一种便于脱模的特殊钻石纹模具及其脱模方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明属于特殊钻石纹模具脱模技术领域,具体涉及一种便于脱模的特殊钻石纹模具及其脱模方法。
背景技术
塑胶制品顶出是注射成型过程中最后一个环节,当制品在模具中固化后,需要有一套有效的方式将其从模具中顶出,顶出质量的好坏将最后决定制品的质量,因此,制品的顶出是不可忽视的,且在顶出中不能使制品变形、顶白、破裂等损坏制品的现象,
在注塑模结构中,顶出机构设计的好坏直接影响到塑料成品的质量,如果设计得不好,塑件会产生一系列缺陷,如:塑件的翘曲变形、裂纹和顶白现象等。顶出类型的确定是顶出设计中最为重要的一个环节,根据顶出力和脱模阻力来进行顶杆类型、数量和顶出位置的优化设计,
在现有的钻石纹网孔模具生产时,一般易粘前后模,产品凹凸不平吸附力很强,不易脱模,容易粘前、后模不易取出产品,不能全自动生产。
发明内容
针对上述背景技术所提出的问题,本发明的目的是:旨在提供一种便于脱模的特殊钻石纹模具及其脱模方法。
为实现上述技术目的,本发明采用的技术方案如下:
一种便于脱模的特殊钻石纹模具,其特征在于:包括非标模胚,所述非标模胚包括A板、B板、两块方铁、第一顶针板、第二顶针板、第三顶针板、第四顶针板、底板、热流道板和底面板,所述A板安装在B板的上侧,两块所述方铁分别安装在B板的底部两侧,所述底板安装在方铁的下侧,所述底板表面从下到上依次安装有第四顶针板、第三顶针板、第二顶针板和第一顶针板,所述热流道板安装在底板的底部,所述底面板安装在热流道板的底部;
所述A板内安装有前模仁,所述A板在前模仁的扣位处设有行位机构,所述行位机构包括油缸,所述油缸的动力输出端连接有铲基,所述铲基的一侧设有T块,所述铲基通过T块滑动连接有滑块,所述滑块设有与前模仁相匹配的胶位;
所述B板内安装有后模仁,所述后模仁内安装有若干辅助顶块、直顶、斜顶和顶针,所述辅助顶块底部连接有顶杆,所述顶杆的底部安装在第三顶针板与第四顶针板之间,所述斜顶底部安装有斜顶座,所述斜顶座安装在第二顶针板的表面,所述直顶与顶针的底部固定安装在第一顶针板与第二顶针板之间,所述第三顶针板顶部安装有若干第一限位柱,若干所述第一限位柱的顶部贯穿第二顶针板与第一顶针板并延伸至其上侧,所述第一顶针板顶部安装有若干第二限位柱;
所述第一顶针板、第二顶针板、第三顶针板和第四顶针板的两侧均设有U形槽,所述第二顶针板在U形槽处设有凸块,所述热流道板和底面板的两侧安装有顶出油缸,所述顶出油缸的动力输出端连接有油缸套,所述油缸套设有凹槽,所述油缸套通过凹槽安装在第二顶针板的凸块处;
所述第三顶针板和第四顶针板的两侧均锁紧安装有扣机座,所述扣机座内设有滑槽,所述滑槽内滑动连接有扣机件,所述扣机件的一侧安装有弹簧,所述弹簧的自由端安装在滑槽的侧壁上,所述扣机件连接有短扣机条,所述短扣机条安装在第一顶针板上,所述扣机座内连接有长扣机条,所述长扣机条安装在B板上。
