一种用于多种烟支的分拣上料装置及方法
文献发布时间:2023-06-19 10:40:10
技术领域
本发明涉及烟草包装机械领域,具体涉及一种用于多种烟支的分拣上料装置及方法。
背景技术
在卷烟包装生产过程中,烟支上料装备是卷烟卷接机至包装机输送过程中的重要装备。在现有的上料机中,将烟盘搬运放置在上料机上,烟盘中的烟支落入上料机中的通道,再经过通道下方的搅动棍,分别落入导烟板分隔出来的单支烟支通道,然后被输送到包装机中,实现烟支的上料。随着香烟个性化包装需求日益增长,市面上包含多种烟支组合的单包香烟产品越来越受到欢迎,而现有烟支上料装备只能进行一种烟支的上料,因此,多种烟支组合的单包香烟产品的包装工作通常需要人为进行分类再包装,工作效率低。因此,需要研发一款多种类烟支自动组合上料设备,来可以满足烟草行业烟支组合新型包装需求。
发明内容
鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供一种用于多种烟支的分拣上料装置及方法,能够将多种类烟支同时且分开地进行组合上料到包装机中,提高上料工作效率。
为实现上述目的,本发明提供一种用于多种烟支的分拣上料装置,用于将多种烟支上料到包装机中,包括上料机装置,所述上料机装置用于安装在包装机上,所述上料机装置中具有卸烟通道,所述卸烟通道上端开口、下端用于与包装机连通,还包括组合烟盘,所述组合烟盘下端开口,所述组合烟盘中具有隔烟板、将组合烟盘内分为多个盛烟空间,所述上料机装置在卸烟通道中安装有若干隔离板,将卸烟通道隔离成多个分料通道,所述组合烟盘下端开口朝下地安放在卸烟通道上端时,所述盛烟空间与分料通道一一相对准。
进一步地,所述组合烟盘由多个子烟盘拼装而成,且每个子烟盘中都具有一个盛烟空间,相邻子烟盘的侧边相靠、构成隔烟板。
进一步地,所述组合烟盘可安装在卸烟通道中,还包括单类烟盘,所述单类烟盘下端开口,且与组合烟盘下端开口尺寸一致。
进一步地,还包括搬运装置,所述搬运装置包括夹持机构,所诉夹持机构用于夹持组合烟盘,且夹持机构上具有用于挡住夹持组合烟盘下端开口的下挡板。
进一步地,所述上料机装置的卸烟通道前侧具有可活动的挡烟板,所述上料机装置上还设有驱动挡烟板靠近和远离卸烟通道的挡烟驱动组件;所述上料机装置上还设有接烟机构,所述接烟机构包括座板、接烟板、升降驱动组件、以及接烟驱动组件,所述座板位于卸烟通道前侧,所述接烟板安装在座板上,且接烟板数量和位置与卸烟通道的分料通道相对应,所述接烟驱动组件驱动座板靠近或者远离卸烟通道,使得接烟板插入或者离开分料通道,所述升降驱动组件驱动座板升降运动,
进一步地,所述接烟驱动组件包括安装在升降驱动组件上的接烟气缸,所述座板固定在接烟气缸的活塞杆上。
进一步地,所述升降驱动组件包括设置在上料机装置上的升降滚珠丝杠模组、以及驱动升降滚珠丝杠模组上下移动的电机,所述接烟气缸固定在升降滚珠丝杠模组上。
进一步地,所述挡烟驱动组件包括固定在上料机装置上的挡烟气缸,所述挡烟板固定连接在挡烟气缸的活塞杆上。
本发明还提供了一种用于多种烟支的分拣上料方法,采用上述的分拣上料装置进行,包括上料工序,所述上料工序包括以下步骤:
A1、将上料机装置在包装机上安装好后,根据包装需要,在组合烟盘内的多个盛烟空间中分别盛放不同种类的烟支,每个盛烟空间中烟支相同,并在上料机装置的卸烟通道中安装好相应隔烟板,使得卸烟通道中的分料通道与盛烟空间一一相对应;
