底板的磁铁。需要说明的是,在Y向调节板的右侧侧面上安装有用于吸附待安装顶板或者底板的磁铁,通过磁性连接,可以确保装配的时候不会对顶板或者底板造成损伤。
在上述实施例的基础上,在Y向调节板的侧面上安装有四个顶底板来料定位销,四个顶底板来料定位销分别位于Y向调节板的四个顶角处。需要说明的是,为了提高对顶板或者底板的定位精度,在Y向调节板的右侧侧面上安装有四个顶底板来料定位销。
在上述实施例的基础上,定位板包括对称布置的上定位板和下定位板,上定位板和下定位板分别安装在Y向调节板的上下边缘处。需要说明的是,在Y向调节板的上边缘处安装有上定位板,在Y向调节板的下边缘处安装有下定位板,下定位板上构造有顶底板安装定位销。
在上述实施例的基础上,每一顶底板装配组件还包括第一固定块和锁紧销,第一固定块安装在X向调节板的侧面上,活动安装在第一固定块上的锁紧销与Y向调节板螺纹相连。需要说明的是,为了提高稳定性,两个第一固定块安装在X向调节板的右侧侧面上。通过锁紧销可以确保Y向调节板不会滑落。
在上述实施例的基础上,在X向调节板的侧面上安装有竖直布置的第一直线导轨,Y向调节板与第一直线导轨相装配。需要说明的是,在X向调节板的右侧侧面上安装有竖直布置的两根第一直线导轨,两个第一固定块位于两根第一直线导轨之间。
在上述实施例的基础上,在底板的右侧侧面上安装有水平布置的两个第二直线导轨,X向调节板与两个第二直线导轨相装配。需要说明的是,两个第二直线导轨分别为第一条第二直线导轨和第二条第二直线导轨,第一条第二直线导轨和第二条第二直线导轨位于同一高度,且间隔一定距离布置。
在上述实施例的基础上,在底板的右侧侧面上安装有位于两个第二直线导轨之间的两个第二固定块,两个所述第二固定块之间安装有弹性件,弹性件上连接有活动块,活动块与X向调节板的左侧侧面相连。其中,两个第二固定块分别为第一个第二固定块和第二个第二固定块,第一个第二固定块和第二个第二固定块位于同一高度,且间隔一定距离布置。第一条第二直线导轨、第二条第二直线导轨、第一个第二固定块和第二个第二固定块位于同一高度。需要说明的是,水平布置的弹性件可以为压缩弹簧。其中,活动块套设在压缩弹簧上,即活动块与第一个第二固定块和第二个第二固定块位于同一高度。可以理解的是,通过设置弹性件可以保证向调节板具备一定的复位功能。需要说明的是,顶底板焊接压紧组件122包括直线驱动件,直线驱动件可以为第一气缸,第一气缸的活动端与底板的左侧侧面相连。
在上述实施例的基础上,顶底板焊接压紧组件122还包括用于安装第一气缸的气缸安装板,第一气缸的活动端通过连接座与底板的侧面相连,连接座与气缸安装板滑动连接。需要说明的是,第一气缸安装在气缸安装板上,第一气缸的活动端通过呈L形结构的连接座与底板的左侧侧面相连,在气缸安装板上安装有水平布置的直线导轨,连接座与直线导轨相装配。
在上述实施例的基础上,顶底板焊接装置还包括侧板焊接压紧组件123,侧板焊接压紧组件包括可上下直线往复运动的压板,压板与软包电池模组的侧板可分离式接触。需要说明的是,侧板焊接压紧组件还包括用于驱动压板的第二气缸,第二气缸的活动端通过压力传感器与压板的顶面相连。
在本发明实施例中,顶底板焊接装置还包括柜体,在柜体的中心位置处设置有用于防止软包电池模组的放置座,在柜体上安装有安装架,气缸安装板安装在安装架上,并且安装架的中心位置处还安装有竖直布置的第二气缸,在安装架上安装有竖直布置的直线导轨,压板通过转接座与直线导轨相装配。其中,两个直线导轨关于第二气缸对称布置。
安装集流盘;
