一种汽车用球销的加工工艺
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及球销加工技术领域,尤其涉及一种汽车用球销的加工工艺。
背景技术
球头销是保证汽车操纵的稳定性,行驶的平顺性、舒适性、安全性及使汽车正确、准确行驶的关键零部件,又称球铰链、球接头。现有的球销加工工艺,工艺流程包括脱脂、抛丸、涂粘合剂、硫化、去飞边、镀锌镍、包装等工序,在橡胶硫化后粘结良好,但在镀锌镍处理时,容易出现粘结不良现象,通过球销骨架抛丸时间40分钟,可获得很好的粘结,降低了生产效率,因此需要优化缩短抛丸工艺。
发明内容
本发明针对现有技术的不足,提供了一种汽车用球销的加工工艺。
本发明通过以下技术手段实现解决上述技术问题的:
一种汽车用球销的加工工艺,包括以下步骤:
a.锻打热处理:采用40Cr钢材料,采用锻打和热处理得到球销骨架,使得其表面硬度达到HRC25-30;
b.精加工:将球销主体车削出圆弧面,端盖车削出圆柱面;
c.铣孔:将端盖上铣出安装孔;
d.抛丸:使用抛丸机对球销骨架进行抛丸处理;
e.涂粘合剂、硫化、去飞边;在球销主体外涂覆粘合剂,将橡胶粘附在球销主体表面,高温硫化后去除飞边得到橡胶套。
进一步的,所述球销骨架包括中心的球销主体以及球销主体两侧的端盖。
进一步的,所述球销主体呈圆柱形,圆弧面位于球销主体的中心轴向外围。
进一步的,所述抛丸时间为6-10min。
本发明的有益效果:
本发明的汽车用球销的加工工艺,加工后圆弧面/粘合面粗糙度、孔处平面粗糙度与现有技术的粗糙度值接近,甚至更优;抛丸时间调整为8min时,频次提升至34次,批次提升至24次,抛丸效率提升340%,该球销加工工艺,节约了抛丸时间,具备良好的平面粗糙度,大大提高了生产效率。
附图说明
图1为本发明汽车用球销去除橡胶套后的结构示意图;
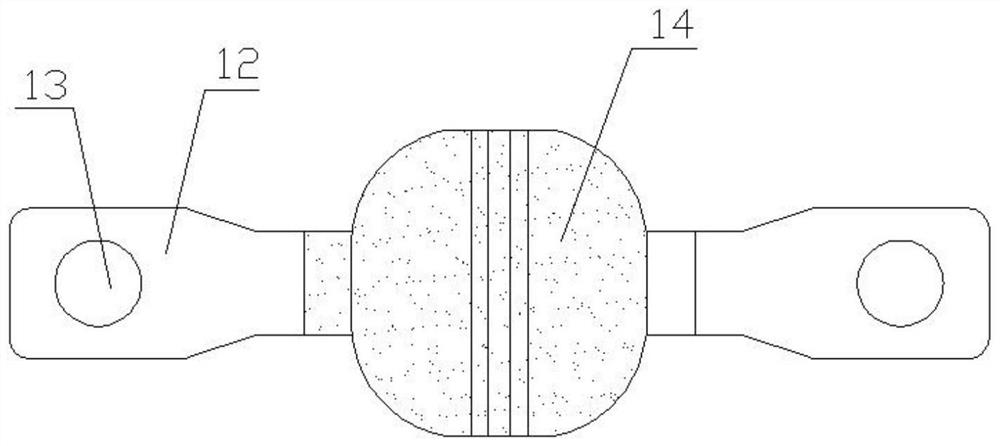
图2为本发明汽车用球销的结构示意图。
图中:1、球销骨架;11、球销主体;12、端盖;13、安装孔;14、橡胶套。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
实施例1
如图1-2所示,本实施例提供一种汽车用球销的加工工艺,包括以下步骤:
a.锻打热处理:采用40Cr钢材料,采用锻打和热处理得到球销骨架1,使得其表面硬度达到HRC25-30;球销骨架1包括中心的球销主体11以及球销主体11两侧的端盖12;
b.精加工:将球销主体11车削出圆弧面,端盖12车削出圆柱面;其中,球销主体11呈圆柱形,圆弧面位于球销主体11的中心轴向外围;
c.铣孔:将端盖12上铣出安装孔13;
d.抛丸:使用抛丸机对球销骨架1进行抛丸处理,抛丸时间6-10min;
e.涂粘合剂、硫化、去飞边;在球销主体11外涂覆粘合剂,将橡胶粘附在球销主体11表面,高温硫化后去除飞边得到橡胶套14。
实验例
现有技术中抛丸时间采用40min,检测抛丸前和抛丸后圆弧面/粘合面粗糙度以及安装孔处的平面粗糙度,具体检测结果见表1:
表1
采用本发明实施例的方案,检测多个批次下抛丸前和抛丸后圆弧面/粘合面粗糙度以及安装孔处的平面粗糙度,具体检测结果见表2:
表2
由上表可以看出,三个批次抛丸8min后圆弧面/粘合面粗糙度RZ、孔处平面粗糙度RZ与抛丸40min后的数值接近,甚至更优。而且采用原抛丸时间40min,辅助上下料需要5min,一台抛丸机每批抛丸频次10次,抛丸时间调整为8min,使得频次提升至34次,批次提升至24次,抛丸效率提升340%。因此,采用本发明的汽车用球销加工工艺,节约了抛丸时间,具备良好的平面粗糙度,大大提高了生产效率。
需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种汽车用球销的加工工艺
- 一种抗抖动的汽车用新型四球销式等速万向节