具有改善性能的磨料制品
文献发布时间:2023-06-19 11:05:16
背景技术
非织造磨料制品通常具有非织造辐材(例如,膨松有弹性的开口纤维辐材)、磨料颗粒和粘结剂材料(通常称为“粘结剂”),该粘结剂材料将非织造辐材内的纤维互相粘结并将磨料颗粒固定到非织造辐材。
发明内容
本公开的各种实施方案涉及一种磨料制品。该磨料制品包括非织造辐材。该非织造辐材包括纤维或长丝组分。该非织造辐材还包括第一主表面和第二主表面。非织造辐材的厚度被限定为从第一主表面到第二主表面。磨料制品还包括分散在非织造幅材的至少一部分中的多个成型磨料颗粒。磨料制品还包括分散在非织造辐材中的热活化的水形成的无机组分。
本公开的各种实施方案涉及一种磨料制品。该磨料制品包括非织造辐材。该非织造辐材包括纤维或长丝组分。该非织造辐材还包括第一主表面和第二主表面。非织造辐材的厚度被限定为从第一主表面到第二主表面。磨料制品还包括分散在非织造幅材的至少一部分中的多个成型磨料颗粒。磨料制品还包括分散在非织造幅材中的水合铝化合物。
本公开的各种实施方案涉及一种磨料制品。该磨料制品包括非织造辐材。该非织造辐材包括纤维或长丝组分。该非织造辐材还包括第一主表面和第二主表面。非织造辐材的厚度被限定为从第一主表面到第二主表面。磨料制品还包括分散在非织造幅材的至少一部分中的多个成型磨料颗粒。磨料制品还包括分散在非织造幅材中的水合铝化合物。该多个成型磨料颗粒中的约5%至约70%包括在基本上垂直于穿过第一主表面和第二主表面的线的方向上取向的顶端。
本公开的各种实施方案涉及一种磨料制品。该磨料制品包括非织造辐材。该非织造辐材包括纤维或长丝组分。该非织造辐材还包括第一主表面和第二主表面。非织造辐材的厚度被限定为从第一主表面到第二主表面。磨料制品还包括分散在非织造幅材的至少一部分中的多个成型磨料颗粒。磨料制品还包括分散在非织造幅材中的水合铝化合物。该多个成型磨料颗粒的包括在基本上垂直于穿过第一主表面和第二主表面的线的方向上取向的面的一部分在该多个成型磨料颗粒的约5%至约70%的范围内。
根据本公开的各种实施方案,一种浆液包含多个成型磨料颗粒。该浆液还包含热活化的水形成的无机组分。该浆液还包含溶剂、润滑剂和粘结剂。
根据本公开的各种实施方案,描述了一种制备磨料制品的方法。该磨料制品包括非织造辐材。该非织造辐材包括纤维或长丝组分。该非织造辐材还包括第一主表面和第二主表面。非织造辐材的厚度被限定为从第一主表面到第二主表面。磨料制品还包括分散在非织造幅材的至少一部分中的多个成型磨料颗粒。磨料制品还包括分散在非织造辐材中的热活化的水形成的无机组分。该方法包括形成纤维或长丝的非织造辐材。该方法还包括对幅材穿孔。该方法还包括将磨料颗粒和粘结剂施加到经穿孔的幅材。该方法还包括固化粘结剂以提供磨料制品。
附图说明
附图通常以举例的方式示出,但不受限于本文档中讨论的各种实施方案。
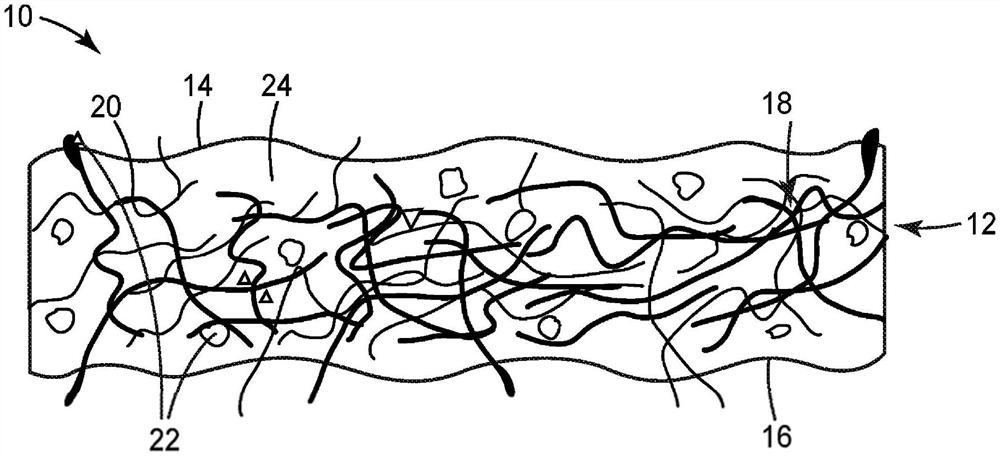
图1是磨料制品的透视图。
图2是沿剖面线2-2截取的图1的磨料制品的剖视图。
图3A至图3D是根据各种实施方案的具有平面三角形形状的成型磨料颗粒的示意图。
图4A至图4E是根据各种实施方案的具有四面体形状的成型磨料颗粒的示意图。
图5是示出根据各种实施方案的成型磨料颗粒在非织造幅材中的渗透深度的图。
图6是示出根据各种实施方案的成型磨料颗粒在非织造幅材中的渗透深度的图。
图7是示出根据各种实施方案的成型磨料颗粒在非织造幅材中的渗透深度的图。
具体实施方式
现在将详细参照本发明所公开主题的特定实施方案,其示例在附图中部分说明。虽然本发明所公开的主题将结合所列举的权利要求来描述,但应当理解,示例性主题不旨在将权利要求限制于本发明所公开的主题。