如图17所示,集流盘装配装置13,包括:模组压紧机构和集流盘安装机构131;模组压紧机构包括对称布置的两个模组限位组件134,每一模组限位组件134均包括可滑动的定位夹具安装板,两个定位夹具安装板可以相互靠近或者远离,从而能够适配不同尺寸的软包电池模组;定位夹具安装板上开设有通槽,以便软包电池模组穿过该通槽;在通槽的上表面安装有上限位板,在通槽的下表面安装有下顶升板,上限位板和下顶升板之间间距可调,上限位板始终处于固定状态,下顶升板可以处于运动状态,上限位板与软包电池模组的上表面相接触,下顶升板与软包电池模组的下表面相接触;在通槽的左表面安装有侧面夹紧板,在通槽的右表面安装有侧面定位板,侧面夹紧板和侧面定位板之间间距可调,侧面夹紧板和侧面定位板均可以处于运动状态,侧面夹紧板与软包电池模组的左侧面相接触,侧面定位板与软包电池模组的右侧面相接触。
本发明实施例中包括对称布置的两个集流盘安装机构131,集流盘安装机构131包括第一直线驱动件和夹紧组件,夹紧组件包括集流盘定位座和安装在第一直线驱动件上的第一夹紧件,集流盘定位座固定在第一夹紧件上。需要说明的是,第一直线驱动件可以为滑台,滑台安装在机架上,滑台通过悬臂与第一夹紧件相连,第一夹紧件可以为夹紧气缸,在夹紧气缸的壳体上安装有集流盘定位座,即集流盘定位座位于夹紧气缸的两个夹紧手指之间。其中,悬臂的延伸方向与滑台的移动方向相垂直,夹紧气缸的运动方向与滑台的运动方向相一致。在本发明实施例中,工装板到位后,模组被两个模组限位组件顶起,模组脱离工装板20mm左右,然后通过模组限位组件再对模组进行三个方向的定位;模组定位成功后,通过集流盘安装机构131将集流盘与极耳装配。本发明实施例提供的集流盘装配装置,结构简单可靠,通过两个模组限位组件解决了工装板的一致性问题。
集流盘安装机构131还包括与第一直线驱动件相连接的第二直线驱动件,第一直线驱动件和第二直线驱动件的驱动方向相同,第一夹紧件安装在第二直线驱动件上。需要说明的是,第二直线驱动件为伸缩滑台气缸,第二直线驱动件安装在悬臂上,夹紧气缸安装在伸缩滑台气缸的活动端。
在上述实施例的基础上,集流盘安装机构131还包括安装在第一直线驱动件上的集流盘限位块,集流盘限位块可朝向集流盘定位座运动。需要说明的是,集流盘限位块安装在另一伸缩滑台气缸上以实现其沿竖直方向的运动,该伸缩滑台气缸通过安装板安装在悬臂上,集流盘限位块的运动方向与集流盘定位座的运动方向相垂直。
集流盘装配装置还包括极耳导向机构132,极耳导向机构132包括第三直线驱动件和与第三直线驱动件相连接的梳盘,在梳盘上构造有与极耳相适配的锯齿状凹槽。需要说明的是,第三直线驱动件安装在定位夹具安装板的另一侧面上。第三直线驱动件可以为伸缩滑台气缸,通过第三直线驱动件驱动梳盘沿着极耳的长度方向运动。
集流盘装配装置还包括机器人夹具133,机器人夹具133包括机械臂,在机械臂上安装有第二夹紧件。需要说明的是,在机械臂上可以安装有对称布置的两个第二夹紧件,第二夹紧件可以为夹紧气缸,在夹紧气缸的壳体上安装有吸取件,即吸取件位于夹紧气缸的两个夹爪之间,并且,在吸取件上安装有弹性件,以实现与集流盘的柔性接触。
在上述实施例的基础上,集流盘装配装置还包括上料箱137和用于对集流盘一次定位的缓存机构136。需要说明的是,上料箱137用于放置集流盘,机器人夹具133首先将上料箱137内的集流盘取出,并放置在缓存机构136上,以完成一次定位;机器人夹具133再将缓存机构136上的集流盘取出,并放置在二次定位机构135上,以完成二次定位;最后,机器人夹具133再将二次定位机构135上的集流盘取出,并放置在集流盘定位座上,以完成集流盘的上料。
极耳折弯;
