一套多晶圆磨边系统
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及晶圆的加工设备,具体涉及晶圆的磨削设备。
背景技术
对晶棒进行一系列加工,才能形成符合半导体制造要求的硅衬底,即晶圆。切割之后的晶圆要求切割面要求平整,表面要求无滑道、无区域沾污、无崩边、无裂缝、无凹坑等。因此,晶圆磨边倒角是必要的工艺过程。
发明内容
本发明所解决的技术问题:提高晶圆磨边的效率。
为解决上述技术问题,本发明提供如下技术方案:一套多晶圆磨边系统,包括储存晶圆的片盒、晶圆校正设备、对晶圆磨边的磨削机、晶圆清洗设备,片盒和晶圆校正设备之间,晶圆校正设备和磨削机之间,磨削机和晶圆清洗设备之间,以及晶圆清洗设备和片盒之间均设有机械手,其中,晶圆校正设备和磨削机之间的机械手,以及,磨削机和晶圆清洗设备之间的机械手,均设有若干吸附晶圆的吸盘。
片盒中待处理晶圆经机械手转移至晶圆校正设备,晶圆校正设备经机械手转移至磨削机,磨削机经机械手转移至晶圆清洗设备,晶圆清洗设备经机械手转移至片盒中,自动化地完成一闭环路径的工作循环。
片盒和晶圆校正设备之间的机械手,将片盒中的晶圆逐个转移至晶圆校正设备。晶圆校正设备和磨削机之间的机械手,能够从晶圆校正设备上一次性获取多个晶圆,并将多个晶圆一次性转移至磨削机。磨削机和晶圆清洗设备之间的机械手,能够从磨削机上一次性获取多个晶圆,并将多个晶圆一次性转移至晶圆清洗设备。晶圆清洗设备和片盒之间的机械手,将晶圆清洗设备上的晶圆逐个转移至片盒。
由于晶圆磨边设备的部分机械手采用吸附晶圆的多吸盘结构,因此,相比于现有技术中机械手一次获取单个晶圆,本发明的多晶圆磨边系统,加工效率得到提高。
附图说明
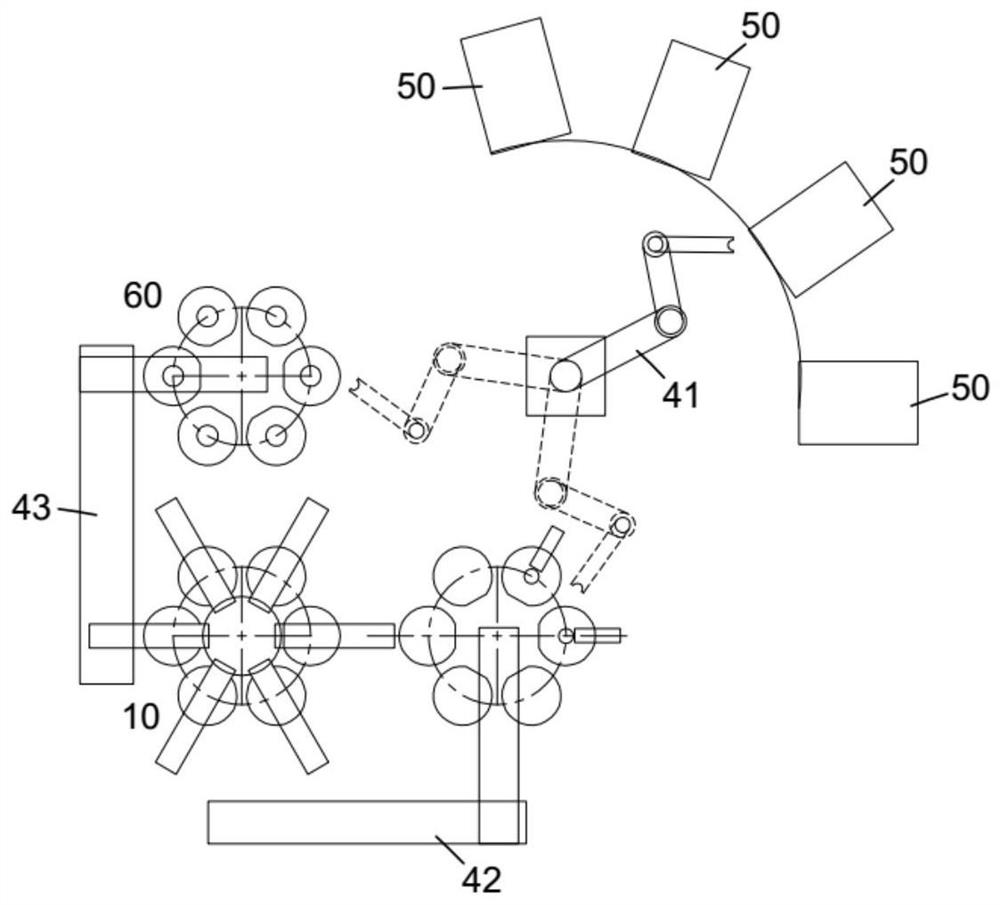
图1为一套多晶圆磨边系统的示意图;
图2为第二机械手42与晶圆校正设备20的组合示意图;
图3为图2的左视图;
图4为图2的俯视图;
图5为图2的立体图。
图中符号说明:
10、磨削机所在位置;
20、晶圆校正设备;21、校正单元;211、承载台;212、旋转单元;213、激光位移传感器;
30、晶圆;
41、第一机械手;42、第二机械手;421、吸盘架;422、吸盘;423、升降气缸;424、旋转电机;425、位移架;426、丝杆机构;427、基座;43、第三机械手;
50、片盒;
60、晶圆清洗设备所在位置。
具体实施方式
如图1,一套多晶圆磨边系统,包括储存晶圆的片盒50、晶圆校正设备20、对晶圆磨边的磨削机、晶圆清洗设备,片盒和晶圆校正设备之间,晶圆校正设备和磨削机之间,磨削机和晶圆清洗设备之间,以及晶圆清洗设备和片盒之间均设有机械手,其中,晶圆校正设备和磨削机之间的机械手,以及,磨削机和晶圆清洗设备之间的机械手,均设有若干吸附晶圆的吸盘。