A2、将组合烟盘搬运至安放在上料机装置上,使盛烟空间下端分别与分料通道上端相对准,并且组合烟盘在搬运过程中其下端开口处设有下挡板;
A3、将下挡板抽离,不同种烟支分别落入到不同分料通道中,经过分料通道进入到包装机中。
进一步地,还包括分拣工序,所述分拣工序包括:
B1、将组合烟盘安装在上料机装置的卸烟通道中,且组合烟盘下端开口朝上;
B2、将只盛有一种烟支的单类烟盘搬运至安放在上料机装置上,单类烟盘下端开口与组合烟盘下端开口相对准,并且单类烟盘在搬运过程中其下端开口处设有下挡板;
B3、将下挡板抽离,单类烟盘中烟支落入到组合烟盘的不同子烟盘中;将组合烟盘取出,拆分成独立的子烟盘;
B4、重复步骤B2~B3,得到多个盛有不同种类烟支的子烟盘;
B5、根据包装需要,将盛有不同种类烟支的子烟盘进行组合拼装,得到组合烟盘。
如上所述,本发明涉及的分拣上料装置及方法,具有以下有益效果:
通过设置组合烟盘、以及在卸烟通道中安装有若干隔离板,使用时,根据包装需要,在组合烟盘内的多个盛烟空间中分别盛放不同种类的烟支,组合烟盘搬运至安放在上料机装置上,将组合烟盘下端开口与卸烟通道上端对接,使得盛烟空间下端分别与分料通道上端相对准;然后将下挡板抽离,不同烟支分别落入到不同分料通道中,被不同分料通道分开进入到包装机中,实现多种类烟支的分开上料,最后在包装机中包装得到具有多种烟支的烟包。本发明的分拣上料装置,能够将多种类烟支同时且分开地进行组合上料到包装机中,减少了人工操作,提高上料工作效率,并且结构简单,可在现有设备上改进即可,且改动小,设备成本小。
附图说明
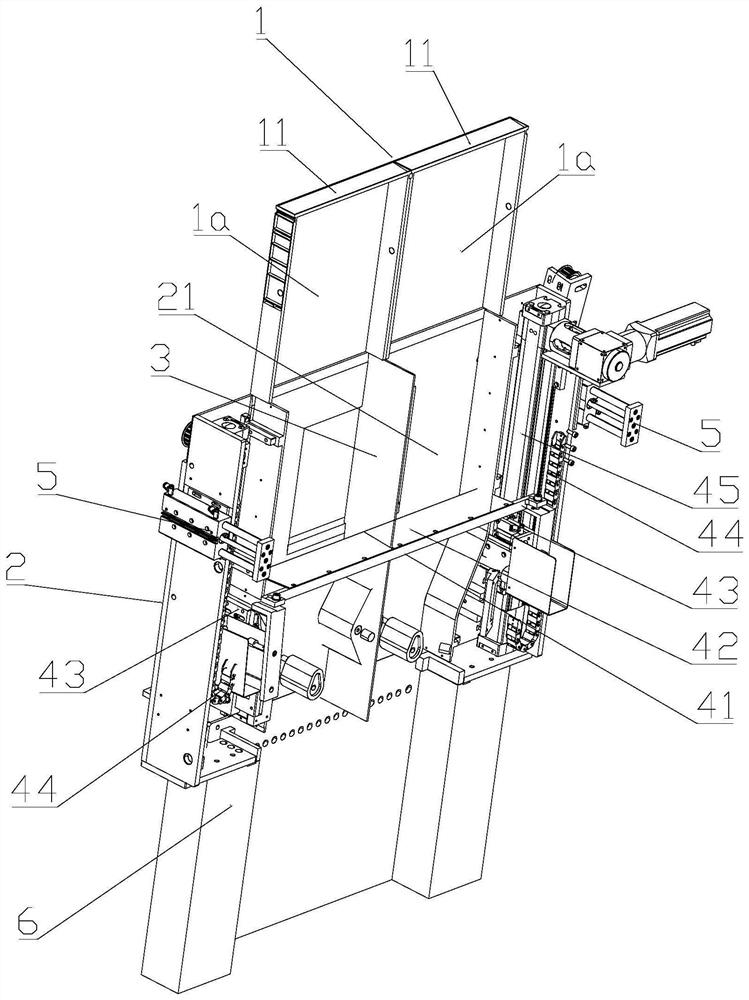
图1为本发明的分拣上料装置的结构示意图。
图2为图1中的前视图。
图3为本发明中的挡烟机构的结构示意图。
图4为本发明中的一体式的组合烟盘的结构示意图。
图5为本发明中的拼装式的组合烟盘的结构示意图。
图6为本发明中的单类烟盘的结构示意图。
图7为本发明中的下挡板和前挡板在安装在夹持机构上的结构示意图。
图8为本发明中的所得烟包的结构示意图。
元件标号说明
1 组合烟盘
1a 盛烟空间
1b 隔烟板
11 子烟盘
2 上料机装置
21 卸烟通道
22 挡烟板
3 隔离板
4 接烟机构
41 座板
42 接烟板
43 接烟气缸
44 升降滚珠丝杠模组
45 升降导轨
5 挡烟气缸
6 包装机
7 单类烟盘
8 下挡板
9 前挡板
10 夹持机构
100 烟包
101 A种烟支
102 B种烟支
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
参见图1至图7,本发明提供了一种用于多种烟支的分拣上料装置,用于将多种烟支上料到包装机6中,包括上料机装置2,上料机装置2用于安装在包装机上,上料机装置2中具有卸烟通道21,卸烟通道21上端开口、下端用于与包装机6连通,还包括组合烟盘1,组合烟盘1下端开口,组合烟盘1中具有隔烟板1b、将组合烟盘1内分为多个盛烟空间1a,上料机装置2在卸烟通道21中安装有若干隔离板3,将卸烟通道21隔离成多个分料通道,组合烟盘1下端开口朝下地安放在卸烟通道21上端时,盛烟空间1a与分料通道一一相对准。
