一种凹印版辊用的加强圈的制造设备
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及凹版印刷版辊制造技术领域,特别涉及一种凹印版辊用的加强圈的制造设备。
背景技术
在家装饰面印刷行业中,凹版印刷在印刷方式中约占85%左右,其印刷版辊均采用凹印版辊,该凹印版辊常用规格为:直径φ296mm~φ414mm;长度1350~1600mm;筒壁厚度8~10mm。在版辊的加工过程和印刷使用过程中,若然凹印版辊筒内没有安装焊接2个或以上的加强圈,将使凹印版辊产生轻微震动,从而,影响凹印版辊的制造精度和印刷精度。所以经过论证后,在凹印版辊筒内壁焊接若干个起消震作用的加强圈能得到很好的质量保证和良好的经济效益。
目前是采用手工火焰切割生产加强圈的,即在厚度8mm的钢板上,用圆规均匀布置划上各种规格的内、外圆标记,然后作业者采用手提的割炬(割枪)进行切割成形。按上述空心凹印版辊常用规格,则相应的加强圈外型尺寸为:厚度8mm;外圆直径φ275mm~φ388mm;内圆直径φ215mm~φ328mm,材质为:A3钢板。
这样的生产方式带来如下缺点:生产效率低下,质量无法得到保证,作业者劳动强度高,污染环境,占用场地广等。
发明内容
本发明要解决的技术问题在于提供一种凹印版辊用的加强圈的制造设备,它能实现连续的、全自动化生产,有效地改善了作业环境,提高了生产效率和保证了产品质量,大大地降低了作业者的劳动强度。
本发明所提出的技求解决方案是这样的:一种凹印版辊用的加强圈的制造设备,包括扁铁弯曲机,该扁铁弯曲机设有扁铁纠边机构和弯曲机构,若干对上、下布置的带有第1调节螺栓的第1上压轮和第1固定轮横向排列构成扁铁纠边机构,弯曲机构由第5调节螺栓、弯曲压轮、第6调节螺栓、第2上压轮和第2固定轮组成,还设有放卷架,在放卷架与所述扁铁纠边机构之间依次设有长度计算装置和送料导入装置,在扁铁弯曲机的弯曲机构下方设有液压裁切机构;扁铁盘套放在放卷架的主轴和转盘上,施放的扁铁依次穿过送料导入装置、长度计算装置、扁铁纠边机构、弯曲机构和液压裁切机构,送料导入装置的一组可调导轮和一组固定导轮与扁铁滑动接触连接,长度计算装置的计数轮和压轮与扁铁压接滑动接触连接,计数轮的转轴通过联轴器与编码器的转轴刚性连接,扁铁纠边机构的若干对第1上压轮和第1固定轮与扁铁滑动接触连接,扁铁与弯曲机构的第2上压轮、第2固定轮和弯曲压轮滑动接触连接,向下弯曲的扁铁与液压裁切机构的冲切刀和底刀滑动接触连接。
所述放卷架主要由主轴、转盘、主轴轴承座、转盘支承轴承座、中心定位装置和机架组成,主轴通过上、下两个主轴轴承座竖向固定安装在机架中央,在机架上层5根放射状连杆外端部各固定安装有转盘支承轴承座,转盘置放在5个转盘支承轴承座上,转盘和装在转盘中央的中心定位装置与主轴配合连接。
所述送料导入装置主要由一组可调导轮、一组固定导轮、滑块、第2调节螺栓和基座组成,4个固定导轮通过其转轴装在基座上,4个可调导轮通过其转轴分别装在4块滑块上,并通过第2调节螺栓调整与对应的固定导轮的间距,基座固装在扁铁弯曲机的工作台上。
