脚手架横杆盘扣自动喷锌机
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及一种自动喷锌机,特别是一种脚手架横杆盘扣自动喷锌机。
背景技术
目前,公知的脚手架横杆盘扣都是将黑管和铸件焊接完成后,整体热镀锌,这样成本高,没有竞争力。或者是采用镀锌管焊接,焊接完成后人工拿着喷锌枪喷涂铸件和焊道部分,但这样效率低且污染大。
发明内容
针对上述技术问题存在的不足,本发明提供一种脚手架横杆盘扣自动喷锌机,该自动喷锌机实现了自动喷锌,且喷涂均匀。具体方案如下:
一种脚手架横杆盘扣自动喷锌机,其特征在于:包括,主体框架,在主体框架的左右两端设置有左夹紧气缸和右夹紧气缸,左夹紧气缸和右夹紧气缸用于将托管装置上的工件夹紧;旋转搓管装置设置在主体框架的中部,用于带动工件旋转;在主体框架的中部还设置有行走翻转装置,该行走翻转装置上设置有喷锌枪,行走翻转装置可带动喷锌枪移动并旋转角度;主体框架上端设置有喷锌专用电源、送丝盘轴和电磁阀,喷锌专用电源通过线缆与喷锌枪连接;在送丝盘轴上缠绕设置有锌丝,该锌丝末端输送至喷锌枪内;电磁阀的出气口通过气管与喷锌枪连接。
所述送丝盘轴上设置有两盘锌丝,该两盘锌丝的末端均输送至喷锌枪内,且两根锌丝分别与喷锌枪的正负极连接,使两根锌丝与喷锌专用电源形成回路,喷锌专用电源可驱动喷锌枪上的送丝电机把两根锌丝送出,使两根锌丝接触打火,可将锌丝熔化。
所述左夹紧气缸的气缸杆上设置有左顶尖,右夹紧气缸的气缸杆上设置有右顶尖,通过左夹紧气缸和右夹紧气缸的气缸杆伸缩可带动左顶尖和右顶尖将工件夹紧或松开。
所述的旋转搓管装置包括,搓管电机、滑动板、下压气缸、支架、下压滑块、下压导轨、皮轮和减速箱,在支架上设有两条平行设置的下压导轨,下压导轨上滑动设置有下压滑块,滑动板固定在下压滑块上,支架上端设置有下压气缸,该下压气缸的气缸杆与滑动板连接,滑动板上设置有搓管电机和减速箱,搓管电机的电机轴与减速箱的输入端连接,减速箱的输出轴上设置有皮轮,通过下压气缸的气缸杆带动滑动板下落,使皮轮压在工件上,通过搓管电机驱动皮轮旋转,使皮轮与工件摩擦,从而带动工件旋转。
在旋转搓管装置的后部设置有行走翻转装置,该行走翻转装置包括,左连杆轴套、翻转电机、减速机、鱼眼关节轴承、主传动轴、左滑动板、行走导轨、行走滑块、喷锌枪、连杆轴套、行走连杆、齿轮、右滑动板、从动轴、行走电机、翻转连杆、齿条和右连杆轴套,在主体框架上设置有两条平行设置的行走导轨,该行走导轨上滑动安装有多个行走滑块,左滑动板和右滑动板分别固定在行走滑块上,左滑动板和右滑动板上均安装有连杆轴套,两个连杆轴套之间设置有行走连杆,通过行走连杆将左滑动板和右滑动板连接在一起;右滑动板上设置有行走电机,该行走电机的电机轴上设置有齿轮,该齿轮与设置在两条行走导轨的中间的齿条齿合,通过行走电机驱动齿轮旋转,使齿轮咬合齿条从而带动右滑动板和左滑动板左右移动。
左滑动板上设置有减速机,该减速机的输入端与翻转电机的电机轴连接,主传动轴一端与减速机的输出端连接,主传动轴另一端安装有喷锌枪和鱼眼关节轴承,左连杆轴套一端插入鱼眼关节轴承的孔里;右滑动板上设置有从动轴,该从动轴上也安装有鱼眼关节轴承和喷锌枪,右连杆轴套一端插入鱼眼关节轴承的孔里,左连杆轴套与右连杆轴套之间设置有翻转连杆,翻转电机驱动减速机旋转,进而通过翻转连杆带动左右两个喷锌枪一起旋转。
