一种高强度金属合金薄壁管电辅助成形工艺及装置
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及管材成形技术领域,特别是涉及一种高强度金属合金薄壁管电辅助成形工艺及装置。
背景技术
拉拔成形是指金属通过具有锥度孔的模具,减小截面积的一种塑性加工方法。通过拉拔成形可加工各种不同截面的线材和管材,从而获得高精度和高表面质量,在成形的过程中并没有材料的浪费,在当今注重资源节约型的发展时代,拉拔技术被越来越重视。
目前的管材成形工艺对于一些塑性较低,加工硬化程度较大的金属,当变形量较大时,容易出现裂纹甚至拉断的现象。将电流引入材料的塑性成形过程中能够有效地降低材料的成形力,并且可以显著改善材料的微观组织及力学性能,相比于传统管材成形工艺有显著优势,为难变形材料的加工难的问题提供了极具前景的方法。目前,电辅助成形工艺已经应用于拉拔成形中,但多是丝材的电辅助拉拔,对管材电辅助拉拔工艺研究较少。因此,亟需开发一种对薄壁高强金属合金管电辅助拉拔工艺进行研究。
发明内容
本发明的目的是提供一种高强度金属合金薄壁管电辅助成形工艺及装置,以解决上述现有技术存在的问题,采用电塑性成形对高强度金属合金薄壁管进行多道次拉拔,提高了生产效率,解决了高强度金属合金薄壁管加工硬化严重的问题,退火时回收的易熔金属有效的降低了生产成本,经济性更好。
为实现上述目的,本发明提供了如下方案:
本发明提供一种高强度金属合金薄壁管电辅助成形工艺,包括如下步骤:
步骤一,根据待拉拔高强度金属合金管的外径Φ
步骤二,将低熔点金属填充物放入待拉拔高强度金属合金管内,两者之间为间隙配合,低熔点金属填充物与待拉拔高强度金属合金管内壁之间的间隙填充石墨粉;
步骤三,打开脉冲电源,通过脉冲电源根据需要设置电流大小、占空比和频率参数,将待拉拔高强度金属合金管送入拉拔模具中,通过水平向右的拉力带动高强度金属合金管匀速从左向右输送,进行电塑性拉拔,每道次间均设有冷却装置,高强度金属合金管进行超过5道次拉拔,拉拔总加工率为大于50%,内径减径20-70%,外径减径40%-90%,壁厚减薄60-95%,拉拔完成后关闭脉冲电源,得到高强度金属合金薄壁管;
步骤四,拉拔完成后根据需要截取相应长度的高强度金属合金薄壁管,竖直放置在真空热处理炉中进行退火处理,高强度金属合金薄壁管内的低熔点金属填充物熔化,在重力作用下流入真空热处理炉的凹槽内,以便回收利用,并获得目标高强度金属合金薄壁管。
可选的,脉冲电源的占空比设为20-90%,频率为100~1000HZ,输出电流为30~1000A。
可选的,退火处理的温度为300~900℃,退火时间为0.5~5h,退火后空冷。
可选的,低熔点金属填充物采用纯铝或铝合金。
可选的,所述真空热处理炉包括炉壁,所述炉壁内底部设置有顶部开口的凹槽,所述凹槽上方设有横架,所述横架上用于均匀竖直放置待退火处理的高强度金属合金薄壁管。
本发明还提供一种高强度金属合金薄壁管电辅助成形装置,包括拉拔模,所述拉拔模的内径自左至右逐渐减小,所述拉拔模两端固定连接有模座,所述模座包括第一模座和第二模座,所述第一模座内径与所述拉拔模左端内径尺寸相同,所述第二模座内径与所述拉拔模右端内径尺寸相同;所述第一模座和第二模座上分别连接有一个接线柱,两个所述接线柱分别与脉冲电源的正极和负极连接;所述拉拔模外包覆有模座,所述模座两端分别与所述第一模座和第二模座固定连接;所述模座内嵌设有冷却水循环腔,所述冷却水循环腔两端设有密封挡板,密封挡板通过螺栓固定在拉拔模上。
可选的,所述冷却水循环腔上端连接有穿过所述模座的进水口,所述冷却水循环腔下端连接有穿过所述模座的出水口,所述进水口和出水口分别外联循环冷水箱。