在整个该文档中,以一个范围格式表达的值应当以灵活的方式解释为不仅包括作为范围的极限明确列举的数值而且还包括涵盖在该范围内的所有单个数值或子范围,如同明确列举了每个数值和子范围一样。例如,范围“约0.1%至约5%”或“约0.1%至5%”应当解释为不仅包括约0.1%至约5%,而且还包括在指示范围内的单个值(例如,1%、2%、3%、和4%)和子范围(例如,0.1%至0.5%、1.1%至2.2%、3.3%至4.4%)。除非另外指明,否则表述“约X至Y”具有与“约X至约Y”相同的含义。同样,除非另外指明,否则表述“约X、Y或约Z”具有与“约X、约Y或约Z”相同的含义。
在该文档中,除非上下文清楚地指明,否则术语“一个”、“一种”或“该/所述”用于包括一个(种)或多于一个(种)。除非另外指明,否则术语“或”用于指非排他性的“或”。表述“A和B中的至少一者”具有与“A、B或者A和B”相同的含义。此外,应当理解,本文所用且未以其它方式定义的措辞或术语仅出于说明的目的而不具有限制性。部分标题的任何使用均旨在有助于文档的理解且不应当解释为是限制性的;与部分标题相关的信息可在该特定部分内或外出现。
在本文所述的方法中,除了明确列举了时间或操作序列之外,可以任何顺序进行各种行为而不脱离本发明原理。此外,规定的行为可同时进行,除非明确的权利要求语言暗示它们单独地进行。例如,进行X的受权利要求保护的行为和进行Y的受权利要求保护的行为可在单一操作中同时进行,并且所得的过程将落入受权利要求保护的过程的字面范围内。
如本文所用,术语“约”可允许例如数值或范围的一定程度的可变性,例如在所述值或所述范围极限的10%内、5%内或1%内,并且包括确切表述的值或范围。
如本文所用,术语“基本上”是指大部分或大多数,如至少约50%、60%、70%、80%、90%、95%、96%、97%、98%、99%、99.5%、99.9%、99.99%、或至少约99.999%或更多、或100%。
如本文所用,“成型磨料颗粒”意指具有预定或非无规形状的磨料颗粒。制备成型磨料颗粒诸如成型陶瓷磨料颗粒的一种工艺包括在具有预定形状的模具中使前体陶瓷磨料颗粒成型以制备陶瓷成型磨料颗粒。在模具中形成的陶瓷成型磨料颗粒是在成型陶瓷磨料颗粒种类中的一个种类。制备其它种类的成型陶瓷磨料颗粒的其它工艺包括通过具有预定形状的孔口挤出前体陶瓷磨料颗粒,通过具有预定形状的印刷丝网中的开口印模前体陶瓷磨料颗粒,或者将前体陶瓷磨料颗粒压印成预定形状或图案。在其它示例中,可将成型陶瓷磨料颗粒从片材切割成单独的颗粒。合适的切割方法的示例包括机械切割、激光切割或水射流切割。成型陶瓷磨料颗粒的非限制性示例包括成型磨料颗粒,诸如三角板或细长的陶瓷杆/长丝。成型陶瓷磨料颗粒是大体均匀的或基本上一致的,并且保持其烧结形状而无需使用将较小磨料颗粒粘结成附聚结构的粘结剂诸如有机或无机粘结剂,但不包括通过生产无规尺寸和形状的磨料颗粒的压碎或粉碎工艺获得的磨料颗粒。在许多实施方案中,成型陶瓷磨料颗粒包括烧结的α氧化铝的均匀结构或基本上由烧结的α氧化铝组成。
图1是磨料制品10的透视图。图2是沿剖面线2-2截取的图1的磨料制品的剖视图。图1和图2示出了基本上相同的组分并且同时进行讨论。如图1和图2所示,磨料制品10包括非织造辐材12。非织造辐材12包括第一主表面14和相对的第二主表面16。第一主表面14和第二主表面16中的每一者具有不规则或基本上非平面的轮廓,但在其它实施方案中,任一表面可以是平面的。非织造辐材12包括纤维组分18,该纤维组分包括单独的纤维20。非织造幅材12还包括分散在非织造幅材12中的磨料颗粒22;粘结剂24将磨料颗粒粘附到单独的纤维20上。
