一种外形结构复杂的柔性线路板及加工方法
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及一种柔性线路板结构,具体地说是一种外形结构复杂的柔性线路板。
背景技术
由于柔性线路板具有柔软性和可弯折性,广泛应用于各种短薄小的电子产品,但对于结构更加复杂的电子产品,有时要分为几片柔性线路板,在不同的部位安装,这势必影响效率和增加成本。
发明内容
本发明提供一种外形结构复杂的柔性线路板,其目的是解决现有技术的缺点,减少了柔性线路板片数,提高组装效率,降低成本。
本发明还提供上述一种外形结构复杂的柔性线路板的加工方法,目的在于,提高柔性线路板材料的利用率。
本发明解决其技术问题所采用的技术方案是:
一种外形结构复杂的柔性线路板,其特征在于:
在一片柔性线路板上具有多个分支,相邻分支之间具有夹角,每个分支的正面安装有一个以上的器件,各个器件的正反面连接布线,器件的背面贴合相应的钢片补强,相邻钢片之间的部位为可弯折部位,柔性线路板上还设有安装孔。
一种外形结构复杂的柔性线路板的加工方法,其特征在于:
在每个单片的四周设计定位孔;
采用对插倒排式拼板方式排版,对插倒排式拼板方式为:一个单片柔性线路板的一个以上的分支插入另一个单片柔性线路板的相邻分支的间隔中;
半固化状态的热压胶按上述拼板的排版尺寸钻定位孔,并把无胶区部分冲切掉,然后根据排版后四周不对称定位孔,先把半成品柔性线路板的反面朝上套入治具,再将冲切加工后的热压胶套入治具贴合,并用治具的盖板压平;由于热压胶是半固化状态有一定自粘性,很容易附着在半成品柔性线路板上;
在每个单片的周边设计槽孔,并根据平衡性在四周及中间容易松散的部位设计微型连接点;
将这些部位外形进行槽型冲切,并按设计要求的连接部位,留出与边框相连未冲断的微型连接点,槽型冲切后得到整个有微型连接点的单片外形轮廓;
贴合钢片;
得到一张在拼板上,贴有不同形状钢片外形复杂的柔性线路板成品,该成品贴装元器件后,将微型连接点撕开,得到单片外形复杂的柔性电路板。
进一步地:在贴合钢片后,撕去边框上的热压胶,或将热压胶保留到贴装元器件,撕去微型连接点,获得单片产品后,与剩余拼板一起作为废料去除。
进一步地:所述贴合钢片方式为:
采用治具对位办法,根据拼版后的四周定位孔和每个形状钢片补强的外形,制作一付有定位孔,且按拼板冲槽后每个需贴钢片部位的周边,选择合适的位置放置比槽孔宽度小0.1mm的定位钉,然后将冲切好槽孔的半成品套入治具,再将不同形状的钢片分别套入对应的外形,待整个拼板所有钢片贴完后,翻起治具的脱料板,之后对贴好钢片的半成品进行假压和层压,并进行烘烤。
本发明的有益之处在于:
本发明是结构复杂的电子产品所需的柔性线路板,根据电子产品结构和功能的需要,把各种形状集中在一片柔性线路板上,并通过柔性线路板将这些不同形状部位的器件按电路需要连接起来,再根据不同部位的贴装或安装需要,在背面增加一些钢片补强来提高硬度,而未贴钢片的部位可以弯折或弯曲,作为各种凹凸部位或动态部位使用。
同时利用外形的形状,设计成一定角度的倒插拼板方式生产,提高了排版利用率,节约了13%左右的柔性线路板材料。
