柔性条状材料嵌入治具及嵌入加工工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明属于型材装配领域,更具体而言,涉及一种柔性条状材料嵌入治具及嵌入加工工艺。
背景技术
在工业生产过程中,许多型材都设置有沟槽用以装配其他零件,如在边框产品中,经常需要在型材的截面嵌入滤光条制作触摸屏,而现有的型材一般采用铝合金、热固性塑料这类具有一定的硬度、而且缺乏弹性的材质。因此在将滤光条嵌入型材的沟槽时,往往需要人工采取敲打的方式嵌入,但是这种方式存在着容易损坏产品、加工效率慢等的弊端。
为解决上述问题,市面是出现了各式各样的用于将滤光条片等柔性条状材料压入型材产品中的机器或治具,在专利《一种条状工件装配治具》(CN210878443U)中公布了一种装配治具,该治具采用上压轮和下压轮配合的方式将型材和滤光条镶嵌在一起。然而前述的装配治具并未完全解决人工敲打的问题,其中,在将型材和滤光条放入装配治具前,仍需要手工把柔性条状的滤光条敲入一节进入型材中,然后将带有滤光条的型材通过装载治具(即上压轮和下压轮),实现滤光条镶嵌在型材中。
虽然该专利在一定程度上解决了手工嵌入的问题,但是准备过程中工人敲入滤光条的过程仍旧麻烦,一来工人的力度不方便控制,力度过大时容易损坏型材,力度过小时,滤光条固定不稳,容易脱落;二来工人初步敲入滤光条后,将带有滤光条的型材移动到装配治具的底板时,也容易因搬运而造成脱落;若是在底板上直接敲入,很容易因装配治具的运动伤害到工人。
为此,市面上急需一种治具和工艺,方便将柔性条状材料嵌入型材内。
发明内容
本发明的主要目的在于提供一种柔性条状材料嵌入治具及柔性条状材料嵌入加工工艺,解决现有产品镶嵌柔性条状材料时需要手工敲入的问题。
本发明采用的技术方案是:一种柔性条状材料嵌入治具,包括:
机体,所述机体的上部设有工作面;
导轨,所述导轨设置在工作面上;
走行部,所述走行部沿所述导轨的延展方向于所述导轨上运动,所述走行部包括移动台,所述移动台上设置有撑开组件和压入组件,所述撑开组件包括撑开元件,所述撑开元件随移动台运动以撑开型材的沟槽,所述压入组件包括压入元件,所述压入元件随移动台运动以将柔性条状型材压入沟槽。
在本技术方案中,采用导轨引导走行部的运动方向,当走行部在导轨上正向滑动时,位于移动台上的撑开元件与压入元件依次与型材接触,当撑开元件与型材接触时,更确切的说是与型材的沟槽接触时,撑开元件将型材的沟槽扩大,随即将柔性条状材料放入扩大后的沟槽,能够沟槽将柔性条状材料部分容纳,紧跟在撑开元件后的压入元件将柔性条状材料完全压入型材中,避免出现出现柔性条状材料仅有部分嵌入在型材中的情况。
本方案利用撑开元件代替了工人的操作,在加工的过程中,能够保持力度均匀,不容易出现力度过大或者过小的情况,大大的降低了破损率。撑开元件可以根据不同宽度的柔性条状材料,将沟槽撑开不同的大小,因此适应不同型材、不同沟槽的要求。
除此之外,本方案中,型材放置在工作面,配合撑开元件的运动,使得在嵌入的过程中无需移动型材,工人只需要将柔性条状材料放置在撑开元件后即可,撑开元件在正向运动时,一边将沟槽撑开,后方的柔性条状材料落入沟槽中;压入元件随后将柔性条状材料完全压入沟槽中,实现装配目的。
进一步的优化技术方案,所述移动台还设置有预压组件,所述预压组件包括预压元件,,所述预压元件到所述型材的距离大于所述压入元件到所述型材的距离,所述走行部正向运动时,所述撑开元件、所述预压元件、所述压入元件依次与所述型材接触,所述预压组件至少包括一个。