如图18所示,极耳折弯装置14,包括:三维运动机构和与三维运动组件相连的折弯滚平机构,折弯滚平机构包括并排布置的折弯组件和滚平组件;折弯组件包括气缸、折弯片142以及折弯工装安装板,气缸的活动端与折弯工装安装板相连,折弯片142滑动安装在折弯工装安装板上;滚平组件包括整平机构安装座和圆形托辊141,圆形托辊141转动地安装在整平机构安装座上。需要说明的是,通过三维运动机构可以调整折弯组件和滚平组件在X轴方向、Y轴方向以及Z轴方向的运动,并且通过气缸的运动可以继续微调折弯片142在X轴方向的运动,通过折弯片142在折弯工装安装板上的滑动可以继续微调折弯片142在Y轴方向的运动。
在本发明实施例中,折弯组件和滚平组件通过三维运动机构的运动移动至工作区域;通过气缸的工作,折弯片142在X轴方向移动一定距离,使得折弯片142与待弯折的极耳重合布置,再通过三维运动机构带动折弯片142在Y轴方向移动一定距离,从而完成极耳的折弯工作;极耳折弯完成后,通过气缸的工作,折弯片142在X轴方向移动一定距离,完成折弯片142的复位,即折弯片不会干涉圆形托辊141的工作;通过三维运动机构带动圆形托辊141在X轴方向移动一定距离,使得圆形托辊141与极耳相接触,三维运动机构再带动圆形托辊141在Y轴方向移动一定距离,从而完成已折弯的极耳的整平工作。本发明实施例提供的极耳折弯装置,使用方便,能够同时完成极耳的折弯及整平工作,工作效率及效果能够达到预期目标。
在上述实施例的基础上,滚平组件还包括滚轮支撑架和揉平轮支撑轴,滚轮支撑架安装在整平机构安装座上,揉平轮支撑轴转动安装在滚轮支撑架上,呈中空结构的圆形托辊套设在揉平轮支撑轴上。需要说明的是,滚平组件还包括直线轴承、导向轴以及弹性件,导向轴安装在直线轴承上,导向轴与整平机构安装座相连,套设在导向轴上的弹性件位于整平机构安装座和直线轴承之间。其中,直线轴承安装在滚平机构直线轴承安装座上。其中,弹性件可以为矩形弹簧。可以理解的是,导向轴的首端通过导杆锁紧块安装在整平机构安装座上,导向轴的尾端安装有轴端挡块。其中,竖直布置的揉平轮支撑轴的延伸方向与Z轴的方向相一致;水平布置的导向轴的延伸方向与X轴的方向相一致。
在本发明实施例中,还可以设置视觉检测装置,通过摄像头拍摄极耳整平后的图像,并对上述图像进行分析处理,根据结果,再次通过折弯片142和圆形托辊141的协同工作,来调整极耳与汇流盘的贴合状态。
极耳焊接;
如图19所示,极耳焊接系统15,包括:用于对软包电池模组定位的软包电池模组定位机构153、用于使得极耳和汇流盘相贴合的极耳压紧机构以及用于焊接极耳和汇流盘的极耳焊接机构;极耳压紧机构包括极耳压紧组件152,极耳压紧组件152包括可滑动的压紧组件安装板、对称布置的两个伸缩气缸、对称布置的两个极耳压头以及对称布置的两个压头滑座;两个伸缩气缸的固定端均铰接在压紧组件安装板上,一个伸缩气缸的活动端铰接在一个压头滑座上,另一个伸缩气缸的活动端铰接在另一个压头滑座上;两个压头滑座均滑动安装在压紧组件安装板上,且压头滑座与压紧组件安装板的滑动方向相垂直;一个极耳压头安装在一个压头滑座上,另一个极耳压头安装在另一个压头滑座上。需要说明的是,通过两个伸缩气缸的独立驱动配合两个压头滑座的独立滑动,两个极耳压头能够独立工作,从而能够适应不同规格的软包电池模组。可以理解的是,压头滑座与压紧组件安装板的滑动方向相垂直,即压紧组件安装板沿着X轴方向滑动,压头滑座沿着Y轴方向滑动。其中,压紧组件安装板作为第三滑台的一部分,该第三滑台的动力机构为滚珠丝杠,滚珠丝杠的动力源可以为伺服电机。第三滑台可以通过两个竖直布置的支架安装固定,通过支架的高度可以使得极耳压头的位置与极耳的位置相匹配。压头滑座的动力源为伸缩气缸,通过伸缩气缸的伸长运动,极耳压头朝向极耳运动,伸缩气缸的缩短运动,极耳压头背离极耳运动。可以理解的是,呈矩形结构的极耳压头与极耳相匹配,即极耳压头的形状大小与极耳的形状大小均相同。其中,为了便于更换和检修极耳压头,极耳压头可拆卸地安装在压头滑座上,例如,极耳压头通过卡扣连接的方式安装在压头滑座上。
