一种轴承旋压装配装置
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种旋压装置,具体涉及一种轴承旋压装配装置。
背景技术
汽车转向系统用半刚性轴承有一个或两个弹性件用做轴承内部预紧,轴承内部滚动体工作需要的的预紧力下控制轴承刚度,轴承内部滚动体预紧力大小取决于弹性体的压缩量;轴承内部各个滚动体的预紧力均匀性取决于滚边的均匀性。
一般滚边采用两次或多次旋压的方式,多次定位,滚边后倒角有大小、端面平行差大,形成对轴承内部弹性件压缩量不均匀,产品内部滚动体预紧力一致性差,会造成单个产品外圆径向刚度不均匀,造成产品不合格。用模具缩口、压平的方法,轴承内部容易受伤,难控制,产品合格率低。
发明内容
本发明旨在克服现有滚边、收口技术的缺陷,而提供一种轴承旋压装配装置,该装置结构简单,制作与使用简单,调整方便,工装通用性好,更换滚轮可实现多型号产品通用工装;生产工件一致性好,能提高产品稳定性;生产效率高,有利于降低产品成本,有利于大规模生产。
为了解决上述技术问题,本发明的技术方案是这样实现的:一种轴承旋压装配装置,包括一个旋转中心定位轴、滚轮R工装定位套、一个滚轮定位座、一个芯轴、两个滚轮、一个夹具,所述滚轮定位座内通过芯轴和轴承安装两个滚轮组成双滚轮对称旋压机构,所述滚轮定位座上端通过滚轮R工装定位套与旋转中心定位轴连接,所述双滚轮对称旋压机构下面放置用于定位夹紧工件的夹具。
进一步,所述两个滚轮分别通过一个轴承对称安装在芯轴上,中间用两个轴承隔开,两个轴承中间设有调整垫片,所述滚轮中的轴承端面与滚轮定位座内侧面之间设有一个调整垫片。
进一步,所述滚轮内侧设有用于工件罩壳滚边端面倒角的内圆弧。
进一步,所述滚轮的内圆弧的半径与滚边后的工件罩壳滚边端面倒角半径大小一致。
进一步,所述芯轴安装后用螺母和垫圈轴向锁紧固定。
进一步,所述夹具一侧设有夹具靠山,另一侧设有夹具夹紧推板。
进一步,所述夹具内工件下面装有顶板,所述顶板下端穿过夹具与顶推机构连接。
进一步,所述滚轮R定位套连接电机,所述滚轮R定位套由电机驱动,传递到滚轮定位座上,再传递到芯轴带动滚轮绕旋转中心旋转。
进一步,所述双滚轮对称旋压机构连接滚轮上下移动机构,用于驱动滚轮往下移动旋压工件。
进一步,所述轴承旋压装配装置还连接送料装置,用于实现自动化生产。
本发明的有益效果是:
本发明的轴承旋压装配装置采用双滚轮对称旋压,滚边过程罩壳开口面对称收缩,对称压紧,滚边到产品成品状态。滚轮的内圆弧R决定了滚边后工件罩壳滚边端面倒角R大小一致,对称滚边过程罩壳变形对称,产品倒角大小一致;平行差波动小,一致性好,预紧力变动范围小。产品刚度在允许范围以内,批产品一致性好。有效解决了轴承内部弹性件压缩量均匀,批产品轴承内部预紧力一致性好。