虽然不限于此,但纤维组分18可在磨料制品10的约5重量%至约40重量%、约10重量%至约25重量%、约10重量%至约20重量%、约12重量%至约15重量%的范围内,小于、等于或大于约5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%或40重量%。纤维组分18可包括相对于彼此无规取向和缠结的多个单独的纤维20。单独的纤维20在相互接触的点处彼此粘结。单独的纤维20可为短纤维或连续纤维。如通常所理解的那样,“短纤维”是指离散长度的纤维,并且“连续纤维”是指可为任何合适的纤维或长丝诸如合成长丝或无机纤维诸如钢长丝、玻璃纤维、玄武岩纤维的纤维。钢可为不锈钢、碳钢,或包含金属诸如铜或合金诸如黄铜。单独的纤维20可在纤维组分18的约70重量%至约100重量%、约80重量%至约90重量%的范围内,小于、等于或大于纤维组分18的约70重量%、75重量%、80重量%、85重量%、90重量%、95重量%或100重量%。在另外的实施方案中,非织造幅材12可不含纤维组分18或单独的纤维20,并且相反可包括海绵或泡沫材料,该海绵或泡沫材料包括无规或有序的腔。
单独的短纤维可具有在约35mm至155mm、50mm至约105mm、约40mm至约60mm的范围内,小于、等于或大于约35mm、40mm、45mm、50mm、55mm、60mm、65mm、70mm、75mm、76mm、80mm、85mm、90mm、95mm、100mm、102mm、105mm、110mm、115mm、120mm、125mm、130mm、135mm、140mm、145mm、150mm或155mm的长度。单独的短纤维的卷曲指数值可在约15%至约60%、约25%至约50%的范围内,小于、等于或大于约15%、20%、25%、30%、35%、40%、45%、50%、55%或60%。卷曲指数是所产生卷曲的量度;例如,在纤维中诱发可观的卷曲之前。卷曲指数表示为处于延长状态的纤维长度减去处于松弛(例如,缩短)状态的纤维长度的差除以处于延长状态的纤维长度。短纤维可具有在约15旦尼尔至约2000旦尼尔、约20旦尼尔至约100旦尼尔、约500旦尼尔至约700旦尼尔、约800旦尼尔至约1000旦尼尔、约900旦尼尔至约1000旦尼尔的范围内,小于、等于或大于约200旦尼尔、250丹尼尔、300旦尼尔、350旦尼尔、400旦尼尔、450旦尼尔、500旦尼尔、550旦尼尔、600旦尼尔、650旦尼尔、700旦尼尔、750旦尼尔、800旦尼尔、850旦尼尔、900旦尼尔、950旦尼尔、1000旦尼尔、1050旦尼尔、1100旦尼尔、1150旦尼尔、1200旦尼尔、1250旦尼尔、1300旦尼尔、1350旦尼尔、1400旦尼尔、1450旦尼尔、1500旦尼尔、1550旦尼尔、1600旦尼尔、1650旦尼尔、1700旦尼尔、1750旦尼尔、1800旦尼尔、1850旦尼尔、1900旦尼尔、1950旦尼尔、2000旦尼尔的细度或线密度。
在一些示例中,纤维组分18可包括短纤维的共混物。例如,纤维组分18可包括第一多个单独的短纤维和第二多个单独的短纤维。共混物中的第一多个短纤维和第二多个短纤维可相对于线密度值、卷曲指数或长度中的至少一者不同。例如,第一多个单独的纤维的单独短纤维的线密度可在约15旦尼尔至约700旦尼尔、约20旦尼尔至约100旦尼尔的范围内,小于、等于或大于约200旦尼尔、250旦尼尔、300旦尼尔、350旦尼尔、400旦尼尔、450旦尼尔、500旦尼尔、550旦尼尔、600旦尼尔、650旦尼尔或约700旦尼尔。第二多个单独的纤维的单独短纤维的线密度可在约800旦尼尔至约2000旦尼尔、约850旦尼尔至约1000旦尼尔的范围内,小于、等于或大于约800旦尼尔、850旦尼尔、900旦尼尔、950旦尼尔、1000旦尼尔、1050旦尼尔、1100旦尼尔、1150旦尼尔、1200旦尼尔、1250旦尼尔、1300旦尼尔、1350旦尼尔、1400旦尼尔、1450旦尼尔、1500旦尼尔、1550旦尼尔、1600旦尼尔、1650旦尼尔、1700旦尼尔、1750旦尼尔、1800旦尼尔、1850旦尼尔、1900旦尼尔、1950旦尼尔或2000旦尼尔。具有不同线密度的单独短纤维的混合物可以用于例如提供磨料制品,该磨料制品在使用时可得到期望的表面光洁度。单独的纤维中的任一者的长度或卷曲指数可为根据本文所讨论的值的。