所述长度计算装置主要由编码器、计数轮、压轮、第3调节螺栓和底座组成,编码器的转轴通过联轴器与计数轮的转轴刚性连接,压轮通过第3调节螺栓调整与计数轮的间距,底座固装在扁铁弯曲机的工作台上。
所述液压裁切机构主要由液压缸、第4调节螺栓、冲切刀、底刀、刀架座和第1底座组成,冲切刀、底刀和液压缸连接安装在刀架座上,第1底座固装在扁铁弯曲机的工作台上。
与现有技术相比,本发明具有如下显著效果:
1、本加强圈制造设备是在外购的扁铁弯曲机(型号为JB-KOB38)基础上加设有液压裁切机构2、长度计算装置5、送料导入装置6和扁铁盘放卷架8,就能实现凹印版辊用的加强圈的连续、全自动化生产。它大大提高了生产效率,其产能是原来人工作业的10倍以上。
2、减少原材料的损耗,如果用钢板来手工切割加工,则不可避免会出现3个外圆交接处和各个内圆的钢材损耗,同时也降低了生产成本。
3、能保证加强圈的圆度,消除因火焰切割造成边缘堆积割渣的不利因素,提高了产品的质量。
4、由于不再需要火焰切割,减少了碳排放,避免了产生废气污染环境,并提高了作业的安全性。
5、由于在固定的设备上操作,投料后可实现全自动化作业,大大地降低了作业者的劳动强度。
附图说明
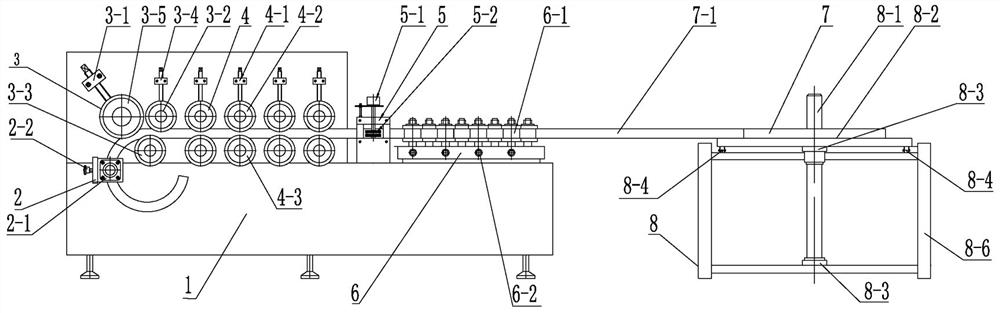
图1是本发明一种凹印版辊用的加强圈的制造设备的总体结构示意图。
图2是图1所示放卷架的俯视示意图。
图3是图2所示放卷架的主轴与中心定位装置的结构示意图。
图4是图2所示放卷架的主轴、转盘和中心定位装置的结构示意图。
图5是图1所示送料导入装置的结构示意图。
图6是图1所示长度计算装置的结构示意图。
图7是图1所示液压裁切机构的结构示意图。
图8是加强圈成品的主视示意图。
图9是图8的左视示意图。
具体实施方式
通过下面实施例对本发明作进一步详细阐述。
参见图1~9所示,一种凹印版辊用的加强圈的制造设备,包括扁铁弯曲机1,该扁铁弯曲机1设有扁铁纠边机构4和弯曲机构3,若干对上、下布置的带有第1调节螺栓4-1的第1上压轮4-2和第1固定轮4-3横向排列构成扁铁纠边机构4,弯曲机构3由第5调节螺栓3-1、弯曲压轮3-5、第6调节螺栓3-4、第2上压轮3-2和第2固定轮3-3组成,还设有放卷架8,在放卷架8与所述扁铁纠边机构4之间依次设有长度计算装置5和送料导入装置6,在扁铁弯曲机1的弯曲机构3下方设有液压裁切机构2;扁铁盘7套放在放卷架8的主轴8-1和转盘8-2上,施放的扁铁7-1依次穿过送料导入装置6、长度计算装置5、扁铁纠边机构4、弯曲机构3和液压裁切机构2,送料导入装置6的一组可调导轮6-1和一组固定导轮6-4与扁铁7-1滑动接触连接,长度计算装置5的计数轮5-2和压轮5-3与扁铁7-1压接滑动接触连接,计数轮5-2的转轴通过联轴器与编码器5-1的转轴刚性连接,扁铁纠边机构的若干对第1上压轮4-2和第1固定轮4-3与扁铁7-1滑动接触连接,扁铁7-1与弯曲机构3的第2上压轮3-2、第2固定轮3-3和弯曲压轮3-5滑动接触连接,向下弯曲的扁铁7-1与液压裁切机构2的冲切刀2-3和底刀2-4滑动接触连接。