可选的,所述密封挡板为圆环状结构,所述螺栓在所述密封挡板上呈圆周分布。
本发明相对于现有技术取得了以下技术效果:
本发明将脉冲电流通入到高强度金属合金薄壁管拉拔的塑性变形区内,有效地降低了材料的成形力,加工硬化率降低,提高了金属塑性,提高了高强度金属的可形成性,解决了高强度金属合金薄壁管难成形的问题;采用电塑性拉拔对高强度金属合金薄壁管进行多道次拉拔,中间无需退火,提高了生产效率,拉拔完成后退火时回收的易熔金属可以有效地回收,降低了生产成本,经济性更好;拉拔模具内设有冷却水循环腔,降低了模具温度,有利于提高高强度金属合金薄壁管的表面性能和模具的使用寿命。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
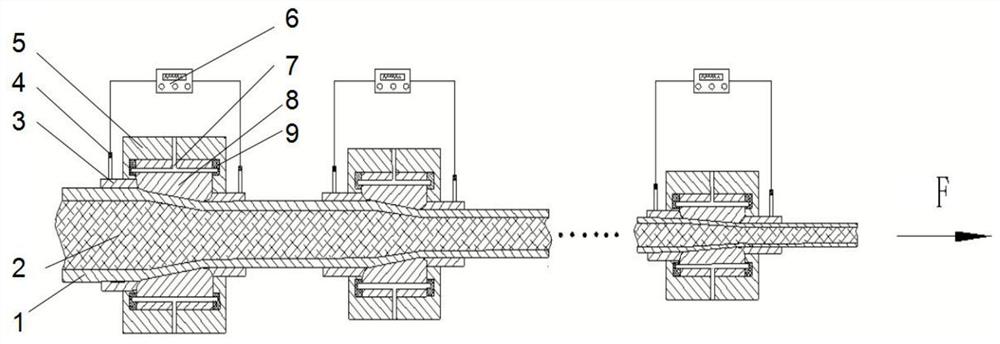
图1为本发明高强度金属合金薄壁管电辅助成形装置结构示意图;
图2为本发明真空热处理炉的结构示意图。
其中:1、高强度金属合金管;2、低熔点金属填充物;3、模套;4、接线柱;5、模座;6、脉冲电源;7、冷却水循环腔;8、拉拔模;9、密封挡板;10、炉壁;11、高强度金属合金薄壁管;12、熔融金属;13、凹槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种高强度金属合金薄壁管电辅助成形工艺及装置,以解决上述现有技术存在的问题,采用电塑性成形对高强度金属合金薄壁管进行多道次拉拔,提高了生产效率,解决了高强度金属合金薄壁管加工硬化严重的问题,退火时回收的易熔金属有效的降低了生产成本,经济性更好。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1和2所示,本发明提供的高强度金属合金薄壁管电辅助成形装置,在拉拔方向依次设置有模套3、接线柱4、模座5、脉冲电源6、冷却水循环腔7、拉拔模8以及密封挡板9:模套3包括第一模套和第二模套,第一模套和第二模套上分别设有正负两个接线柱4,两个接线柱4分别外接脉冲电源6的正负极;冷却水循环腔7嵌设于模座5内,冷却水循环腔7上端连通进水口,下端连通出水口,冷却水循环腔7的进水口和出水口外联循环冷水箱,共同组成一个封闭的冷却循环系统,冷却水循环腔7两端设有圆环形结构的密封挡板9,密封挡板9通过螺栓固定在拉拔模8上,螺栓在密封挡板9处呈圆周分布。高强度金属合金管1受到一个水平向右拉力,从而带动高强度金属合金管1以一定速度从左向右输送,拉拔完成后根据生产需要截取相应长度的高强度金属合金薄壁管11,在真空热处理炉中进行退火处理,高强度金属合金薄壁管11内的铝棒熔化,在重力作用下流入凹槽13内熔融金属12,以便回收利用,并获得目标高强度金属合金薄壁管11。
基于上述成形装置,本发明提供一种高强度金属合金薄壁管电辅助成形工艺,包括如下步骤:
步骤一,根据待拉拔高强度金属合金管的外径Φ
步骤二,将低熔点金属填充物2放入待拉拔高强度金属合金管内,两者之间为间隙配合,低熔点金属填充物2与待拉拔高强度金属合金管内壁之间的间隙填充石墨粉;
步骤三,打开脉冲电源,通过脉冲电源根据需要设置电流大小、占空比和频率参数,将待拉拔高强度金属合金管送入拉拔模具中,通过水平向右的拉力带动高强度金属合金管匀速从左向右输送,进行电塑性拉拔,每道次间均设有冷却装置,高强度金属合金管进行超过5道次拉拔,拉拔总加工率为大于50%,内径减径20-70%,外径减径40%-90%,壁厚减薄60-95%,拉拔完成后关闭脉冲电源,得到高强度金属合金薄壁管;
