气门骨架自动摆放机构
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及一种气门骨架加工辅助设备,具体说是气门骨架在加工设备上加工时,用于将气门骨架自动摆放到加工设备的气门骨架导向柱上的气门骨架自动摆放机构。
背景技术
气门油封是发动机气门组的重要零件之一。气门油封可以防止机油进入进排气管,避免机油流失,防止汽油与空气的混合气体以及排放废气泄漏,防止发动机机油进入燃烧室。气门油封一般都包括用于支撑的骨架。气门骨架在加工设备上进行加工时,需要先将气门骨架放置到加工设备的气门骨架导向柱上。
目前,行业内将气门骨架放置到加工设备的气门骨架导向柱上的方式为人工摆放,即工作人员人工手动将气门骨架摆放到加工设备的气门骨架导向柱上。然而,人工摆放需要工作人员沿加工设备的运行周期重复操作,消耗的人力较多。而且,人工摆放易出现摆放出错的情况,需要重复工作,工作效率较低。
发明内容
本发明要解决的技术问题是提供一种气门骨架自动摆放机构,采用该机构消耗的人力较少,工作效率较高。
为解决上述问题,提供以下技术方案:
本发明的气门骨架自动摆放机构的特点是包括支架,该支架上有自上而下倾斜布置的支撑板。所述支撑板的正面上有用于放置气门骨架的滑道,滑道呈自上而下布置,滑道的下端位于支撑板的下边上,使得滑道的下端呈敞口状。所述滑道下端口部两侧对称设置有用于挡住气门骨架的挡柱,挡柱由弹性材料制成,两个挡柱间的距离小于气门骨架的外径。所述滑道底部的下端与支撑板的背面间有便于气门骨架导向柱穿过的缺口。
其中,所述滑道有不少于两个,它们并排布置在支撑板正面上,且滑道的纵向与支撑板的侧边平行。
所述支撑板的正面覆盖有用于挡住气门骨架的盖板,盖板的上边高于滑道的上端,盖板的下边与所述缺口的位置对应。所述滑道对应的盖板上有用于观察的通槽,通槽沿滑道的纵向布置。所述盖板下边与支撑板下边间的支撑板正面上覆盖有压板,压板对应的支撑板的两个侧壁上均有连接块,压板的两侧边均铰接在连接块上,压板上边与压板的背面间呈斜面过渡,以便压板沿铰接点向外翻动。
所述滑道上方的支撑板正面上有进料槽,所述盖板覆盖在进料槽上,进料槽的一端位于支撑板的一个侧壁上,从而在支撑板的侧边上形成进料口,所述滑道上端与进料槽相连通。
所述支架包括两个并排布置的立柱,两个立柱上端间有条形板,条形板呈自上而下倾斜布置,所述支撑板固定在远离立柱的那个条形板板面上。
采取以上方案,具有以下优点:
由于本发明的气门骨架自动摆放机构的支撑板的正面上有用于放置气门骨架的滑道,滑道的下端位于支撑板的下边上,使得滑道的下端呈敞口状,滑道下端口部两侧对称设置有用于挡住气门骨架的挡柱,挡柱由弹性材料制成,两个挡柱间的距离小于气门骨架的外径,滑道底部的下端与支撑板的背面间有缺口。使用时,将支架安装到加工设备的气门骨架导向柱的一侧,将气门骨架自上而下依次平铺到滑道中,在挡柱的作用下,气门骨架被限制在滑道中,由于支撑板呈倾斜布置,气门骨架在滑道内也呈倾斜布置。工作时,加工设备驱动气门骨架导向柱从支撑板的背面向正面水平移动,气门骨架导向柱穿过缺口,从最下方的气门骨架的后部进入到该气门骨架中,并与最下方的气门骨架的内侧壁相抵,推动最下方的气门骨架向前移动,前进过程,最下方的气门骨架挤压挡柱,使挡柱变形、穿过挡柱,从滑道中穿过,在重力的作用下,穿出滑道的气门骨架下落套在气门骨架导向柱上,完成自动摆放,位于滑道内的气门骨架在重力的作用下,下滑一个身位,等待下次上料即可。采用这种自动摆放机构可完成气门骨架的自动摆放,工人人员只需一次性将气门骨架平铺到滑道中,无需根据加工设备的周期工作,大大减小了人力的消耗,且自动摆放与手动摆放相比,几乎不会出现摆放出错的问题,大大提供了工作效率。