所述的托管装置包括,底板、轴承、托板、斜坡板、感应器和卸料气缸,底板上设置有斜坡板,该斜坡板上设置有两个轴承,轴承用于托住工件,在两个轴承的中间位置设置有感应器,斜坡板一侧设置有卸料气缸,在卸料气缸的气缸杆上设置有托板,通过卸料气缸的气缸杆可将喷涂好的工件顶出,使工件顺着斜坡板滑落到物料框内。
主体框架的最下端设有废渣收集箱,废渣收集箱用于收集在喷涂过程中产生的废渣,废渣收集箱一侧安装有排风扇,另一侧设有排出口,该排出口经管道与过滤器连通,排风扇可将废气通过管道排放到过滤器内。
在主体框架的四个立柱上分别设置有门导轨,该门导轨上均滑动安装有门滑块,主体框架的前后两侧均设有移动防护门,所述移动防护门的两端分别固定在门滑块上;在主体框架底端的中间位置设置有移动防护门气缸,该移动防护门气缸的气缸杆与移动防护门连接,通过移动防护门气缸的气缸杆伸缩带动移动防护门上下移动,进而打开或关闭上料口和卸料口。
主体框架中间位置的前后两侧通过合页安装有防护门,所述的防护门可使工件在喷涂过程中处于一个密闭的环境。
本发明实现了自动喷锌,该自动喷锌机结合自动焊接设备,使焊接完成的工件自动落入喷锌机的斜坡板上,感应器检测到工件后,通过左夹紧气缸和右夹紧气缸将工件夹紧,通过两把喷枪同时喷锌,喷涂完成后自动卸料,有效率高,防护好,不污染环境等优点。
附图说明
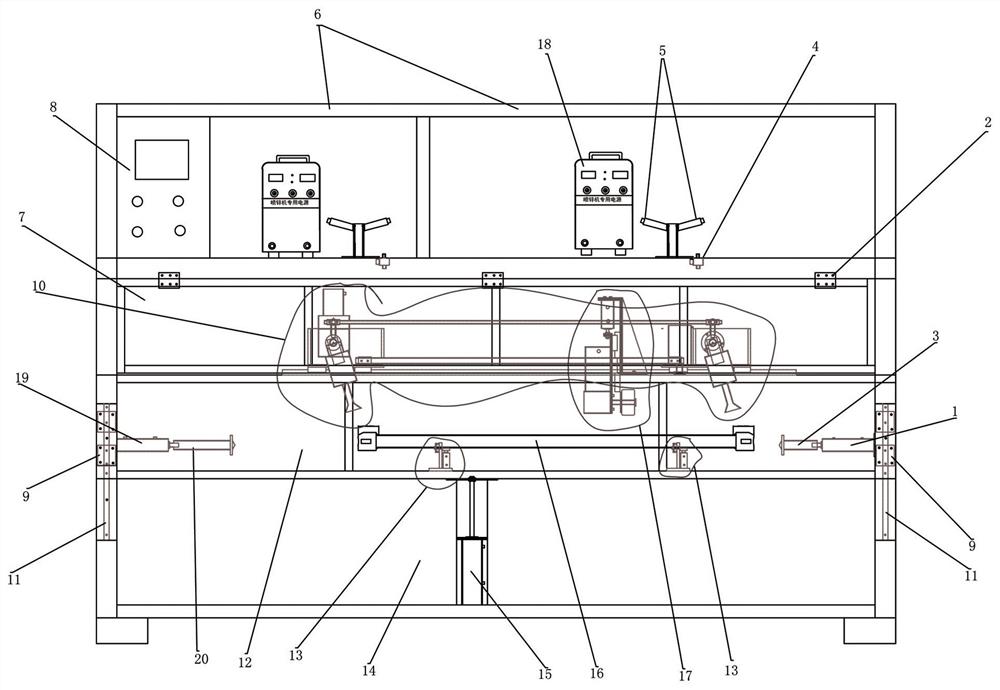
图1是本发明的主视图;
图2是本发明的俯视图;
图3是本发明的右视图;
图4是本发明的左视图;
图5是本发明的行走翻转装置的主视图;
图6是本发明的行走翻转装置的俯视图;
图7是本发明的行走翻转装置的左视图;
图8是本发明的行走翻转装置的右视图;
图9是本发明的旋转搓管装置的主视图;
图10是本发明的旋转搓管装置的左视图;
图11是本发明的旋转搓管装置的俯视图;
图12是本发明的托管装置的右视图;
图13是本发明的托管装置的主视图;
图14是本发明的托管装置的俯视图。
图中:右夹紧气缸1、合页2、右顶尖3、电磁阀4、送丝盘轴5、主体框架6、防护门7、控制箱8、门滑块9、行走翻转装置10、门导轨11、移动防护门12、托管装置13、废渣收集箱14、移动防护门气缸15、工件16、旋转搓管装置17、喷锌专用电源18、左夹紧气缸19、左顶尖20、排风扇21、左连杆轴套22、翻转电机23、减速机24、鱼眼关节轴承25、主传动轴26、左滑动板27、行走导轨28、行走滑块29、喷锌枪30、连杆轴套31、行走连杆32、齿轮33、右滑动板34、从动轴35、行走电机36、翻转连杆37、齿条38、右连杆轴套39、搓管电机40、滑动板41、下压气缸42、支架43、下压滑块44、下压导轨45、皮轮46、减速箱47、底板48、轴承49、托板50、斜坡板51、感应器52、卸料气缸53。
具体实施方式
下面结合附图,对本发明的脚手架横杆盘扣自动喷锌机作进一步详细的描述。