设片盒和晶圆校正设备20之间的机械手为第一机械手41,晶圆校正设备和磨削机之间的机械手为第二机械手42,磨削机和晶圆清洗设备之间的机械手为第三机械手43。晶圆清洗设备和片盒之间的机械手相同于片盒和晶圆校正设备20之间的机械手,即第一机械手。
第一机械手41、晶圆校正设备20、磨削机、晶圆清洗设备设置在一闭环路径上,在所有机械手的转移下,晶圆沿该闭环路径单向位移,始于片盒,终于片盒。其中,晶圆校正设备20、晶圆清洗设备、片盒位于第一机械手的操作半径范围内,第一机械手不仅将片盒中的待处理晶圆转移至晶圆校正设备,而且,能够将晶圆清洗设备处的晶圆转移至片盒中。
第二机械手42、第三机械手43均设有旋转的吸盘架421,若干吸盘422以吸盘架的旋转中心为中心进行周向均匀分布。作为一种选择,第二机械手和第三机械手分别设有六个吸盘,以第二机械手为例,结合图2至图5,吸盘422安装在升降气缸423上,升降气缸安装在吸盘架421上,吸盘架安装在旋转电机424上,旋转电机安装在位移架425上,位移架安装在丝杆机构426上,丝杆机构安装在基座427上。所述第二机械手42能够一次性吸附六个晶圆。
结合图2至图5,晶圆校正设备20包括若干校正单元21,每一校正单元包括由旋转单元212驱动的承载台211、激光位移传感器213、能够接收来自激光位移传感器信号的微处理器。晶圆校正单元21对晶圆的校正,可以采用现有技术中对产品的激光定位,也可以按本发明以下方法进行:旋转单元212驱动承载台211上的晶圆旋转;晶圆旋转360°的同时通过激光位移传感器213测量晶圆边缘数据;微处理器采集数据,计算出晶圆X向、Y向的偏心量,利用算法,合成一向量,该向量方向与位移架425的位移方向同向;在升降气缸423的驱动下,吸盘422吸起晶圆,在微处理器的控制下,位移架425根据向量,校正晶圆偏差量;之后,吸盘422放下晶圆至承载台211。校正完成后,第二机械手开始搬送动作。
作为一种选择,晶圆校正设备20包括两个校正单元21,两个校正单元与机械手的六个吸盘422中相邻两个吸盘上下对应设置。如此,吸盘架421三次旋转,即可完成机械手上六个晶圆的校正。任一校正单元的承载台211通过真空吸附的方式固定晶圆30。
磨削机设有若干加工台,若干加工台能够与晶圆校正设备和磨削机之间的机械手的若干吸盘上下一一对应。与机械手六个吸盘对应地,加工台的数量为六个,磨削机的砂轮位于六个加工台的中心位置,加工台旋转,驱动其上的晶圆旋转,砂轮对六个加工台上的晶圆同时加工。磨削机对六个晶圆同时加工,生产效率高于现有自动化设备。