在包括单独的短纤维的共混物的磨料制品的示例中,第一多个单独的短纤维和第二多个单独的短纤维可考虑纤维组分18的不同部分。例如,第一多个单独的纤维20可在纤维组分18的约20重量%至约80重量%、约30重量%至约40重量%的范围内,小于、等于或大于约20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%或80重量%。第二多个单独的纤维20可在纤维组分18的约20重量%至约80重量%、约60重量%至约70重量%的范围内,小于、等于或大于约20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%或80重量%。虽然本文讨论了两个多个单独的短纤维,但在本公开的范围内包括附加的多个单独的短纤维诸如第三多个单独的短纤维,该第三多个单独的短纤维相对于第一多个单独的纤维和第二多个单独的纤维20的线密度值、卷曲指数和/或长度中的至少一者有所不同。
非织造辐材12的单个纤维20可包括许多合适的材料。影响材料的选择的因素包括材料是否与粘附的粘结剂和磨料颗粒22合适地相容同时还可与磨料制品10的其它组分组合加工,以及材料承受加工条件(例如,温度)诸如在施加和固化粘结剂期间采用的那些条件的能力。纤维20的材料还可被选择为影响磨料制品10的特性,诸如柔韧性、弹性、耐久性或寿命、研磨性以及精加工特性。可为合适的纤维20的示例包括天然纤维、合成纤维以及天然纤维和/或合成纤维的混合物。合成纤维的示例包括由聚酯(例如,聚对苯二甲酸乙二醇酯)、尼龙(例如,尼龙-6,6、聚己内酰胺)、聚丙烯、丙烯腈(例如,丙烯酸类树脂)、人造丝、醋酸纤维素、聚偏二氯乙烯-氯乙烯共聚物、聚酯(例如,聚酯对苯二甲酸)以及氯乙烯-丙烯腈共聚物制成的那些。合适的天然纤维的示例包括棉花、羊毛、黄麻和大麻。一些单独的纤维20可包含无机材料、钢、玻璃或玄武岩。钢可为不锈钢、碳钢,或包含金属诸如铜或合金诸如黄铜。单独的纤维20可具有天然的材料或例如从服装裁剪、地毯制造、纤维制造或纺织物加工中回收的再循环材料或废弃材料。单独的纤维20可为均匀的,或可为复合材料,诸如双组分纤维(例如,共纺的皮-芯型纤维)。单独的纤维20可为拉紧的和卷曲的短纤维。
在一些示例中,单独的纤维20可具有非圆形横截面形状或具有圆形和非圆形横截面形状(例如,三角形、Δ形、H形、三叶形、矩形、正方形、狗骨形、带形或椭圆形)的单独的纤维20的共混物。
磨料制品10包含磨料组分,该磨料组分包括粘附到单独的纤维20的成型磨料颗粒22。成型磨料颗粒22可在磨料制品10的约5重量%至约70重量%、约40重量%至约60重量%的范围内,小于、等于或大于约5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%或70重量%。
有许多种类型的可用磨料颗粒22,其可包括在磨料制品10中,包括成型陶瓷磨料颗粒和常规磨料颗粒。磨料组分可仅包括成型磨料颗粒22或常规磨料颗粒。磨料组分还可包括成型磨料颗粒22或常规磨料颗粒的共混物。例如,磨料组分可包含约5重量%至约95重量%的成型磨料颗粒22、约10重量%至约50重量%的成型磨料颗粒22,小于、等于或大于约5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%、80重量%、85重量%、90重量%、95重量%的成型磨料颗粒22与剩余百分比的常规磨料颗粒的共混物。又如,磨料组分可包含约5重量%至约95重量%的常规磨料颗粒、约30重量%至约70重量%的常规磨料颗粒,小于、等于或大于约5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%、80重量%、85重量%、90重量%、95重量%的常规磨料颗粒与剩余百分比的成型磨料颗粒的共混物。