为了防止压入元件不能完全的将柔性条状材料压入到沟槽中,在撑开元件和压入元件之间还增设预压元件。同样的,预压元件可以随着工作台移动,需要注意的是,预压元件到型材上表面的距离应当大于压入元件到型材上表面的距离,预压元件在撑开元件撑开后,初步将柔性条状材料压入,由于撑开元件在撑开沟槽后继续向前运动,容易出现柔性条状材料部分压入沟槽的情况下,此时需要预压元件进行初次压入,再由压入元件进行完全压入,避免因单次压入而造成柔性条形材料存在部分压入的现象。初次压入的次数由预压组件的个数决定。
进一步的优化技术方案,还包括齿条,所述齿条设置在所述工作面且所述齿条与所述导轨平行设置,所述移动台上还设置有走行电机,所述走行电机固定设置于所述移动台,所述走行电机与所述齿条啮合并驱动所述移动台运动,所述机体还设置有通讯组件,所述通讯组件包括传感器和PLC,所述传感器设置在所述工作面且所述传感器位于所述走行部的运动路线上,在所述运动路线上的始端和末端各设置一个,所述PLC、所述走行电机以及两个所述传感器信号连接。
本技术方案中,引入了齿条和走行电机,利用两者的配合实现移动台的自动运动,大大的提升压入的效率。
为了进一步的实现自动化控制,机体还设置有通讯组件,所述通讯组件包括传感器和PLC,所述传感器设置在工作面且传感器位于走行部的运动路线上,在运动路线上的始端和末端各设置一个,所述PLC、走行电机以及两个传感器信号连接。两个传感器通过信号传递,使得走行部在两者之间进行往复运动或者启停机器。
进一步的优化技术方案,所述移动台上端面设置有支撑架,所述支撑架包括第一固定板,所述第一固定板设置有撑开移动元件,所述撑开移动元件包括第一横向滑块和第一纵向滑块,所述第一横向滑块滑动连接于所述第一固定板,所述第一纵向滑块一端滑动连接于所述第一横向滑块,所述撑开元件设置在所述第一纵向滑块的另一端。
在本技术方案中,细化了撑开组件的结构,使得撑开元件能够在一定范围内移动,方便撑开不同形状、不同高度的型材。
进一步的优化技术方案,所述撑开元件包括第一导轮和第二导轮,所述第一导轮的周向设置有凸起处,所述第二导轮的周向设置有凹陷处,所述凹陷处设置在所述凸起处的正向的上方,所述凹陷处与所述凸起处之间设置有放置柔性条状材料的间隙。第一导轮和第二导轮配合下料即将柔性条状材料放置在第一导轮后方,方便压入。
进一步的优化技术方案,所述支撑架还包括第二固定板,所述第二固定板,所述第二固定板设置有压入移动元件,所述压入移动元件包括第二横向滑块和第二纵向滑块,所述第二横向滑块滑动连接于所述第一固定板,所述第二纵向滑块一端滑动连接于所述第二横向滑块,所述压入元件设置在所述第二纵向滑块的另一端。
在本技术方案中,细化了压入组件的结构,使得压入元件能够在一定范围内移动,使压入元件和撑开元件保持在同一条直线上,方便撑开后压入元件能够将柔性条状材料元件压入沟槽内。
进一步的完善技术方案,所述预压元件设置在第二横向滑块,所述预压元件位于在所述第一固定板和所述第二固定板之间。
在本方案中,预压元件与第二横向滑块共同运动,其目的是保持预压元件和压入元件共线,方便多次挤压柔性条状材料。
进一步的完善技术方案,所述柔性条状材料嵌入治具还包括定位组件,所述定位组件包括定位夹条和定位夹块,所述定位夹条设置在所述工作面的边缘,所述定位夹块滑动的设置在所述工作面内,所述定位夹条和所述定位夹块夹持型材,并保持所述型材与所述导轨平行。
在本技术方案中通过定位组件实现型材快速定位和固定,定位组件包括定位夹条和定位夹块,其中定位夹块设置在工作面内,定位夹条设置在工作面的边缘,定位夹块可滑动与定位夹条配合,将型材定位和固定。
本发明还公开了一种柔性条状材料嵌入加工工艺,包括如下步骤:
S1:设置走行部的起始位置,并将所述走行部移动至起始位置;