晶圆清洗设备设有若干清洗台,若干清洗台能够与磨削机和晶圆清洗设备之间的机械手的若干吸盘上下一一对应。与机械手六个吸盘对应地,清洗台的数量为六个。六个清洗台设置在转盘上,清洗喷头对六个晶圆同时清洗。清洗完成后,转盘旋转,甩干晶圆。
现有技术中,设有单个吸盘的第一机械手依次从片盒中取出晶圆,然后放置到晶圆校正设备的承载台上(用时10秒)。晶圆校正设备对晶圆校正(用时40秒),设有单个吸盘的第二机械手将校正完成的晶圆送到磨削机的晶圆加工工位(用时6秒)。磨削机利用事先设定的砂轮型号对单个晶圆圆周进行磨削加工,加工出特定形状和尺寸的倒角(用时45秒)。设有单个吸盘的第三机械手将加工完成的晶圆移出加工工位(用时6秒),晶圆清洗设备对单个晶圆进行清洗,并旋转甩干(用时20秒)。设有单个吸盘的第一机械手将甩干后的晶圆从清洗工位取出,然后放置到对应的片盒位置(用时10秒)。一个工作循环用时137秒,实际连续加工每班8小时约240片,每分钟0.5片。
按本发明的多晶圆磨边系统,第一机械手41依次从片盒中取出晶圆,然后逐一放置到校正设备的承载台上,共放置六片晶圆(每片晶圆用时10秒,共用时60秒)。晶圆校正设备对晶圆校正(每次校正两片,校正一片用时20秒,共用时60秒)。本发明的第二机械手42将校正完成的晶圆搬送到磨削机的晶圆加工工位(6片同时搬送,用时6秒)。磨削机利用事先设定的砂轮型号对六片晶圆圆周进行磨削加工,加工出特定形状和尺寸的倒角(6片同时加工,用时45秒)。本发明的第三机械手43将加工完成的晶圆移出加工工位(6片同时搬送,用时6秒)。晶圆清洗设备对六个晶圆进行清洗,并旋转甩干(6片同时清洗,用时20秒)。第一机械手41将甩干后的晶圆从清洗工位逐片取出,然后放置到对应的片盒位置(每次取一片晶圆,每次用时10秒,共用时60秒)。一个工作循环用时257秒,其中,在完成第一机械手送两片晶圆到校正位后即可以进行晶圆的校正,则第一机械手转移晶圆至校正位与晶圆校正设备对晶圆校正,这两个过程同时进行合计时间为10+40=50秒,如此,一个工作循环用时减小至187秒(整合连续加工单次综合耗时)。8小时连续加工,整合连续加工单次综合耗时将比187秒少约20%时间(则连续加工过程中实际整合连续加工单次综合耗时为149.6秒),单片综合用时约25.7秒,实际加工每班8小时约(8*60*60)÷149.6×6=1155片,效率是现有技术的1155÷240=4.81倍。
以上内容仅为本发明的较佳实施方式,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一套多晶圆磨边系统
- 可调节磨边斜度的直圆棱三边同磨的磨边机