磨料颗粒22可作为单独的磨料颗粒(例如,未与粘结剂保持在一起并施加到纤维20上的颗粒22)或作为附聚物(例如,与粘结剂保持在一起并施加到纤维20的颗粒22)施加到纤维。一些附聚物可包括玻璃粘结的或树脂粘结的颗粒22。附聚物可包括压碎的磨料颗粒、颗粒22。
成型磨料颗粒22包括其中磨料颗粒的至少一部分具有预定形状的任一种或多种磨料颗粒。预定形状可例如从用于形成成型磨料颗粒前体的模具腔复制。在成型磨料颗粒22在模具腔中形成的实施方案中,预定几何形状可基本上复制用于形成成型磨料颗粒22的模具腔。在通过挤出形成成型磨料颗粒22的示例中,成型磨料颗粒22还可复制模件的形状。如果成型磨料颗粒22或磨料制品10通过增材制造工艺形成,则成型磨料颗粒22还可复制存在于程序(例如计算机辅助设计(CAD)程序)中的形状。成型磨料颗粒22不是指例如通过机械粉碎操作形成的随机尺寸的压碎的磨料颗粒。
作为具有平面三角形形状的成型磨料颗粒22的示例,图3A至图3B示出了由三角形基部30、三角形顶部32以及连接基部30和顶部32的多个侧壁34A、34B、34C界定的三角形成型磨料颗粒22。基部30具有顶端36A、36B、36C,它们具有小于50微米的平均曲率半径。图3C至图3D示出了成型磨料颗粒22的一个面,以更好地示出顶端36A的曲率半径。一般来讲,曲率半径越小,则侧壁边缘将越尖锐。在一些情况下,成型磨料颗粒的基部和顶部基本上平行,得到棱柱或截棱锥(如图3A至图3B所示)形状,但这不是必须的。如图所示,侧壁34A、34B和34C具有相等的尺寸并与基部30形成约82度的二面角。然而,应当理解,也可使用其它二面角(包括90度)。例如,基部和每个侧壁之间的二面角可独立地在45度至90度,70度至90度,或75度至85度的范围内。
图4A至图4E示出了具有四面体形状的成型磨料颗粒22的示例。如图4A至4E所示,四面体成型磨料颗粒22被成形为规则的四面体。如图4A所示,四面体成型磨料颗粒22A具有由终止于四个顶端(62A、64A、66A和68A)的六条边(50A、52A、54A、56A、58A和60A)接合的四个面(42A、44A、46A和48A)。每个面在边处接触其它三个面。尽管图4A中描绘的是正四面体(例如具有六条等边和四个面),但将认识到,其它形状也是允许的。例如,四面体成型磨料颗粒22A可成形为不规则的(例如,具有不同长度的边)四面体。
现在参见图4B,四面体成型磨料颗粒22B具有由终止于四个顶端(62B、64B、66B和68B)的六条边(50B、52B、54B、56B、58B和60B)接合的四个面(42B、44B、46B和48B)。每个面均为凹面,并且在相应的公共边处接触其它三个面。尽管图4B中描绘的是具有四面体对称性(例如,四条三次对称旋转轴线以及六个对称反射平面)的颗粒,但将认识到,其它形状也是允许的。例如,四面体成型磨料颗粒22B可具有一个、两个或三个凹面,其余面为平面。
现在参见图4C,四面体成型磨料颗粒22C具有由终止于四个顶端(62C、64C、66C和68C)的六条边(50C、52C、54C、56C、58C和60C)接合的四个面(42C、44C、46C和48C)。每个面均为凸面,并且在相应的公共边处接触其它三个面。尽管图4C中描绘的是具有四面体对称性的颗粒,但将认识到,其它形状也是允许的。例如,四面体成型磨料颗粒22C可具有一个、两个或三个凸面,其余面为平面或凹面。