S2:将所述型材置于所述工作面,并保持所述型材平行于所述导轨,固定所述型材;
S3:调整撑开组件和压入组件的位置,使得所述撑开组件位于所述型材一端的正上方,所述压入组件位于所述型材同一端的正上方;
S4:调整所述撑开组件,使所述撑开元件与所述型材的沟槽接触,驱动所述走行部运动;
S5:在所述撑开组件经过的后方,填入柔性条状材料,所述压入组件将所述柔性条状材料压入型材的沟槽中。
在本技术方案中,通过调整走行部及撑开元件和压入元件的位置,让走行部处于初始状态,为后续的压入做好准备,随着走行部的移动,撑开元件将沟槽撑开,人工随即放入柔性条状材料,再由压入元件对柔性条状材料进行挤压,将柔性条状材料压入沟槽内。
进一步的优化技术方案,还包括如下步骤:
S6:在所述撑开组件和所述压入组件之间设置预压组件,所述预压组件与所述型材的上表面接触,所述预压组件随所述走行部运动,对所述型材进行初次预压;
S7:设置通讯组件和走行电机,所述走行电机驱动所述走行部运动;所述通讯组件的传感器检测走行部运动路径的始端和终端,所述通讯组件的PLC信号连接所述传感器和所述走行电机,并通过所述传感器的检测结果控制所述走行电机的启停或复位。
在本技术方案中,增设了预压元件,在压入元件压入柔性条状材料前,对柔性条状材料进行预压,放置一次压入无法完全沟槽内。
通讯组件则的传感器检测走行部的位置,并在走行部在运动路径的始端或终端向PLC发射信号,PLC将的信号传递至走行电机,控制走行部启停或者返回初始位置。
本发明上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
本发明增设撑开组件,将人工嵌入的方式替换为机器嵌入,避免了人工嵌入式力度不容易掌控,造成型材损坏或者无法嵌入的弊端;此外走行部在运动的过程中,在撑开组件后方进行下料,充分的利用撑开形变的时间,将柔性条状材料置入沟槽中,方便快捷,省时省力。
附图说明
下面结合附图和实施例对本发明进一步地说明;
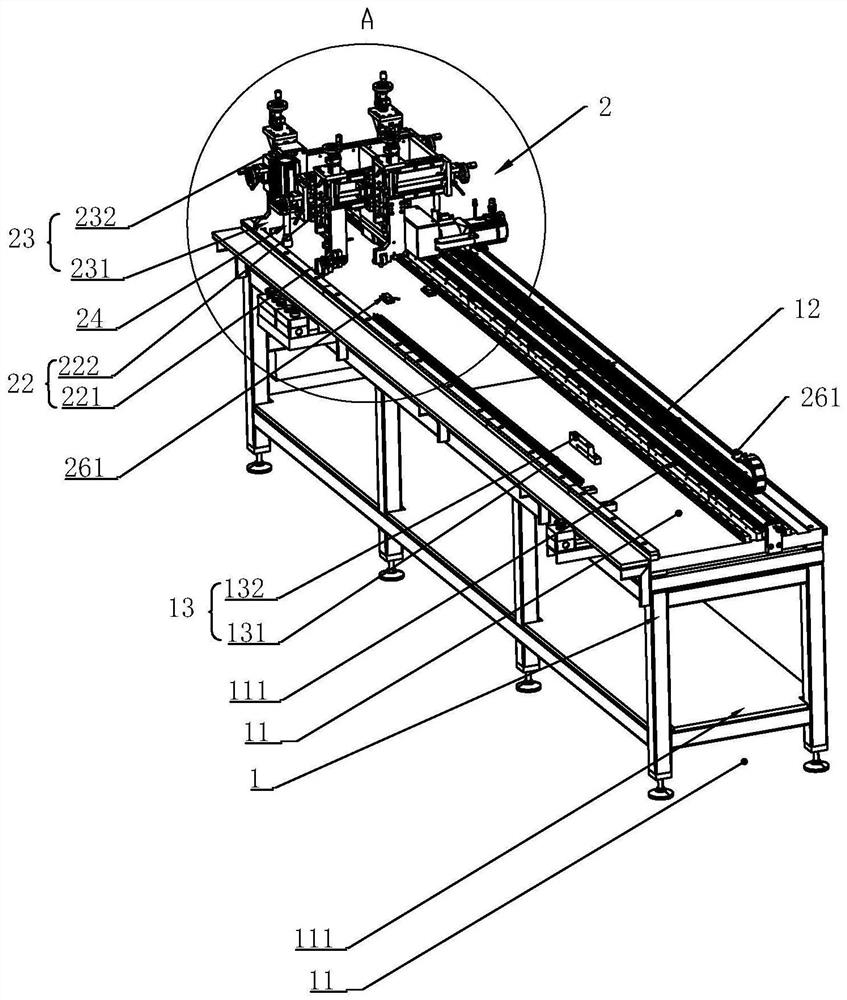
图1是本发明整体示意图;
图2是图1中A部分放大示意图;
图3是走行部结构示意图;
图4是第一导轮示意图。
其中,机体(1)、工作面(11)、齿条(111)、导轨(12)、定位构件(13)、定位夹条(131)、定位夹块(132)、走行部(2)、移动台(21)、支撑架(211)、第一固定板(2111)、第二固定板(2112)、撑开组件(22)、撑开元件(221)、撑开移动元件(222)、第一横向滑块(2221)、第一纵向滑块(2222)、第一导轮(2211)、第二导轮(2212)、凸起处(2211-1)、压入组件(23)、压入元件(231)、压入移动元件(232)、第二横向滑块(2321)、第二纵向滑块(2322)、预压组件(24)、走行电机(250)、传感器(261)。
具体实施方式
下面详细描述本发明的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”以及“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接或活动连接,也可以是可拆卸连接或不可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通、间接连通或两个元件的相互作用关系。
下文的公开提供了许多不同的实施方式或例子用来实现本发明的不同方案。