进一步限定,所述A板与B板连接处安装有若干锁模块。这样的结构设计加强了A板与B板的连接效果。
进一步限定,所述热流道板内安装有热流道,所述底面板在热流道的进胶口处安装有定位环,所述热流道的输出端设置在后模仁上。这样的结构设计采用倒灌方式进胶,使得产品外观不会留下进胶口,更加美观。
进一步限定,所述直顶与斜顶均滑动连接有导向块,所述导向块固定安装在B板的底部。这样的结构设计使得直顶与斜顶在运动时具有导向的效果,移动更加平稳。
进一步限定,所述滑块底部两侧设有侧边,所述侧边的顶部连接有压条,所述压条设有导向槽,所述导向槽内滑动连接有导向条,所述导向条固定安装在铲基的两侧。这样的结构设计使得铲基与滑块的运动均具有导向的效果,使得能够更加平稳的运动。
进一步限定,所述铲基顶部设有T形槽,所述T形槽内安装有T型套,所述T型套安装在油缸的动力输出端上。这样的结构设计便于连接运动。
一种便于脱模的特殊钻石纹模具的脱模方法,其特征在于:包括以下步骤:
S1:开模,A板与B板分离,然后控制A板上的行位机构退出前模仁上的扣位,使油缸带动铲基向上运动,铲基上的T块则带动滑块,滑块带动胶位向右移动,退出扣位;
S2:一次顶出,通过顶出油缸推动油缸套向上移动,使得油缸套推动第二顶针板,第二顶针板带动第一顶针板、第三顶针板和第四顶针板向上运动,第一顶针板、第二顶针板、第三顶针板和第四顶针板在向上运动时,第四顶针板会先推动顶杆,顶杆推动辅助顶块向上顶出产品,直到第三顶针板上的第一限位柱移动到B板的底部后,辅助顶块的辅助顶出完成,并停止运动;
S3:二次顶出,顶出油缸会继续推动油缸套,油缸套推动第二顶针板,第二顶针板推动第一顶针板以第一限位柱为导向柱继续向上移动,使得第二顶针板推动直顶、斜顶和顶针对后模仁胶位内的产品进行顶出,直到第一顶针板上的第二限位柱移动到B板的底部后,辅助顶块、直顶、斜顶和顶针达到对产品完全的顶出,方便操作人员取出产品;
S4:在第一顶针板、第二顶针板、第三顶针板和第四顶针板在移动顶出的同时,第一顶针板、第三顶针板和第四顶针板会带动扣机座、扣机件、弹簧和短扣机条顺着长扣机条进行移动,当扣机座、扣机件、弹簧和短扣机条移动到长扣机条的上侧时,长扣机条的上端会对扣机件产生挤压了,使扣机件推动弹簧并对其进行压缩,使得扣机件离开对短扣机条的限位,而当第二顶针板推动第一顶针板向上时,第一顶针板会带动短扣机条顺着扣机件与扣机座进行移动,从而达到对开模顺序进行控制,以便于进行全自动的生产。
本发明的有益效果为:本发明通过辅助顶块辅助顶出防止产品缩水及粘模,辅助顶块辅助顶出一段距离后采取二次顶出,搭配直顶、斜顶和顶针,将产品完整的顶出后模仁,方便取出产品及全自动生产。
附图说明
本发明可以通过附图给出的非限定性实施例进一步说明;
图1为本发明实施例一种便于脱模的特殊钻石纹模具的A板结构示意图;
图2为本发明实施例一种便于脱模的特殊钻石纹模具的B板结构示意图;