这种一片式完成复杂结构连接方式和生产过程倒插拼板方式所生产的柔性线路板,减少了柔性线路板片数,同时还提高了柔性线路板材料的利用率,达到组装效率高和降低成本的目的。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1为本发明正面外形;
图2为本发明反面外形;
图3为本发明正面线路;
图4为本发明反面线路;
图5为本发明反面热压胶位置图;
图6为本发明反面钢片位置示意图;
图7为本发明设计四周定位孔后顺时针旋转26°;
图8为本发明设计四周定位孔后逆时针旋转154°;
图9为本发明无胶区位置图;
图10为本发明无胶区顺时针旋转26°;
图11为本发明无胶区逆时针旋转154°;
图12为本发明倒插拼板排版图;
图13为本发明热压胶倒插拼板开窗图;
图14为本发明热压胶与柔性线路板半成品贴合图;
图15为本发明槽孔和微型连接点设计图;
图16为本发明冲槽孔后半成品;
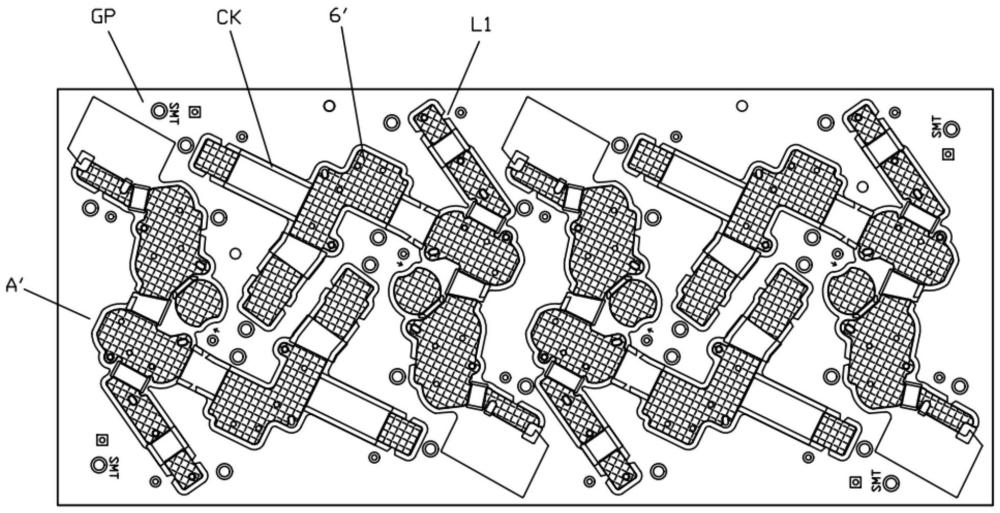
图17为本发明贴钢片压合烘烤后成品。
具体实施方式
为了更清楚地说明本发明的技术方案,下面将对描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的实施例。为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。
需要说明的是,当元件被表述“固定于”另一个元件,它可以直接在另一个元件上、或者其间可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“上”、“下”、“内”、“外”、“底部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
本发明实现步骤如下:
设计:
1.根据电子产品结构和功能的需要,将结构复杂部位的外形和安装孔,按外形的形状和尺寸要求,设计一片式的柔性线路板外形和孔位,如图1所示,正面为A面,如图2所示,反面为A'面。复杂部位指多个形状的柔性线路板安装在不同的部位,设计后的一片式的柔性线路板为在一片柔性线路板上具有多个分支,相邻分支之间具有夹角,每个分支的正面设计有一个以上的器件,每个器件所在区域相当于原来的一个形状的柔性线路板,这样把原来的多个形状的柔性线路板集成为一片柔性线路板,该一片柔性线路板上设有安装孔。
2.根据功能需要在相应的部位,在正面放置安装所需的器件1、2、3、4、5、6、7、8、9,然后按电路设计要求,通过有关软件将各个器件按规定的要求进行正反面连接布线。如图3所示正面线路和图4所示反面线路。
3.由于柔性线路板很薄,需要在器件的背面对应器件1、2、3、4、5、6、7、8、9用热压胶1,、2,、3,、4,、5,、6,、7,、8,、9,(如图5所示)热压贴合相应的钢片1'、2'、3'、4'、5'、6'、7'、8'、9'进行补强(如图6所示)来增加硬度,以适应器件贴装和按键功能的要求,而未贴钢片的部位11、22、33、44、55、66、77、88(也即相邻钢片之间的部位)为可弯折部位,可以弯折或弯曲,作为各种凹凸部位或动态部位使用。
制作:
4.上述一片式结构复杂的柔性线路板生产方式为:在每个单片柔性线路板的四周设计定位孔K