参照图1至图4所示,一种柔性条状材料嵌入治具,包括机体1,机体1用于承重整个结构并保持稳定。机体1的顶端设置有工作面11,该工作面11用于放置型材并加工。在工作面11上设置有导轨12和走行部2,该走行部2沿着导轨12的延展方向在导轨12上滑动,在滑动的过程中,导轨12起着限制走行部2方向的作用。
结合图1和图2,走行部2包括撑开组件22、预压组件24和压入组件23三个主要部分,为保证前述三个组件能够同步运动,走行部2还包括移动台21,移动台21上设置有支撑架211,支撑架211用于支撑和带动前述三个组件同时运动。具体来说移动台21上设置有第一固定板2111,前述的撑开组件22设置在第一固定板2111上。
撑开组件22包括撑开元件221和撑开移动元件222,其中撑开移动元件222包括第一横向滑块2221和第一纵向滑块2222,第一横向滑块2221滑动连接于第一固定板2111,第一纵向滑块2222的一端滑动连接于第一横向滑块2221,第一纵向滑块2222的另一端固定有撑开元件221。第一横向滑块2221和第一纵向滑块2222配合滑动,可以使得撑开元件221在竖直平面内移动到任何位置。第一横向滑块2221和第一纵向滑块2222利用滚珠丝杠控制。具体而言,滚珠丝杠的螺母固定于第一横向滑块2221,滚珠丝杠的螺杆平行并固定在第一固定板2111上,滚珠丝杠的螺杆回转运动转化为第一横向滑块2221的的横向直线运动。同样的,第一纵向滑块2222与第一横向滑块2221之间也设置滚珠丝杠,控制第一纵向滑块2222在第一横向滑块2221上纵向直线运动。为了方便转动螺杆,在螺杆的一端还设置有手轮。
撑开元件221用于撑开型材的沟槽,实现撑开的目的。具体来说,撑开元件221包括第一导轮2211,第一导轮2211设置在第一纵向滑块2222的下端,撑开移动元件222还设置有第二导轮2212,第二导轮2212设置在第一导轮2211正向的上方,当走行部2正向运动时,第二导轮2212先于第一导轮2211掠过型材。第二导轮2212位于第一导轮2211的正向,方便柔性条状材料由第二导轮2212落入第一导轮2211后方、进入撑开后的沟槽中。
结合图2和图4,第一导轮2211设置有凸起处2211-1,第二导轮2212设置有凹陷处,凹陷处设置在凸起处2211-1的正向上方,凹陷处与凸起处2211-1之间留有放置柔性条状材料的间隙。在本实施例中,凸起处2211-1设置在第一导轮2211的一侧,凸起处2211-1由第一导轮2211的曲面开始延伸,延伸方向为远离第一导轮2211圆心的方向,延伸后的凸起处2211-1呈圆环状,凸起处2211-1在靠近第一导轮2211处即内沿的厚度大于远离第一导轮2211处即外沿的厚度,其目的在撑开元件221在撑开沟槽时,主要由凸起处2211-1的外沿先接触沟槽,将凸起处2211-1的外沿深入沟槽内,随着第一导轮2211的向下运动,凸起处2211-1利用自身厚度的变化,将沟槽的撑开不同角度,方便将不同宽度的柔性条状材料放入。而凹陷处与凸起处2211-1正对,保证了下柔性条状材料下料时能够恰好落入凸起处2211-1撑开的沟槽内。
如图3所示,前述的压入元件231同样的设置在移动台21上,具体而言,支撑架211设置有第二固定板2112,第二固定板2112设置前述的压入元件231,第一固定板2111和第二固定板2112平行设置保证移动台21正向运动时,撑开组件22和压入组件23沿着同一条直线正向运动。
压入组件23包括压入元件231和压入移动元件232,其中压入移动元件232包括第二横向滑块2321和第二纵向滑块2322,撑开移动元件222与第一固定板2111、压入移动元件232与第二固定板2112的连接方式相同,使得压入元件231能够在竖直平面内移动至任意位置。