图3为本发明实施例一种便于脱模的特殊钻石纹模具的行位机构结构示意图;
图4为本发明实施例一种便于脱模的特殊钻石纹模具的扣机座内部结构示意图;
图5为本发明实施例一种便于脱模的特殊钻石纹模具的后模剖面结构示意图;
图6为本发明实施例一种便于脱模的特殊钻石纹模具的行位机构剖面结构示意图;
图7为本发明实施例一种便于脱模的特殊钻石纹模具的A处放大结构示意图;
主要元件符号说明如下:
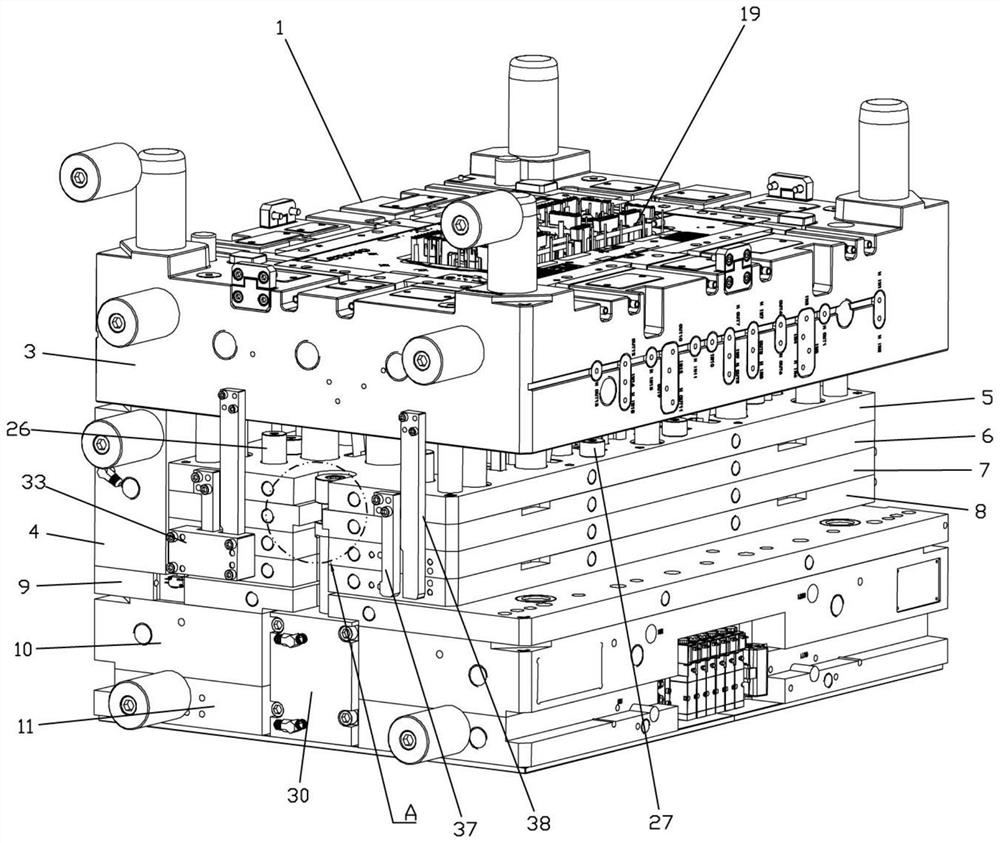
非标模胚1、A板2、B板3、方铁4、第一顶针板5、第二顶针板6、第三顶针板7、第四顶针板8、底板9、热流道板10、底面板11、前模仁12、行位机构13、油缸14、铲基15、T块16、滑块17、胶位18、后模仁19、辅助顶块20、直顶21、斜顶22、顶针23、顶杆24、斜顶座25、第一限位柱26、第二限位柱27、U形槽28、凸块29、顶出油缸30、油缸套31、凹槽32、扣机座33、滑槽34、扣机件35、弹簧36、短扣机条37、长扣机条38、锁模块39、导向块40、侧边41、压条42、导向条43、T形槽44、T型套45。
具体实施方式
为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
如图1-7所示,本发明的一种便于脱模的特殊钻石纹模具,非标模胚1包括A板2、B板3、两块方铁4、第一顶针板5、第二顶针板6、第三顶针板7、第四顶针板8、底板9、热流道板10和底面板11,A板2安装在B板3的上侧,两块方铁4分别安装在B板3的底部两侧,底板9安装在方铁4的下侧,底板9表面从下到上依次安装有第四顶针板8、第三顶针板7、第二顶针板6和第一顶针板5,热流道板10安装在底板9的底部,底面板11安装在热流道板10的底部;
A板2内安装有前模仁12,A板2在前模仁12的扣位处设有行位机构13,行位机构13包括油缸14,油缸14的动力输出端连接有铲基15,铲基15的一侧设有T块16,铲基15通过T块16滑动连接有滑块17,滑块17设有与前模仁12相匹配的胶位18;
B板3内安装有后模仁19,后模仁19内安装有若干辅助顶块20、直顶21、斜顶22和顶针23,辅助顶块20底部连接有顶杆24,顶杆24的底部安装在第三顶针板7与第四顶针板8之间,斜顶22底部安装有斜顶座25,斜顶座25安装在第二顶针板6的表面,直顶21与顶针23的底部固定安装在第一顶针板5与第二顶针板6之间,第三顶针板7顶部安装有若干第一限位柱26,若干第一限位柱26的顶部贯穿第二顶针板6与第一顶针板5并延伸至其上侧,第一顶针板5顶部安装有若干第二限位柱27;
第一顶针板5、第二顶针板6、第三顶针板7和第四顶针板8的两侧均设有U形槽28,第二顶针板6在U形槽28处设有凸块29,热流道板10和底面板11的两侧安装有顶出油缸30,顶出油缸30的动力输出端连接有油缸套31,油缸套31设有凹槽32,油缸套31通过凹槽32安装在第二顶针板6的凸块29处;