极耳焊接系统还包括两组抽尘组件,每一抽尘组件均包括一根抽尘管,每一极耳压头上均开设有抽气通孔;安装在一个极耳压头上的一根抽尘管的进气端朝向抽气通孔布置,安装在另一个极耳压头上的另一根抽尘管的进气端朝向抽气通孔布置。需要说明的是,极耳压头上开设有贯穿两相对侧面的抽气通孔,在抽尘管的出气端可以安装有抽气机。
在上述实施例的基础上,极耳压紧机构还包括用于检测极耳压头的位移的第一位移传感器。需要说明的是,第一位移传感器安装在压紧组件安装板上,且第一位移传感器位于气缸安装座和压头滑座安装座之间。通过第一位移传感器可以获取压头滑座的滑动距离,从而得到极耳压头的位移。
在上述实施例的基础上,极耳压紧机构还包括用于检测极耳与汇流盘间距的第二位移传感器。需要说明的是,第二位移传感器安装在压紧组件安装板上,且第二位移传感器位于气缸安装座和压头滑座安装座之间。通过第二位移传感器可以获取与汇流盘之间的距离,结合第一位移传感器得到的极耳压头的位移,可以计算得出极耳与汇流盘间距,可以防止极耳压头对极耳过渡挤压,造成电芯模组的损伤。极耳焊接机构包括焊接组件151,焊接组件151包括振镜焊接头、图像采集模块、第一滑台以及第二滑台;第二滑台安装在第一滑台上,振镜焊接头安装在第二滑台上,第一滑台和第二滑台的运动方向相垂直,即第一滑台用于沿着X轴方向运动即左右运动,第二滑台用于沿着Y轴方向运动即前后运动;图像采集模块通过升降件安装在第一滑台上。其中,升降件可以为第四滑台,第四滑台安装在第一滑台上,图像采集模块安装在第四滑台上,通过第四滑台带动图像采集模块沿着Z轴方向运动即上下运动,即图像采集模块靠近或者远离第一滑台运动。需要说明的是,图像采集模块包括摄像头和靠近摄像头布置的光源。
焊接组件151还包括安装在滑台上的气帘,气帘位于振镜焊接头的上方。需要说明的是,通过气帘吹出的保护气体使得振镜焊接头的焊接路径上没有杂物,能够提高振镜焊接头的工作效率和焊接质量。其中,保护气体可以为氮气。
软包电池模组定位机构153包括用于从不同方位夹紧软包电池模组的第一模组夹紧组件和第二模组夹紧组件;第一模组夹紧组件用于夹紧软包电池模组的左右两个侧面,第二模组夹紧组件用于夹紧软包电池模组的前后两个侧面;第一模组夹紧组件包括定位气缸和压紧气缸,定位气缸的活动端依次连接有定位侧压紧块和定位侧垫块,压紧气缸的活动端依次连接有压紧侧压紧块和压紧侧垫块;第二模组夹紧组件包括夹爪气缸,夹爪气缸的两侧设有对称布置的第一夹爪和第二夹爪。需要说明的是,定位气缸为行程可调气缸。定位气缸的一侧作为定位侧,压紧气缸的一侧作为压紧侧,定位气缸能够对定位侧垫块的位置进行微调,以匹配来料位置;而压紧气缸每次工作的时候,压紧侧垫块处于最大行程位置处。可以理解的是,夹爪气缸位于软包电池模组的上方,工作的时候,通过第一夹爪和第二夹爪的相向运动,以夹紧软包电池模组。其中,第一夹爪可以作为压紧侧,而第二夹爪作为定位侧,从而匹配来料位置。其中,第一夹爪和第二夹爪均由绝缘材料制备而成,且第一夹爪和第二夹爪均具备一定的柔性。
在本发明实施例中,通过第一夹爪和压紧侧垫块作为压紧侧,第二夹爪和定位侧垫块作为定位侧,能够对软包电池模组的位置进行微调,从而便于软包电池模组进行下一步的极耳焊接操作。
在上述实施例的基础上,第一夹爪和第二夹爪均包括与夹爪气缸的活动端相连的L形连接板,以及与L形连接板相连的倒U形板。需要说明的是,L形连接板和倒U形板均由聚氨酯制备而成。
在本发明实施例中,第一夹爪和第二夹爪在夹持软包电池模组的时候,L形连接板的水平部与软包电池模组的顶面相接触,倒U形板与软包电池模组的前后两个侧面相接触。其中,L形连接板的水平部可以作为软包电池模组的顶面的基准面。可以理解的是,定位气缸通过呈L形结构的定位气缸安装座固定安装,以使定位气缸在水平面上工作;压紧气缸通过呈L形结构的压紧气缸安装座固定安装,以使压紧气缸在水平面上工作。其中,夹爪气缸通过门架安装固定。