如图1-图4所示,主体框架6上端设置有控制箱8、两台喷锌专用电源18、两台送丝盘轴5以及两个电磁阀4,所述喷锌专用电源18的输入端分别经线路与控制箱8的输出端连接,喷锌专用电源18的输出端分别经电缆与喷锌枪30连接。一个喷锌枪30对应一个喷锌专用电源18、一台送丝盘轴5和一个电磁阀4。以其中一组为例进行描述,喷锌专用电源18的正极通过线缆与喷锌枪30的正极连接,喷锌专用电源18的负极通过线缆与喷锌枪30的负极连接。在送丝盘轴5上安装有两盘锌丝,两根锌丝末端均输送至喷锌枪30内,且两根锌丝分别与喷锌枪30的正负极连接,使两根锌丝与喷锌专用电源18形成回路。电磁阀4的出气口通过气管与喷锌枪30连接,该电磁阀4通过线缆与控制箱8电连接。
如图1、图9、图10和图11所示,在主体框架6的中间位置设置有旋转搓管装置17,该旋转搓管装置17包括,搓管电机40、滑动板41、下压气缸42、支架43、下压滑块44、下压导轨45、皮轮46和减速箱47。在支架43上设有两条平行设置的下压导轨45,下压导轨45上滑动设置有下压滑块44,滑动板41固定在下压滑块44上。支架43上端设置有下压气缸42,该下压气缸42的气缸杆与滑动板41连接。滑动板41上设置有搓管电机40和减速箱47,所述搓管电机40的电机轴与减速箱47的输入端连接,减速箱47的输出轴上设置有皮轮46,搓管电机40通过线缆与控制箱8连接。通过下压气缸42的气缸杆带动滑动板41下落,使皮轮46压在工件16上;搓管电机40得电,带动皮轮46旋转,通过皮轮46与工件16摩擦,从而带动工件旋转。
如图1、图4、图5、图6、图7、图8所示,在主体框架6的中间位置设置有行走翻转装置10,该行走翻转装置10位于旋转搓管装置17的后部,行走翻转装置10包括,左连杆轴套22、翻转电机23、减速机24、鱼眼关节轴承25、主传动轴26、左滑动板27、行走导轨28、行走滑块29、喷锌枪30、连杆轴套31、行走连杆32、齿轮33、右滑动板34、从动轴35、行走电机36、翻转连杆37、齿条38和右连杆轴套39。在主体框架6上设置有两条平行设置的行走导轨28,行走导轨28上滑动安装有多个行走滑块29,左滑动板27和右滑动板34分别固定在行走滑块29上。在两条行走导轨28的中间设置有一根齿条38,该齿条38与行走导轨28平行设置。左滑动板27和右滑动板34上均安装有连杆轴套31,两个连杆轴套31之间设置有行走连杆32,通过行走连杆32将左滑动板27和右滑动板34连接在一起。
左滑动板27上设置有减速机24,该减速机24的输入端与翻转电机23的电机轴连接,主传动轴26一端与减速机24的输出端连接,主传动轴26另一端安装有喷锌枪30和鱼眼关节轴承25,左连杆轴套22一端插入鱼眼关节轴承25的孔里。右滑动板34上设置有从动轴35,该从动轴35上也安装有鱼眼关节轴承25和喷锌枪30,右连杆轴套39一端插入鱼眼关节轴承25的孔里。翻转连杆37的两端分别插入左连杆轴套22和右连杆轴套39的孔里,用螺栓固定。翻转电机23通过电缆与控制箱8连接,翻转电机23得电,带动减速机24旋转,通过翻转连杆37带动左右两个喷锌枪30一起旋转。
在右滑动板34上还设置有行走电机36,该行走电机36的电机轴上设置有齿轮33,齿轮33和齿条38齿合,行走电机36通过线缆与控制箱8电连接,行走电机36得电,带动齿轮33旋转,齿轮33咬合齿条38从而带动右滑动板34左右移动,左滑动板27通过行走连杆32也一起左右移动。
