一种过热器联箱排管焊接背气保护装置
文献发布时间:2023-06-19 19:35:22
技术领域
本发明属于焊接技术领域,涉及过热器、换热器等的排管焊接及聚酯反应器的盘管、接管焊接保护,特别是过热器联箱排管焊接工装。
背景技术
目前过热器联箱排管,结构设计一般采用在联箱上连接一排过热管。根据换热面积,使过热管排列比较密集,这就给过热管与联箱的对接头焊接增加了非常大的难度。
由于采用手工氩弧焊焊接的方式,对背气保护要求很高,为了保证焊接质量,通产采用一横排焊完,然后进行无损检测(RT和PT),合格后再进行第二排焊接,因为如果出现缺陷,可以有最佳的位置进行返修处理。
目前,在焊接背气保护时,采用整体充氩气的方法,就是在焊接一个对接头的时候,背气氩气从联箱法兰处直接充入,其他没有组对过热管的联箱接口都用胶带封堵住,只有等到整个联箱及过热管里全部充满氩气,且氩气流量和压力稳定后,才能进行焊接。这样一来,一是焊一个对接头要浪费大量的氩气;二是充气需要的时间比较长,效率比较低;三是如果气流不稳对焊接质量就有很大的影响。
发明内容
本发明的目的针对上述问题,为了提高联箱排管的焊接效率,保证焊接质量,并且降低氩气充气量,而提出的一种过热器联箱排管焊接背气保护装置。
本发明的主要技术方案:过热器联箱排管焊接背气保护装置,其特征在于它包括通气管和出气管,出气管上设有蜂窝状出气孔;所述出气管的一端封堵,另一端通过连接堵板与通气管联通;所述通气管直径小于出气管直径,所述连接堵板的直径大于出气管的直径。
优选地,所述通气管为细钢管,出气管为铜管。
优选地,所述出气管的直径小于联箱与排管对接口的直径。
优选地,所述通气管的直径10mm,出气管的直径25mm。
优选地,所述蜂窝状出气孔的直径6mm。
优选地,所述连接堵板的直径为出气管直径的1.5倍。
优选地,所述通气管为直管或者弯管。
本发明过热器联箱排管焊接背气保护装置,只用一根细管和一个改装的出气接头即可完成背气保护。结构简单,易于操作,成本低廉,实用性高。本发明的背气保护装置可以把联箱排管焊接耗时由焊接一个对接头两三个小时左右降低到半个小时,大大提高了制造效率,背气量只有原来的十分之一,而且焊接合格率由原来的75%提高到98.5%。
附图说明
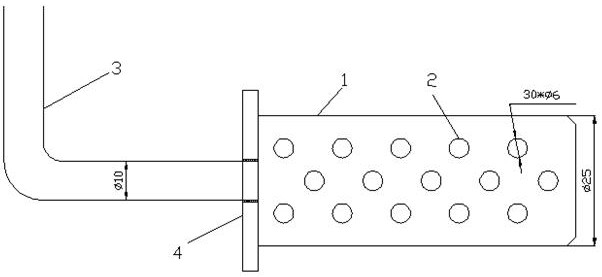
图1为本发明实施例过热器联箱排管焊接背气保护装置的结构示意图。
图中,1-出气管,2-出气孔,3-通气管,4-连接堵板。
具体实施方式
下面结合实施例和附图对本发明加以详细描述。
实施例
过热器联箱排管焊接背气保护装置参考附图1,主要包括通气管3和出气管1,出气管1上设有蜂窝状出气孔2;出气管1的一端封堵,另一端通过连接堵板4与通气管3联通;通气管3直径小于出气管1直径,连接堵板4的直径大于出气管1的直径,连接堵板4的直径为出气管1直径的1.5倍;出气管1的直径小于联箱与排管对接口的直径。
实施例中,通气管为直径10mm细钢管,出气管为直径25mm铜管,出气管上蜂窝状出气孔的直径6mm。
实施例中,出气管一端用相同直径的堵板跟铜管焊接,另一端与连接堵板进行焊接,连接堵板的直径为出气管直径的1.5倍,在出气管上打孔,形成蜂窝状出气孔。对连接堵板中间进行攻丝,连接通气管,通气管可以根据设备结构需要,选用不同的细钢管,可以是直管,也可以是不同角度的弯管。
实施例过热器联箱排管焊接背气保护装置使用时,通气管通过软气与气瓶连接,用细钢管(通气管)把带蜂窝孔状出气孔的出气管通过联箱法兰口伸到需要背气保护的焊接处,直接进行通气即可进行焊接操作了。
实施例的装置,即插即用,无需等待,大大减少背气保护通气时间,同时也以最小的空间来进行保护,大大的减少了背气用量(由原来整排甚至整个联箱通气保护变为局部管线通气),背气保护的效果好了自然焊缝的合格率就高了,同时为铆工的组对争取了大量的宝贵时间。
实施例装置经申请人实际使用验证,联箱排管焊接耗时由原来焊接一个对接头两三个小时左右的时间降低到半个小时,背气量只有原来的十分之一,而且焊接合格率由原来的75%提高到98.5%,大大提高整体制造效率。
实施例装置适宜推广使用,比如还可以用于聚酯盘管及接管焊接。
- 一种过热器联箱排管焊接背气保护装置
- 一种焊接背气保护装置