本发明涉及的分拣上料装置的主要工作原理为:使用时,将上料机装置2安装在包装机6上,根据包装需要,在组合烟盘1内的多个盛烟空间1a中分别盛放不同种类的烟支,以图1和图2中所示的分拣上料装置为例,组合烟盘1内的具有两个盛烟空间1a,每个盛烟空间1a盛放一种烟支,分别记为A种烟支101和B种烟支102,并在上料机装置2的卸烟通道21中安装好相应隔烟板1b,将卸烟通道21中分为两个分料通道,分别与两个盛烟空间1a相对应;然后可通过手动或者搬运装置将组合烟盘1搬运至安放在上料机装置2上,将组合烟盘1下端开口与卸烟通道21上端对接,使得盛烟空间1a下端分别与分料通道上端相对准,参见图1和图2,并且组合烟盘1在搬运过程中其下端开口处设有下挡板8,用于挡住烟支掉出,该下挡板8可以直接安装在组合烟盘1上,也可以安装在搬运装置;然后将下挡板8抽离,A种烟支101和B种烟支102分别落入到两个分料通道中,被两个分料通道分开进入到包装机6中,实现多种类烟支的分开上料。包装机6根据包装规则对多种类烟支进行包括,最后形成具有多种烟支且分层包装的烟包100,参见图8所示,该烟包100中具有两层,下层为A种烟支101,上层为B种烟支102。本发明的分拣上料装置,能够将多种类烟支同时且分开地进行组合上料,减少了人工操作,提高上料工作效率,并且结构简单,可在现有设备上改进即可,设备成本小。
本发明中的组合烟盘1,可以是一体式的,参见图4,图4中给出了三种组合烟盘1的结构示意,三种组合烟盘1中分别具有四个、三个和两个盛烟空间1a,隔烟板1b为一个整体板,固定在组合烟盘1内。组合烟盘1也可以是拼装式的,参见图5,此时组合烟盘1由多个多个子烟盘11拼装而成,每个子烟盘11中都具有一个盛烟空间1a,相邻子烟盘11的侧边相靠,构成隔烟板1b。
参见图1至图8,以下以一个具体实施例对本发明做进一步说明:
在本实施例中,参见图1,作为优选设计,组合烟盘1由多个子烟盘11拼装而成,每个子烟盘11中盛有一种烟支,工作时,可以根据需要灵活组合,得到组合烟盘1,此时组合烟盘1内的多个盛烟空间1a中分别盛放不同种类的烟支,使用灵活。优选地,组合烟盘1的子烟盘11之间,可采用快速连接结构连接,例如卡扣结构等等,方便拼装和拆分,也可以采用螺栓连接等。
在本实施例中,作为优选设计,组合烟盘1前侧是敞口的,方便装填烟支,还包括搬运装置,搬运装置包括夹持机构10,夹持机构10用于夹持组合烟盘1,夹持机构10安装在机械臂或者其他结构上进行搬运,参见图7,夹持机构10上具有用于挡住夹持组合烟盘1下端开口的下挡板8,同时还设有用于挡住夹持组合烟盘1前侧敞口的前挡板9,下挡板8和前挡板9都是可活动的。以此,通过夹持机构10和机械臂,实现自动将组合烟盘1搬运到上料机装置2上,并且搬运过程中挡住组合烟盘1前侧敞口和下端开口,避免烟支掉落,组合烟盘1在上料机装置2时可自动抽出下挡板8。当然,在其他的实施例中,下挡板8和前挡板9也可直接安装在组合烟盘1上,此时可直接手动搬运或者采用其他搬运装置搬运。
作为优选设计,在本实施例中,分拣上料装置还包括单类烟盘7,参见图6,单类烟盘7为普通的烟盘,其尺寸形状与组合烟盘1相同,单类烟盘7下端开口与组合烟盘1下端开口尺寸一致,区别在于单类烟盘7中不具有隔烟板1b。采用单类烟盘7、拼装式的组合烟盘1、以及上料机装置2可以实现烟支的自动分拣,具体地,分拣上料装置中可设有两个上料机装置2,一个安装在包装机6上,专门用于将烟支上料到包装机6中;另一个上料机装置2不安装在包装机6上,专门用于烟支分拣,且该上料机装置2中的卸烟通道21可用于组合烟盘1装入,具体地,该上料机装置2在位于卸烟通道21后侧的后侧板为可打开时的,打开后侧板后即可将组合烟盘1装入,组合烟盘1安装在卸烟通道21后,再将装有一种烟支的单类烟盘7安放在上料机装置2上,单类烟盘7中的烟支会落入到组合烟盘1不同子烟盘11,再拆分组装,从而可实现烟支的自动分拣工作,其烟支分拣的具体步骤详见后文的分拣工序中的说明。