所述放卷架8主要由主轴8-1、转盘8-2、主轴轴承座8-3、转盘支承轴承座8-4、中心定位装置8-5和机架8-6组成,主轴8-1通过上、下两个主轴轴承座8-3竖向固定安装在机架8-6中央,在机架8-6上层5根放射状连杆外端部各固定安装有转盘支承轴承座8-4,转盘8-2置放在5个转盘支承轴承座8-3上,转盘8-2和装在转盘8-2中央的中心定位装置8-5与主轴8-1配合连接。
所述送料导入装置6主要由一组可调导轮6-1、一组固定导轮6-4、滑块6-2、第2调节螺栓6-3和基座6-5组成,4个固定导轮6-4通过其转轴装在基座6-5上,4个可调导轮6-1通过其转轴分别装在4块滑块6-2上,并通过第2调节螺栓6-3调整与对应的固定导轮6-4的间距,基座6-5固装在扁铁弯曲机1的工作台上。
所述长度计算装置5主要由编码器5-1、计数轮5-2、压轮5-3、第3调节螺栓5-4和底座5-5组成,编码器5-1的转轴通过联轴器与计数轮5-2的转轴刚性连接,压轮5-3通过第3调节螺栓5-4调整与计数轮5-2的间距,底座5-5固装在扁铁弯曲机1的工作台上。
所述液压裁切机构2主要由液压缸2-1、第4调节螺栓2-2、冲切刀2-3、底刀2-4、刀架座2-5和第1底座2-6组成,冲切刀2-3、底刀2-4和液压缸2-1连接安装在刀架座2-5上,第1底座2-6固装在扁铁弯曲机1的工作台上。
下面对本加强圈的制造设备的一些结构及工作过程进行详细阐述:
本实施例中,采用了如下外购件:扁铁弯曲机1,型号为JB-KOB38;液压缸2-1,型号为HOB80X75;编码器5-1,型号为E405-6G12-24C-1000B-2M。扁铁盘7的外形尺寸为:外圆直径φ135cm、内圆直径φ50cm、厚度3cm,扁铁7-1厚度0.8cm。中心定位装置8-5由金属圆环和4~6根六角头螺栓组成,该金属圆环焊接固定在转盘8-2的中央,即金属圆环与转盘8-2同心,金属圆环中部水平面以放射状均布有4~6根六角头螺栓,当扁铁盘7松绑后会松散,其内圆几圈扁铁7-1会回弹到主轴8-1上,并使扁铁盘7中心偏离转盘7的中心,从而阻碍扁铁盘7的灵活转动、放料,所以要设置中心定位装置8-5,通过调节这些六角头螺栓的进退,使扁铁盘7重新与转盘8-2同心。
送料导入装置6通过调节第2调节螺栓6-3来调整可调导轮6-1与固定导轮6-4的间距,扁铁7-1在其间距通过时,达到修正扁铁7-1两侧面的平直度,让扁铁7-1进入弯曲机构3时不会发生左右偏移或倾斜,保证弯曲后的加强圈9平面平整。
液压裁切机构2的冲切刀2-3、底刀2-4与液压缸2-1连接安装在刀架座2-5上,当长度计算装置5给信号至液压系统中的换向阀使之改变油路方向时,冲切刀2-3将会执行冲切动作,把指定长度的扁铁7-1切断,成为加强圈9成品。当加强圈9的直径大小改变时,扁铁7-1被弯曲的形状位置也会发生变化,此时刀架座2-5将通过第4调节螺栓2-2来调整刀架座2-5与第1底座2-6之间的相应位置,保证将扁铁7-1完整切断。