第三顶针板7和第四顶针板8的两侧均锁紧安装有扣机座33,扣机座33内设有滑槽34,滑槽34内滑动连接有扣机件35,扣机件35的一侧安装有弹簧36,弹簧36的自由端安装在滑槽34的侧壁上,扣机件35连接有短扣机条37,短扣机条37安装在第一顶针板5上,扣机座33内连接有长扣机条38,长扣机条38安装在B板3上。
本实施例中,在顶出时,先控制A板2上的行位机构13退出前模仁12上的扣位,使油缸14带动铲基15向上运动,铲基15上的T块16则带动滑块17,滑块17带动胶位18向右移动,退出扣位,然后控制顶出油缸30启动,使两侧的顶出油缸30推动油缸套31向上移动,使得油缸套31推动第二顶针板6,第二顶针板6带动第一顶针板5、第三顶针板7和第四顶针板8向上运动,第一顶针板5、第二顶针板6、第三顶针板7和第四顶针板8在向上运动时,第四顶针板8会先推动顶杆24,顶杆24推动辅助顶块20向上顶出产品,直到第三顶针板7上的第一限位柱26移动到B板3的底部后,第三顶针板7和第四顶针板8停止运动,而顶出油缸30会继续推动油缸套31,油缸套31推动第二顶针板6,第二顶针板6推动第一顶针板5以第一限位柱26为导向柱继续向上移动,使得第二顶针板6推动直顶21、斜顶22和顶针23对后模仁19胶位内的产品进行顶出,直到第一顶针板5上的第二限位柱27移动到B板3的底部后,达到对产品完全的顶出,而在第一顶针板5、第二顶针板6、第三顶针板7和第四顶针板8在移动顶出的同时,第一顶针板5、第三顶针板7和第四顶针板8会带动扣机座33、扣机件35、弹簧36和短扣机条37顺着长扣机条38进行移动,当扣机座33、扣机件35、弹簧36和短扣机条37移动到长扣机条38的上侧时,长扣机条38的上端会对扣机件35产生挤压了,使扣机件35推动弹簧36并对其进行压缩,使得扣机件35离开对短扣机条37的限位,而当第二顶针板6推动第一顶针板5向上时,第一顶针板5会带动短扣机条37顺着扣机件35与扣机座33进行移动,从而达到对开模顺序进行控制。
优选A板2与B板3连接处安装有若干锁模块39。这样的结构设计加强了A板2与B板3的连接效果。实际上,也可以根据具体情况具体考虑使用A板2与B板3其它的连接结构形状。
优选热流道板10内安装有热流道,底面板11在热流道的进胶口处安装有定位环,热流道的输出端设置在后模仁19上。这样的结构设计采用倒灌方式进胶,使得产品外观不会留下进胶口,更加美观。实际上,也可以根据具体情况具体考虑使用热流道板10其它的进胶结构形状。
优选直顶21与斜顶22均滑动连接有导向块40,导向块40固定安装在B板3的底部。这样的结构设计使得直顶21与斜顶22在运动时具有导向的效果,移动更加平稳。实际上,也可以根据具体情况具体考虑使用直顶21与斜顶22其它的导向结构形状。
优选滑块17底部两侧设有侧边41,侧边41的顶部连接有压条42,压条42设有导向槽,导向槽内滑动连接有导向条43,导向条43固定安装在铲基15的两侧。这样的结构设计使得铲基15与滑块17的运动均具有导向的效果,使得能够更加平稳的运动。实际上,也可以根据具体情况具体考虑使用铲基15与滑块17其它的导向运动结构形状。