在本发明中,专门用于上料的上料机装置2与专门用于分拣的上料机装置2,两者的卸烟通道21尺寸可以不同,且后者略大,能够装入组合烟盘1,采用两个上料机装置2分别进行上料和分拣,能够使上料工作和分拣工作同时进行,相互配合。当然,也可以将上料机装置2中卸烟通道21的尺寸设计成可装入组合烟盘1且不影响上料时烟支落下,以此上料机装置2即可用于上料又可以分拣,通用性好,这样在某些设备有限的情况下,也可以直接在包装机1上的上料机装置2中进行上料和分拣。
在本实施例中,参见图1和图2,作为优选设计,上料机装置2的卸烟通道21前侧具有可活动的挡烟板22,上料机装置2上还设有驱动挡烟板22靠近和远离卸烟通道21的挡烟驱动组件;上料机装置2上设有驱动挡烟板22靠近和远离卸烟通道21的挡烟驱动组件。上料机装置2上还设有接烟机构4,接烟机构4包括座板41、安装在座板41上的接烟板42、升降驱动组件、以及接烟驱动组件,座板41、位于卸烟通道21前侧,接烟板42安装在座板41上,且接烟板42数量和位置与卸烟通道21的分料通道相对应,接烟驱动组件驱动座板41靠近或者远离卸烟通道21,使得接烟板42插入或者离开分料通道,升降驱动组件驱动座板41升降运动。其中,座板41上设有多个螺纹孔,接烟板42通过螺栓安装在座板41上,以此可以根据卸烟通道21中隔离板3的实际安装情况,灵活地安装接烟板42,确保接烟板42能够与每个分料通道对应。
在本实施例中,参见图1和图2,升降驱动组件包括设置在上料机装置2上的升降滚珠丝杠模组44、以及驱动升降滚珠丝杠模组44上下移动的电机,其中升降滚珠丝杠模组44设置在卸烟通道21的左右两侧,接烟驱动组件包括两个分别安装在两个升降滚珠丝杠模组44上的接烟气缸43,座板41固定连接在接烟气缸43的活塞杆上。通过电机转动带动升降滚珠丝杠模组44上下运动,从而带动接烟气缸43、座板41和接烟板42整体上下运动,并且在上料机装置2左右两侧还设有升降导轨45,用于引导接烟气缸43的上下运动。接烟气缸43的伸缩运动,带的座板41和接烟板42前后运动,从而接烟板42插入或者离开分料通道。挡烟驱动组件包括固定在上料机装置2上的挡烟气缸5,挡烟板22固定连接在挡烟气缸5的活塞杆上,通过挡烟气缸5的伸缩原,带动驱动挡烟板22靠近和远离卸烟通道21。当然,接烟驱动组件、升降驱动组件、以及挡烟驱动组件都并不限于本实施例中的情况,其他能够实现上述功能的机构也可。
本实施例中的接烟机构4的功能在于让烟支从卸烟通道21中下落时能够减小落差高度,起到缓冲作用,避免烟支散乱或损失,并且配合搬运装置动作,组合烟盘1在上料机装置2上停留过长而减慢上料速度,挡烟机构的功能在于防止烟支从卸烟通道21前侧敞口掉落出去,以及不妨碍接烟板42的上下动作,其具体工作原理为:接烟机构4和挡烟机构的动作由控制系统进行控制,在搬运装置搬运组合烟盘1来到上料机装置2上前,参见图1和图3,挡烟板22被挡烟气缸5驱动离开卸烟通道21的前侧敞口并保持一定距离,然后接烟板42插入到分类通道中,并上升到分类通道顶部等待,挡烟板22不会阻碍到接烟板42升降运动。