5.为了提高材料最大化利用率,采用一定角度对插倒排式拼板方式排版,为一片顺时针旋转26°(如图7所示)和一片逆时针旋转154°(如图8所示)对插,也即相对应的两个单片柔性线路板,一个单片柔性线路板的一个以上的分支插入另一个单片柔性线路板的相邻分支的间隔中,这样,两个柔性线路板能占据尽量小的面积,二片间留有一定间距,并根据加工能力排版4片为一拼板P,如图12所示。
6.根据无需贴钢片部位,设计无胶区11'、22'、33'、44'、55'、66'、77'、88',如图9所示。并按排版图一片顺时针旋转26°(如图10所示)和一片逆时针旋转154°(如图11所示)进行热压胶(半固化状态)J排版和设置定位孔,然后按该拼板的排版尺寸钻定位孔,并把无胶区部分冲切掉,如图13所示。
7.根据排版后四周不对称定位孔,先把半成品柔性线路板的反面朝上套入专用治具,再将冲切加工后的热压胶套入治具贴合,并用治具的盖板压平,由于热压胶是半固化状态有一定自粘性,很容易附着在半成品柔性线路板上,得到如图14的半成品PJ。
8.为了确保不同形状钢片贴合和连片加工,在每个单片的周边按尺寸要求设计槽孔CK,并根据平衡性在四周及中间容易松散的部位设计微型连接点L:包括连接点L
9.将半成品PJ进行槽孔CK冲切,冲切后各微型连接点L与边框相连,仍是连片方式,由于热压胶是半固化状态未与柔性线路板粘牢,可以撕去边框上的热压胶,得到如图16所示的半成品PJB。也可以将热压胶保留到贴装元器件,撕去微型连接点,获得单片产品后,与剩余拼板一起作为废料去除。
槽型CK冲切后得到整个有微型连接点L的单片外形轮廓,并能清楚的看出贴胶区(以热压胶6,为代表)与无胶区的明显区别,且贴胶区的各种形状也有区别,有利于对应形状钢片的贴合。
10.贴合钢片有二种方式,一种是采用治具对位办法,即根据拼版后的四周定位孔和每个形状钢片补强的外形,制作一付有定位孔,且按拼板冲槽后每个需贴钢片部位的周边,选择合适的位置放置比槽孔宽度小0.1mm的定位钉,然后将冲切好槽孔的半成品套入治具,再将不同形状的钢片分别套入对应的外形,待整个拼板所有钢片贴完后,翻起治具的脱料板,由于热压胶为半固化状态,具有一定的粘性,所贴的钢片不会掉落,之后对贴好钢片(以钢片6'为代表)的半成品进行假压和层压,并进行烘烤。得到一张在拼板上,贴有不同形状钢片外形复杂的柔性线路板成品GP,该成品GP贴装元器件后,将微型连接点撕开,得到单片外形复杂的柔性电路板,可以安装在规定结构的电子产品内。
另一种钢片贴合方式是采用自动贴补强机进行贴合,这种方式适合批量生产,效率高,但每次只能贴一种形状补强,有几种形状就需要贴几次。这里不作更多的说明。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种新型柔性线路板双面镂空线路制作方法
- 一种柔性线路板用环氧胶粘剂及其制备方法与应用
- 一种轴、盘类复杂零件的双主轴车铣复合加工中心及复杂轴类加工方法
- 一种复杂面形结构零件车削加工系统及方法
- 一种具有回转复杂型腔与外形结构的薄壁镁铝陶瓷喷管加工方法
- 一种具有回转复杂型腔与外形结构的薄壁镁铝陶瓷喷管加工方法