优选铲基15顶部设有T形槽44,T形槽44内安装有T型套45,T型套45安装在油缸14的动力输出端上。这样的结构设计便于连接运动。实际上,也可以根据具体情况具体考虑使用铲基15与油缸14其它的连接结构形状。
一种便于脱模的特殊钻石纹模具的脱模方法,其特征在于:包括以下步骤:
S1:开模,A板2与B板3分离,然后控制A板2上的行位机构13退出前模仁12上的扣位,使油缸14带动铲基15向上运动,铲基15上的T块16则带动滑块17,滑块17带动胶位18向右移动,退出扣位;
S2:一次顶出,通过顶出油缸30推动油缸套31向上移动,使得油缸套31推动第二顶针板6,第二顶针板6带动第一顶针板5、第三顶针板7和第四顶针板8向上运动,第一顶针板5、第二顶针板6、第三顶针板7和第四顶针板8在向上运动时,第四顶针板8会先推动顶杆24,顶杆24推动辅助顶块20向上顶出产品,直到第三顶针板7上的第一限位柱26移动到B板3的底部后,辅助顶块20的辅助顶出完成,并停止运动;
S3:二次顶出,顶出油缸30会继续推动油缸套31,油缸套31推动第二顶针板6,第二顶针板6推动第一顶针板5以第一限位柱26为导向柱继续向上移动,使得第二顶针板6推动直顶21、斜顶22和顶针23对后模仁19胶位内的产品进行顶出,直到第一顶针板5上的第二限位柱27移动到B板3的底部后,辅助顶块20、直顶21、斜顶22和顶针23达到对产品完全的顶出,方便操作人员取出产品;
S4:在第一顶针板5、第二顶针板6、第三顶针板7和第四顶针板8在移动顶出的同时,第一顶针板5、第三顶针板7和第四顶针板8会带动扣机座33、扣机件35、弹簧36和短扣机条37顺着长扣机条38进行移动,当扣机座33、扣机件35、弹簧36和短扣机条37移动到长扣机条38的上侧时,长扣机条38的上端会对扣机件35产生挤压了,使扣机件35推动弹簧36并对其进行压缩,使得扣机件35离开对短扣机条37的限位,而当第二顶针板6推动第一顶针板5向上时,第一顶针板5会带动短扣机条37顺着扣机件35与扣机座33进行移动,从而达到对开模顺序进行控制,以便于进行全自动的生产。
上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种便于冷却脱模的塑料注塑用模具
- 一种基于机床铸件用便于脱模的铸件模具
- 反拉脱模板消除浇点痕的高精度模具及其脱模方法
- 一种陶瓷洁具注浆线头模脱模装置及其脱模方法
- 一种重塑土三轴试样脱模装置及其脱模方法
- 压纹脱模片的原片、压纹脱模片、压纹脱模片的原片的制造方法、压纹脱模片的制造方法、压纹脱模片的制造装置、合成皮革及合成皮革的制造方法
- 压纹脱模片的原片、压纹脱模片、压纹脱模片的原片的制造方法、压纹脱模片的制造方法、压纹脱模片的制造装置、合成皮革及合成皮革的制造方法