附图说明
图1为工件旋压前示意图;
图2为工件旋压后示意图;
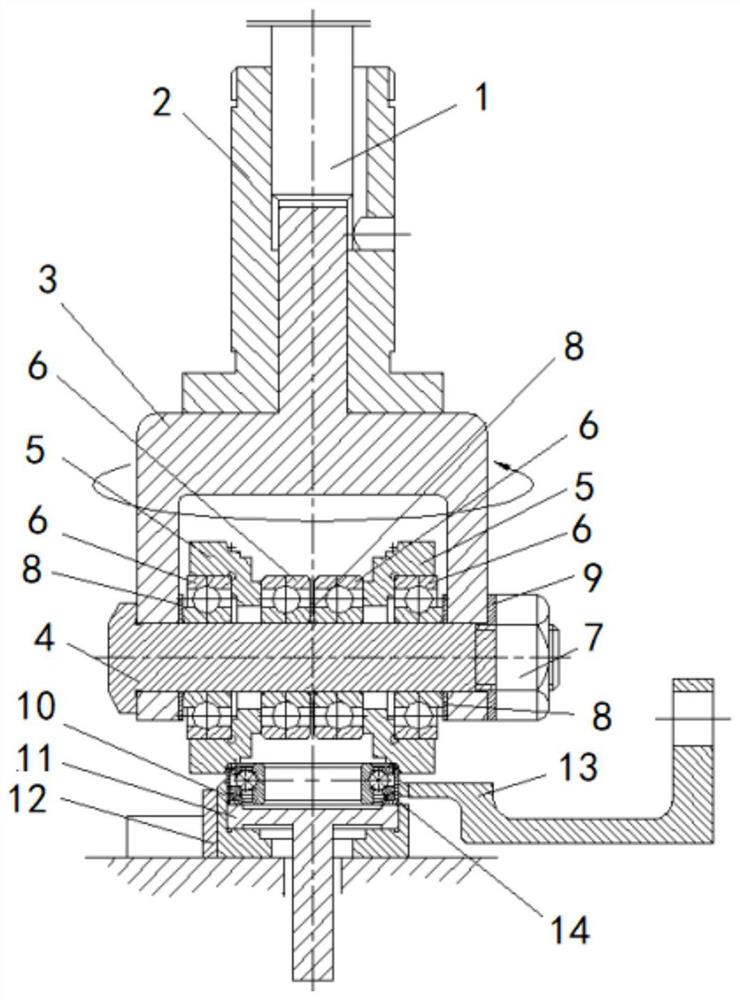
图3为本发明的轴承旋压装配装置结构示意图。
具体实施方式
下面结合附图和实施例对本发明作进一步的详细说明:
如图3所示,本发明的轴承旋压装配装置,包括一个旋转中心定位轴1、滚轮R工装定位套2、一个滚轮定位座3、一个芯轴4、两个滚轮5、四个轴承6、三个垫片8、一个螺母7、一个垫圈9、一个夹具10、一个顶板11,一个夹具靠山12、一个夹具夹紧推板13。滚轮定位座3上端通过滚轮R工装定位套2与旋转中心定位轴1连接,滚轮定位座3内通过芯轴4和轴承6安装两个滚轮5组成双滚轮对称旋压机构,其中,两个滚轮5分别通过一个轴承6对称安装在芯轴4上,中间用两个轴承6隔开,两个轴承6中间设有调整垫片8,滚轮5中的轴承4端面与滚轮定位座3内侧面之间设有一个调整垫片8。芯轴4安装后用螺母7和垫圈9轴向锁紧固定。
双滚轮对称旋压机构下面放置用于定位夹紧工件的夹具10。夹具10内工件14下面装有顶板11,夹具10一侧设有夹具靠山12,另一侧设有夹具夹紧推板13。顶板11下端穿过夹具10与顶推机构连接。滚轮5内侧设有用于工件罩壳滚边端面倒角的内圆弧R。滚轮的内圆弧R的半径与滚边后的工件罩壳滚边端面倒角半径大小一致。
工件14放在夹具10内,通过夹具夹紧推板13夹紧工件14;滚轮5旋转下压,滚轮5与工件14罩壳端面接触,形成旋压滚边,完成旋压。
工作过程:待滚边轴承(见图1)送入夹具,夹具通过夹具夹紧推板推紧,又通过夹具靠山支撑产生反作用力,夹紧工件。滚轮R定位套由滚边设备上电机驱动,传递到滚轮定位轴上,再传递到芯轴带动滚轮绕中心旋转。滚轮往下移动,接触到工件,产生旋压,继续往下旋压,一直到旋压到工件需要的高度尺寸,旋压结束。滚轮退出,夹具放松,顶板把轴承定出夹具后出料,旋压后的轴承(见图2)移出夹具,一个滚边循环结束。
本发明是通过在旋压过程中对称滚边,逐渐均匀变形收口、平稳均匀地压缩端面,使轴承内部各零件预紧力增加过程平稳、均匀,滚边后轴承端面平整,平行差好,产品刚度一致性好。由于轴承滚边端面倒角与滚轮的内圆弧R具有一致性,倒角一致性好、倒角与外圆连接平滑,为客户安装轴承提供一个良好的装配导向,可装配性好,生产效率高。本结构外如果增加送料装置,容易实现自动化生产,提高产品质量的稳定性、提高生产效率。