组合烟盘1安放到上料机装置2上并且抽出下挡板8后,组合烟盘1中的烟支先被接烟板42承接住,由于包装连续作业中烟支是逐步消耗的,烟支在卸烟通道21中会存在缓存,卸烟通道21中烟支下降到一定高度时,优选地,可设置相应传感器检测检测该烟支下降的位置,将信号传给控制系统,然后升降驱动组件动作,接烟板42下降至接近卸烟通道21下部的缓存烟支处,且位于挡烟板22下方,然后利用挡烟气缸5驱动挡烟板22靠近卸烟通道21的前侧敞口,接烟板42承接的烟支下落至下方缓存的烟支上,该段落差很低,烟支不会出现散乱,确保烟支整齐有序。并且接烟板42抽离卸烟通道21时在挡烟板22作用下烟支不会出现散落掉出现象。然后等烟支消耗至低于一定位置(低于接烟板42位置)后,接烟板42再进入卸烟通道21并上升至最高,等待下一个组合烟盘1到来。以此重复上述动作,连续地进行上料工作。本实施例中,通过设置接烟机构4和挡烟机构,巧妙地与搬运装置动作进行配合,一方面,可以使烟支在卸烟通道21中进行缓存,搬运装置将烟支搬运过来后能够及时撤走,避免在卸烟通道21中,确保机械臂能够高效上料,另一方面,减少烟支卸放过程中的落差,避免出现烟支散乱而影响后续包装工作。
本发明还提供了一种用于多种烟支的分拣上料方法,采用上的分拣上料装置进行,包括上料工序,上料工序包括以下步骤A1~A3:
A1、将上料机装置在包装机上安装好后,根据包装需要,在组合烟盘1内的多个盛烟空间1a中分别盛放不同种类的烟支,每个盛烟空间1a中烟支相同,并在上料机装置2的卸烟通道21中安装好相应隔烟板1b,使得卸烟通道21中的分料通道与盛烟空间1a一一相对应。具体地,以图1和图2中所示的分拣上料装置为例,组合烟盘1由两个子烟盘11组合而成,每个子烟盘11内的盛烟空间1a盛放一种烟支,分别记为A种烟支101和B种烟支102,对应地,在上料机装置2的卸烟通道21中安装好一个隔烟板1b,将卸烟通道21中分为两个分料通道,分别与两个子烟盘11的盛烟空间1a相对应。当然,若同时需要进行三者或四种烟支上料时,则采用具有三个或四个子烟盘11灵活组合即可。
A2、将组合烟盘1搬运至安放在上料机装置2上,使盛烟空间1a下端分别与分料通道上端相对准,并且组合烟盘1在搬运过程中其下端开口处设有下挡板8。具体地,使用本实施例中的分拣上料装置进行时,利用搬运装置将组合烟盘1搬运至上料机装置2上,利用夹持机构10夹持好组合烟盘1,下挡板8设置在夹持机构10上,同时夹持机构10上的前挡板9挡住组合烟盘1的前侧敞口。
A3、将下挡板8抽离,不同种烟支分别落入到不同分料通道中,经过分料通道进入到包装机6中。具体地,使用本实施例中的分拣上料装置进行时,夹持机构10将下挡板8抽离前,挡烟板22离开卸烟通道21,接烟板42插入并上升至分料通道的上部位置,下挡板8抽离后,烟支分别落入到不同分料通道中接烟板42上,接烟板42下降,将烟支带动下降至规定位置,挡烟板22挡住卸烟通道21前侧,然后接烟板42抽离,烟支落入到分料通道的下部区域缓存的烟支上,最后都通过分料通道下端进入到包装机6中,完成多种烟支的同时且分开上料,实现了自动上料。