在第二纵向滑块2322的末端设置压入元件231,在本实施例中,压入元件231为一滚轮。
前述的预压组件24设置在撑开组件22和压入组件23之间,预压组件24固定在第二横向滑块2321上,第二横向滑块2321在带动第二纵向滑块2322运动的同时,也能够带动预压组件24一同运动。预压组件24至少包括一个。在移动台21正向移动时,撑开组件22、预压组件24和压入组件23依次与型材接触。
在本实施例中,预压组件24采用气缸,通过气缸的活塞杆伸出的长度对柔性条状材料进行初压。需要注意的,预压组件24到型材的距离大于压入组件23到型材的距离,这样才能实现预压组件24的预压作用和压入组件23的压入作用。
为了实现自动化控制,在工作面11上还设置有齿条111,移动台21上固定有走行电机250,走行电机250通过齿轮与齿条111啮合并传动,驱动移动台21正向或反向运动。在机体1上设置有通讯组件,通讯组件包括传感器261和PLC,该PLC与传感器261和走行电机250信号连接,传感器261用于走行部2的位置,并发射相应的信号指令至走行电机250。优选的,走行电机250选用步进电机。传感器261设置至少两个,在走行部2运动路径的始端和终端各设置一个,其余传感器261可以设置在始端和终端之间,也可以不设置。
为了方便方便型材放入工作面11时快速定位,在工作面11还设置有定位组件,定位组件包括定位夹条131和定位夹块132,其中定位夹条131设置在工作面11的边缘,定位夹条131的延展方向与导轨12的延展方向相同,定位夹块132活动的设置在工作面11内,定位夹块132配合定位夹条131能够将型材固定。
本发明还公布了一种柔性条状材料嵌入加工工艺,包括如下步骤:
第一步,设置走行部2的起始位置,在本实施例中,将导轨12的一端设置为起始位置,随后移动走行部2至起始位置。随后将型材至于工作面11,并保持型材平行于导轨12,方便撑开和压入,通过定位组件将型材固定。
第二步,调整撑开组件22和压入组件23的位置,将撑开组件22的撑开元件221调整到型材一端的正上方,同样的调整压入组件23,将压入组件23的压入元件231调整到型材同一端的后侧正上方,保证撑开元件221先于压入元件231接触型材.
第三步,驱动走行部2正向运动,走行部2在型材上掠过,与此同时,调整撑开元件221和压入元件231距离型材上表面的距离,将撑开元件221伸入沟槽中,并将沟槽撑开。具体来说,第一导轮2211利用凸起处2211-1将沟槽撑开,柔性条状型材沿着第二导轮2212落于第一导轮2211的后方,并部分的嵌入沟槽。
随着撑开元件221的向前运动,压入元件231也向前运动,将柔性条状材料压入沟槽中。
进一步的,为了保证压入组件23能够完全的将柔性条状材料压入沟槽中,在压入组件23和撑开组件22之间还设置有预压组件24,预压组件24先于压入组件23接触型材,预压组件24跟随压入组件23同步运动。
为了实现自动化控制,工作面11还设置有通讯组件,走行部2设置走行电机250,通讯组件包括PLC和至少两个传感器261,其中走行部2的运动路径的始端和终端各设置有一个传感器261,传感器261用于检测工作台的运动状态,当走行部2运动至终端时,终端的传感器261将信号传递至PLC,PLC向走行电机250发出指令,走行部2停止运动或者回到起始位置;当走行部2返回起始位置时,始端的传感器261将信号传递至PLC,PLC向走行电机250发出停止运动或正向运动的指令。
尽管已经示出和描述了本发明的实施方式,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
- 柔性条状材料嵌入治具及嵌入加工工艺
- 柔性条状材料嵌入治具