如图1、图12、图13和图14所示,在主体框架6的下端内部设置有两个托管装置13,该托管装置13包括,底板48、轴承49、托板50、斜坡板51、感应器52和卸料气缸53。在两块底板48上设置有斜坡板51,在斜坡板51上设置有两个轴承49,在两个轴承49的中间位置设置有感应器52,感应器52通过线缆与控制箱8连接。斜坡板51的一侧设置有卸料气缸53,卸料气缸53的气缸杆上设置有托板50。
如图1-图4所示,在主体框架6前后两侧的中间位置通过合页2安装有两个防护门7,所述的防护门17可使工件16在喷锌过程中处于一个密闭的环境。
在主体框架6 下端的左右侧面板上设置有左夹紧气缸19和右夹紧气缸1,其中左夹紧气缸19的气缸杆上设置有左顶尖20,右夹紧气缸1的气缸杆上设置有右顶尖3。工件16落入托管装置13的轴承49上,右夹紧气缸1和左夹紧气缸19动作,带动右顶尖3和左顶尖20将工件16夹紧。
在主体框架6的四个立柱上分别设置有门导轨11,在门导轨11上均滑动安装有门滑块9,主体框架6的前后两侧均设有移动防护门12,所述移动防护门12的两端分别固定在门滑块9上。在主体框架6底端的中间位置设置有移动防护门气缸15,该移动防护门气缸15的气缸杆与移动防护门12连接,通过移动防护门气缸15的气缸杆伸缩带动移动防护门12上下移动,进而打开或关闭上料口和卸料口。
在主体框架6的最下端设有废渣收集箱14,废渣收集箱14用于收集在喷锌过程中产生的废渣,废渣收集箱14一侧设置有排风扇20,另一侧设有排出口,该排出口经管道与过滤器连通。
焊接完成的工件16顺着斜坡板51滑落到两个轴承49上,两个轴承49托着工件16,感应器52感应到信号后,右夹紧气缸1先动作带动右顶尖3顶出,延时左夹紧气缸19再动作带动左顶尖20顶出,将工件16夹紧,夹紧工件16的同时移动防护门气缸15的气缸杆伸出,带动移动防护门12向上移动,把上料口和卸料口挡住。下压气缸42动作带动皮轮46下落压在工件16上,搓管电机40得电,带动皮轮46旋转,通过皮轮46与工件16的摩擦,带动工件16旋转,喷锌专用电源18得电工作,电磁阀4打开,压缩气体从喷锌枪30里喷出来,同时喷锌枪30把2根锌丝拉出来,2根锌丝接触打火,产生能量,把锌丝熔化,通过高速气流把熔化的金属雾化喷涂到铸件和焊道位置。同时行走电机36得电,通过齿轮33和齿条38齿合,再通过行走连杆32带动左滑动板27和右滑动板34移动。行走电机36得电的同时翻转电机23也得电旋转,主传动轴26旋转通过翻转连杆37带动从传动轴35也旋转,从而带动两把喷锌枪30旋转喷锌。该喷锌枪30旋转喷锌,将工件16喷涂均匀、无死角。该自动喷锌机按设定好的行走距离和旋转角度走完后,关闭喷锌专用电源18和搓管电机40。行走电机36和翻转电机23反向动作,带动喷锌枪30回到初始位置.同时下压气缸42复位上升,带动皮轮46上升,工件停止旋转。移动防护门气缸15的气缸杆复位落下,带动移动防护门12落下。左夹紧气缸19和右夹紧气缸1复位松开工件16,卸料气缸53动作把工件16顶出,工件16顺着斜坡板51滑落到物料框。喷出多余的废渣都落入到了废渣收集箱里14,排风扇20把废气通过管道排放到指定的过滤器里。整个喷锌完成,开始下一个循环。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 脚手架横杆盘扣自动喷锌机
- 一种可省去铆钉的盘扣式脚手架横杆板销自动安装系统