附图说明
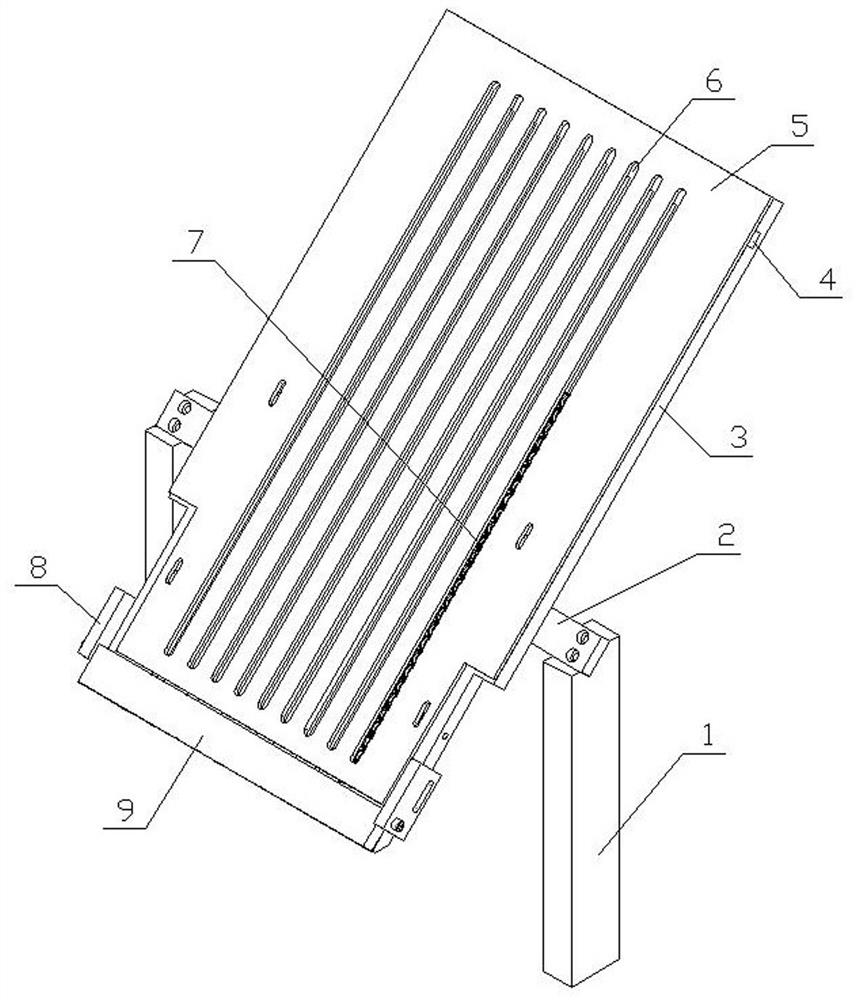
图1是本发明的气门骨架自动摆放机构的结构示意图;
图2是本发明的气门骨架自动摆放机构在省略盖板和连接块后结构示意图;
图3是本发明的气门骨架自动摆放机构在省略盖板、压板和连接块后结构示意图;
图4是图3的A部放大图;
图5是本发明的气门骨架自动摆放机构的工作状态图(隐藏盖板和压板);
图6是图5的B部放大图。
具体实施方式
以下结合附图对本发明做进一步详细说明。
如图1~4所示,本发明的气门骨架自动摆放机构包括支架,该支架包括两个并排布置的立柱1,两个立柱1上端间有条形板2,条形板2呈自上而下倾斜布置。所述支架上有自上而下倾斜布置的支撑板3,支撑板3固定在远离立柱1的那个条形板2板面上。所述支撑板3的正面上有用于放置气门骨架7的滑道10,滑道10呈自上而下布置,滑道10的下端位于支撑板3的下边上,使得滑道10的下端呈敞口状。所述滑道10有不少于两个,它们并排布置在支撑板3正面上,且滑道10的纵向与支撑板3的侧边平行。所述支撑板3的正面覆盖有用于挡住气门骨架7的盖板5,盖板5的上边高于滑道10的上端,盖板5的下边与所述缺口12的位置对应。所述滑道10对应的盖板5上有用于观察的通槽6,通槽6沿滑道10的纵向布置。所述盖板5下边与支撑板3下边间的支撑板3正面上覆盖有压板9,压板9对应的支撑板3的两个侧壁上均有连接块8,压板9的两侧边均铰接在连接块8上,压板9上边与压板9的背面间呈斜面过渡,以便压板9沿铰接点向外翻动。所述滑道10上方的支撑板3正面上有进料槽11,所述盖板5覆盖在进料槽11上,进料槽11的一端位于支撑板3的一个侧壁上,从而在支撑板3的侧边上形成进料口4,所述滑道10上端与进料槽11相连通。所述滑道10下端口部两侧对称设置有用于挡住气门骨架7的挡柱13,挡柱13由弹性材料制成,两个挡柱13间的距离小于气门骨架7的外径。所述滑道10底部的下端与支撑板3的背面间有便于气门骨架导向柱14穿过的缺口12。
所述滑道10的数量与加工设备设备的气门骨架导向柱14的数量一致,且滑道10与气门骨架导向柱14间呈一一对应。
所述挡柱13为胶塞。安装时,在相应位置加工出胶塞孔,在胶塞孔后端中塞入胶塞,使胶塞的一端穿过通过胶塞孔进入到滑道10中即可。
使用时,将支架安装到加工设备的气门骨架导向柱14的一侧,将气门骨架7依次从进料口4送入到进料槽11中,在气门骨架7互相推动和重力的作用下,气门骨架7从进料槽11滑动到滑道10到,并自上而下依次平铺在滑道10中,在挡柱13的作用下,气门骨架7被限制在滑道10中,由于支撑板3呈倾斜布置,气门骨架7在滑道10内也呈倾斜布置,当所有滑道10中均平铺满气门骨架7即停止送料。工作时,加工设备驱动气门骨架导向柱14从支撑板3的背面向正面水平移动,气门骨架导向柱14穿过缺口12,从最下方的气门骨架7的后部进入到该气门骨架7中,并与最下方的气门骨架7的内侧壁相抵如图5所示,在图5视角下气门骨架导向柱14的运动方向为由内向外,推动最下方的气门骨架7向前移动,前进过程,最下方的气门骨架7挤压挡柱13,使挡柱13变形、从而穿过挡柱13,同时气门骨架7推动压板9稍微向上旋转一定的角度,确保气门骨架7从滑道10中穿出,在重力的作用下,穿过滑道10的气门骨架7下落套在气门骨架导向柱14上,完成自动摆放,位于滑道10内的气门骨架7在重力的作用下,下滑一个身位,等待下次上料即可。
- 气门骨架自动摆放机构
- VCM骨架的自动摆放方法、装置和计算机设备