与焊接组件151对应布置有多组极耳压紧组件152;其中,可以在呈矩形结构的箱体的表面上安装两组极耳压紧组件152,两组极耳压紧组件152沿箱体的长度方向依次布置,第一滑台的运动方向与箱体的长度方向相一致;焊接组件151和极耳压紧组件152沿箱体的宽度方向依次布置。此时,一个极耳压紧组件152对应设置有一个软包电池模组定位机构153,即软包电池模组定位机构153安装在箱体的表面上,两组软包电池模组定位机构153沿箱体的长度方向依次布置,软包电池模组定位机构153、极耳压紧组件152以及焊接组件151沿箱体的宽度方向依次布置。
安装端盖,并焊接端盖;
如图20所示,本发明实施例的端盖装配装置16,包括:模组压紧机构和端盖安装机构;模组压紧机构包括对称布置的两个第二模组限位组件162,每一第二模组限位组件162均包括可滑动的定位夹具安装板,两个定位夹具安装板可以相互靠近或者远离,从而能够适配不同尺寸的软包电池模组;定位夹具安装板上开设有通槽,以便软包电池模组穿过该通槽;在通槽的上表面安装有上限位板,在通槽的下表面安装有下顶升板,上限位板和下顶升板之间间距可调,上限位板始终处于固定状态,下顶升板可以处于运动状态,上限位板与软包电池模组的上表面相接触,下顶升板与软包电池模组的下表面相接触;在通槽的左表面安装有侧面夹紧板,在通槽的右表面安装有侧面定位板,侧面夹紧板和侧面定位板之间间距可调,侧面夹紧板和侧面定位板均可以处于运动状态,侧面夹紧板与软包电池模组的左侧面相接触,侧面定位板与软包电池模组的右侧面相接触。
在本发明实施例中包括对称布置的两个端盖安装组件161,每一端盖安装组件161包括第一直线驱动件和夹紧组件,夹紧组件包括的端盖定位座和安装在第一直线驱动件上的第一夹紧件,端盖定位座柔性安装在第一夹紧件上。需要说明的是,第一直线驱动件可以为滑台,滑台安装在机架上,滑台通过悬臂与第一夹紧件相连,第一夹紧件可以为夹紧气缸,在夹紧气缸的壳体上柔性安装有端盖定位座,即端盖定位座位于夹紧气缸的两个夹紧手指之间。其中,悬臂的延伸方向与滑台的移动方向相垂直,夹紧气缸的运动方向与滑台的运动方向相一致。
端盖装配装置还包括机器人夹具,机器人夹具包括机械臂,在机械臂上安装有第二夹紧件。需要说明的是,在机械臂上可以安装有对称布置的两个第二夹紧件,第二夹紧件可以为夹紧气缸,在夹紧气缸的壳体上安装有吸取件,即吸取件位于夹紧气缸的两个夹爪之间。
可以理解的是,夹紧气缸的两个活动端的间距小于等于端盖的两个弯折部的间距。其中,夹紧气缸的两个活动端的最大间距等于端盖的两个弯折部的间距。端盖装配装置还包括二次定位机构,二次定位机构包括限位座和第三直线驱动件,限位座的一侧开设有缺口,第三直线驱动件通过缺口在限位座内运动。
需要说明的是,限位座的构造与端盖的形状相适配,以便端盖能够放置在该限位座的内部。其中,第三直线驱动件可以为一直线气缸。通过限位座和第三直线驱动件的配合,即端盖具备三个定位基准,能够确保端盖的精准定位。
其中,两个夹紧气缸均对应设置有压力传感器,用于检测夹紧气缸对于端盖的作用力大小,以防止对端盖产生损伤。
在上述实施例的基础上,端盖装配装置还包括上料箱。需要说明的是,上料箱用于放置端盖,并完成端盖的一次定位;机器人夹具将上料箱内的端盖取出,并放置在二次定位机构上,以完成二次定位;最后,机器人夹具再将二次定位机构上的端盖取出,并放置在端盖定位座上,以完成端盖的上料。
模组下线。
- 一种隧道式软包电池排气生产线及软包电池排气方法
- 软包电池模组的制作方法、软包电池模组及动力电池系统