现在参见图4D,四面体成型磨料颗粒22D具有由终止于四个顶端(62D、64D、66D和68D)的六条边(50D、52D、54D、56D、58D和60D)接合的四个面(42D、44D、46D和48D)。尽管图4D中描绘的是具有四面体对称性的颗粒,但将认识到,其它形状也是允许的。例如,四面体成型磨料颗粒22D可具有一个、两个或三个凸面,其余面为平面。
可存在与图4A至图4D中的描绘的偏差。这种四面体成型磨料颗粒22E的示例示于图4E中,其示出了具有由终止于四个顶端(62E、64E、66E和68E)的六条边(50E、52E、54E、56E、58E和60E)接合的四个面(40E、44E、46E和48E)的四面体成型磨料颗粒22E。每个面在相应的公共边处接触其它三个面。每个面、边和顶端具有不规则形状。
成型磨料颗粒22中的任一个成型磨料颗粒可包括任何数量的形状特征。形状特征可有助于改善任一成型磨料颗粒22的切割性能。合适的形状特征的示例包括开口、凹表面、凸表面、凹槽、脊、断裂表面、低圆度系数或包括一个或多个具有尖锐顶端的拐角点的周边。单个成型磨料颗粒可包括这些特征中的任一者或多者。
成型磨料颗粒22可以任何合适的方式在单独的纤维20上取向。成型磨料颗粒22可通过磁场的施加来取向。另选地,可通过将成型磨料颗粒22置于模具或丝网中对其进行取向,在所述模具或筛网中各个腔被布置成预定图案。可控制被取向的成型磨料颗粒22的量。例如,成型磨料颗粒22的总数的至少一部分可被取向为使得顶端在基本上平行于穿过第一主表面14和第二主表面16的线的方向上取向。单个顶端可与穿过第一主表面14和第二主表面16的线完全对准,但该顶端也可与完全对准偏离约1度至约20度内、约1度至约15度内,小于、等于或大于约1度、2度、3度、4度、5度、6度、7度、8度、9度、10度、11度、12度、13度、14度、15度、16度、17度、18度、19度或约20度。
具有在基本上平行于穿过第一主表面14和第二主表面16的线的方向上取向的相应顶端的成型磨料颗粒22的总量可在该多个成型磨料颗粒的约5%至约70%、约5%至约15%的范围内,小于、等于或大于约5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%或约70重量%。
成型磨料颗粒22还可在单独的纤维20上取向,使得成型磨料颗粒22的总数的至少一部分包括在基本上垂直于穿过第一主表面14和第二主表面16的线的方向上取向的面。另外,在一些实施方案中,成型磨料颗粒22设置在两个或更多个单独的纤维20之间的间隙中,并且通过与一个或多个纤维20接触的树脂保持在适当位置。单个面可与穿过第一主表面14和第二主表面16的线完全垂直,但该面也可与完全对准偏离约1度至约20度内、约1度至约15度内,小于、等于或大于约1度、2度、3度、4度、5度、6度、7度、8度、9度、10度、11度、12度、13度、14度、15度、16度、17度、18度、19度或约20度。
具有在基本上垂直于穿过第一主表面14和第二主表面16的线的方向上取向的相应面的成型磨料颗粒22的总量可在该多个成型磨料颗粒的约5%至约70%、约5%至约15%的范围内,小于、等于或大于约5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%或约70重量%。