将扁铁7-1弯曲成圆环形的动作部件是由弯曲机构3和扁铁纠边机构4组成的,弯曲机构3的第2上压轮3-2和第2固定轮3-3,以及扁铁纠边机构4的第1上压轮4-2和第1固定轮4-3,均是同一组齿轮副传动的,即第1、2上压轮4-2、3-2和第1、2固定轮4-3、3-3都是同速反向转动,从而达到牵引扁铁7-1前进移动送料作用。
扁铁纠边机构4由四组第1调节螺栓4-1、第1上压轮4-2、第1固定轮4-3组成。通过调整第1调节螺栓4-1来改变第1上压轮4-2和第1固定轮4-3间距,对扁铁7-1上、下平面产生一定的压力,从而将扁铁7-1上、下平面修正,保证扁铁7-1进入弯曲机构3前上、下两面和前、后两面相互平行、平直。
弯曲机构3由第5、6调节螺栓3-1、3-4、弯曲压轮3-5、第2上压轮3-2、第2固定轮3-3组成。通过调整第5调节螺栓3-1来改变弯曲压轮3-5与第2上压轮3-2和第2固定轮3-3三者的间距,同时弯曲压轮3-5能改变扁铁7-1的移动方向,起着下弯变化的趋势,即此时扁铁7-1靠近弯曲压轮3-5与第2上压轮3-2的一侧的材料被拉伸,而靠近第2固定轮3-3一侧的材料被压缩,因而发生了材料塑性变形现象,扁铁7-1出现了从直线改变为弧形的趋向,从而逐步变为圆环形状,经过360゜的弯曲及裁切,最后成为成品——加强圈9。
扁铁弯曲机1的动力传动系统是这样的:
①液压站驱动液压马达,通过链轮传动到蜗杆蜗轮减速器输入轴;蜗杆蜗轮减速器输出轴通过齿轮组驱动弯曲机构3及扁铁纠边机构4上的压轮组,达到牵引扁铁7-1输送及弯曲扁铁7-1的作用。
②同时液压站通过液压换向阀门来改变进入液压缸油路的流向,达到冲切扁铁7-1的作用。
本加强圈9的制造设备的工作过程是这样的:
①调整转盘8-2上的中心定位装置8-5上4支螺栓的伸缩长度,使到扁铁盘7中心处于转盘8-2的中心位置上,使之能灵活转动。
②拆开扁铁盘7的包装带,将扁铁7-1插入送料导入装置6,再穿过长度计算装置5,然后进入到扁铁弯曲机1上的扁铁纠边机构4的4对第1上压轮4-2和第1固定轮4-3之间及弯曲机构3的第2上压轮3-2、弯曲压轮3-5与第2固定轮3-3之间,完成整个加工材料穿料过程。
③根据扁铁7-1的厚度,通过第2调节螺栓6-3调整送料导入装置6上的可调导轮6-1与固定导轮6-4的间距,达到修正扁铁7-1前、后两个平面的平直度。
④调整长度计算装置5上的压轮5-3,至扁铁7-1紧贴在计数轮5-2,达到计量扁铁7-1长度准确。
⑤通过第1调节螺栓4-1调整扁铁弯曲机1上的扁铁纠边机构的第1上压轮4-2与对应的第1固定轮4-3的间距,达到修正扁铁7-1上、下两个平面的平直度。
⑥根据不同规格的加强圈直径,在扁铁弯曲机1的电气控制器上设定每个加强圈9的裁切长度。
⑦完成上述的调整设置后,启动扁铁弯曲机1的电源,驱动扁铁纠边机构4和弯曲机构3的压轮组,进行扁铁弯曲动作,生产制作加强圈9。
⑧根据首次扁铁7-1的弯曲情况,进行调整扁铁弯曲机1的弯曲压轮3-5与第2固定轮3-3的间距,最后准确完成所设定直径的加强圈9的制作。
- 一种凹印版辊用的加强圈的制造设备
- 一种凹印版辊用雕刻机的版辊固定装置