步骤四,拉拔完成后根据需要截取相应长度的高强度金属合金薄壁管,竖直放置在真空热处理炉中进行退火处理,真空热处理炉包括炉壁10,炉壁10内底部设置有顶部开口的凹槽13,凹槽13上方设有横架,横架上用于均匀竖直放置待退火处理的高强度金属合金薄壁管;高强度金属合金薄壁管内的低熔点金属填充物2熔化,在重力作用下流入真空热处理炉的凹槽13内,形成熔融金属12,以便回收利用,并获得目标高强度金属合金薄壁管。
实施例一
采用一种高强度金属合金薄壁管电辅助拉拔装置制备410不锈钢薄壁管,对外径为20mm,壁厚为4mm的410不锈钢管进行电塑性拉拔,直至将410不锈钢管拉拔至外径为10mm,壁厚为1mm的薄壁管,总共进行12道次拉拔,平均每道次拉拔模直径分别为Φ
步骤一,根据待拉拔410不锈钢管的外径Φ
步骤二,将直径10mm易熔金属铝棒放入待拉拔410不锈钢管内,铝棒与金属管内壁间隙填充石墨粉,使其充满整个钢管内部;
步骤三,打开脉冲电源,通过脉冲电源根据需要设置占空比设为50%,频率为300HZ,输出电流为100A,将待拉拔410不锈钢管送入拉拔模具中,410不锈钢管受到一个水平向右拉力,410不锈钢管以50mm/s从左向右输送,进行电塑性拉拔,每道次间均设有冷却装置,冷却装置中的冷却水腔通入冷却水,拉拔完成后关闭脉冲电源;
步骤四,拉拔完成后根据生产需要截取相应长度的410不锈钢薄壁管,同时在拉拔时加工硬化严重,需对410不锈钢薄壁管进行退火处理,在真空热处理炉中,真空退火热处理的温度为750℃,退火时间为2h,退火后空冷,410不锈钢薄壁管内的铝棒熔化,在重力作用下自行流入凹槽内回收再利用,并获得目标薄壁管。
实施例二
与实施例一不同的是拉拔对象为TC4钛合金管,填充物选用镁合金AZ31,拉拔后的TC4钛合金薄壁管可以直接放在真空热处理炉内退火。
采用一种高强度金属合金薄壁管电辅助拉拔装置制备TC4钛合金薄壁管对外径为30mm,壁厚为8mm的TC4钛合金管进行电塑性拉拔,直至将TC4钛合金管拉拔至外径为6mm,壁厚为0.8mm的薄壁管,总共进行17道次拉拔,平均每道次拉拔模直径分别为Φ
步骤一,根据待拉拔TC4钛合金管的外径Φ0和目标TC4钛合金薄壁管的外径Φ
步骤二,将直径12mm的AZ31镁合金棒材通入待拉拔TC4钛合金管内,AZ31棒与金属管内壁间隙填充石墨粉,使其充满整个TC4钛合金管内部;
步骤三,打开脉冲电源,通过脉冲电源根据需要设置占空比设为40-70%,频率为100~600HZ,输出电流为80-600A,将待拉拔TC4钛合金管送入拉拔模具中,TC4钛合金管受到一个水平向右拉力,TC4钛合金管以160mm/s从左向右输送,进行电塑性拉拔,每道次间均设有冷却装置,冷却装置中的冷却水腔通入冷却水,拉拔完成后关闭脉冲电源;
步骤四,拉拔完成后根据生产需要截取相应长度的TC4钛合金薄壁管,通过工具或敲打的方式取出石墨,同时在拉拔时加工硬化严重,需对TC4钛合金薄壁管进行退火处理,在真空热处理炉中,真空退火热处理的温度为800℃,退火时间为1.5h,退火后空冷。TC4钛合金薄壁管内的镁合金棒熔化,在重力作用下自行流入凹槽内回收再利用,并获得目标薄壁管。
在本发明的描述中,需要说明的是,术语“中心”、“顶”、“底”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“笫二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种高强度金属合金薄壁管电辅助成形工艺及装置
- 大尺寸薄壁零件电辅助热成形方法及装置