在上料机装置2中,烟支通过分料通道后,被下方的搅动棍分别落入导烟板分隔出来的单支烟支通道,然后被整理有序地落入包装机6内,这部分的结构和工作过程与现有的相同,因此不再详述。在包装机6中,根据相应包装规则进行包括操作,得到包含有多种烟支的烟包,其中烟包中的不同种可以是分层布置的,以图8中所示为例,该烟包100中具有两层,下层为A种烟支101,上层为B种烟支102;当然,在另一种烟包中,A种烟支101和B种烟支102也可以是左右对称布置的,也即一边为A种烟支101另一边为B种烟支102,形成双胞胎烟包。同理地,当需要得到具有A种烟支101、B种烟支102和C种烟支的烟包100时,则将分别盛有A种烟支101,B种烟支102和C种烟支的子烟盘11烟盘1组装成一个组合烟盘1组合烟盘1,进行上料即可,原理相同。此外,在组合烟盘1中,盛有不同种烟支的子烟盘11的左右拼装顺序,根据包装机6的包装规则、以及不同种烟支在烟包中位置而确定。
作为优选设计,本发明的分拣上料方法,还包括分拣工序,分拣工序包括以下步骤B1~B5:
B1、将组合烟盘1安装在上料机装置2的卸烟通道21中,且组合烟盘1下端开口朝上。安装组合烟盘1前,卸烟通道21中的隔离板3先被拆除。
B2、将只盛有一种烟支的单类烟盘7搬运至安放在上料机装置2上,单类烟盘7下端开口与组合烟盘1下端开口相对准,并且单类烟盘7在搬运过程中其下端开口处设有下挡板8。单类烟盘7搬运也通过搬运装置进行,该步骤详细过程与上料工序中的步骤A2基本相同,不同在于所搬运的组合烟盘1变成单类烟盘7,具体地可参考上文步骤A2的说明,此处不再详述。
B3、将下挡板8抽离,单类烟盘7中烟支落入到组合烟盘1的不同子烟盘11中;该步骤详细过程与上料工序中的步骤A3基本相同,其中接烟机构4和挡烟板22的动作和功能基本相同,不同在于本步骤是将单类烟盘7中的一种烟支分散到组合烟盘1中的各个子烟盘11中,组合烟盘1装入卸烟通道21时,组合烟盘1中的隔烟板1b相当于安装在卸烟通道21中隔离板3,盛烟空间1a相当于分料通道,因此接烟机构4和挡烟板22的动作过程与上料工序中的步骤A3相同,可参考上面步骤A3的说明,此处不再详述。然后将组合烟盘1取出,拆分成独立的子烟盘11。
B4、重复步骤B2~B3,得到盛有不同种类烟支的子烟盘11。
B5、根据包装需要,将盛有不同种类烟支的子烟盘11进行组合拼装,得到组合烟盘1,组合烟盘1内的多个盛烟空间1a中分别盛放不同种类的烟支,此时得到的组合烟盘1即可用于上料工序。
在本分拣上料方法中,分拣工序是在另一个上料机装置2上进行的,因此,分拣工序和上料工序可以同时进行,相互配合,在分拣工序完成后,自动地将组合烟盘1搬运到到包装机6上的上料机装置2上,进行上料工作,整个分拣上料工作自动高效,能够有效提高整体工作效率。
由上可知,本发明的分拣上料装置及方法,具有以下优点:
1、通过组合烟盘1和上料机装置2,能够将不同种烟支同时且分开上料,实现自动上料,相比现有人工上料和包装的方式,能够大大提高工作效率,保证包装质量。
2、通过拼装式的组合烟盘1、以及上料机装置2,能够将不同烟支分拣成盛有多种不同烟支的组合烟盘1,实现了自动分拣,提高了工作效率;并且不需要额外再采用其他设备,简化了设备使用,减少制造成本;分拣工序和上料工序可以同时进行,相互配合,有效提高整体工作效率。
3、通过接烟结构和挡烟装置使用,在上料和分拣工作中,可以有效地减少烟支卸放过程中的落差,避免出现烟支散乱甚至损坏,保证了烟支质量。并且可以与搬运装置配合使用,相互协调动作,提高整个上料工作和分拣工作的效率。
综上所述,发明有效克服了现有技术中的种种缺点而具有高度产业利用价值。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种用于多种烟支的分拣上料装置及方法
- 一种用于多种加热方式烟支的烟草风格叶组合物、多种加热方式烟支及其制备方法