成型磨料颗粒22可分布在磨料制品10的整个厚度上。从第一主表面14到第二主表面16限定磨料制品10的厚度。在其中第一主表面14和第二主表面16中的任一者或两者具有非平面或不规则表面的实施方案中,厚度由第一主表面14与第二主表面16之间的最大距离测量。不位于第一主表面14处的成型磨料颗粒22可位于从纤维网102的厚度的约5%至约100%、约20%至约80%,或小于、等于或大于约5%、10%、15%、20%、25%、30%、35%、40%、45%、50%、55%、60%、65%、70%、75%、80%、85%、90%、95%或约100%的范围内的任何位置。成型磨料颗粒22的不位于第一主表面14处的部分可在成型磨料颗粒22的约10重量%至约100重量%、约50重量%至约100重量%的范围内,或小于、等于或大于约10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%、80重量%、85重量%、90重量%、95重量%或约100重量%。
成型磨料颗粒22可均匀地或不均匀地分布在磨料制品10的整个厚度上。令人惊讶的是,包含热活化的水形成的无机组分可有助于提供对成型磨料颗粒22位于非织造幅材12中的位置的控制,并且可有助于使成型磨料颗粒22显著解聚以帮助使颗粒取向。在其中成型磨料颗粒22不均匀地分布的磨料制品10的实施方案中,成型磨料颗粒22可分布在多个区域中。每个区域可占磨料制品10的厚度的一定百分比。例如,每个区域可占磨料制品10的总厚度的1%至约50%、约10%至约33%,小于、等于或大于约1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、11%、12%、13%、14%、15%、16%、17%、18%、19%、20%、21%、22%、23%、24%、25%、26%、27%、28%、29%、30%、31%、32%、33%、34%、35%、36%、37%、38%、39%、40%、41%、42%、43%、44%、45%、46%、47%、48%、49%或约50%。每个区域可包含任何合适重量%的成型磨料颗粒22。例如,每个区域可包含约5重量%至约80重量%、约33重量%至约50重量%,小于、等于或大于约5重量%、6重量%、7重量%、8重量%、9重量%、10重量%、11重量%、12重量%、13重量%、14重量%、15重量%、16重量%、17重量%、18重量%、19重量%、20重量%、21重量%、22重量%、23重量%、24重量%、25重量%、26重量%、27重量%、28重量%、29重量%、30重量%、31重量%、32重量%、33重量%、34重量%、35重量%、36重量%、37重量%、38重量%、39重量%、40重量%、41重量%、42重量%、43重量%、44重量%、45重量%、46重量%、47重量%、48重量%、49重量%、50重量%、51重量%、52重量%、53重量%、54重量%、55重量%、56重量%、57重量%、58重量%、59重量%、60重量%、61重量%、62重量%、63重量%、64重量%、65重量%、66重量%、67重量%、68重量%、69重量%、70重量%、71重量%、72重量%、73重量%、74重量%、75重量%、76重量%、77重量%、78重量%、79重量%或约80重量%的成型磨料颗粒22。每个区域可包含相同重量%的成型磨料颗粒22。另选地,每个区域可独立地具有不同重量%的成型磨料颗粒22。磨料制品10可包括任意多个区域。例如,磨料制品10可包括2个、3个、4个或5个区域。
磨料制品10还可包括常规(例如,压碎的)磨料颗粒。可用的磨料颗粒的示例包括磨料领域中已知的任何磨料颗粒。可用的磨料颗粒的示例包括基于熔融氧化铝的材料,诸如氧化铝、陶瓷氧化铝(其可包括一种或多种金属氧化物改性剂和/或促结晶剂或成核剂)和经热处理的氧化铝、碳化硅、共熔融的氧化铝-氧化锆、金刚石、氧化铈、二硼化钛、立方氮化硼、碳化硼、石榴石、燧石、金刚砂、溶胶-凝胶法制备的磨料颗粒以及它们的混合物。
常规磨料颗粒可例如具有在约10μm至约2000μm、约20μm至约1300μm、约50μm至约1000μm的范围内,小于、等于或大于约10μm、20μm、30μm、40μm、50μm、100μm、150μm、200μm、250μm、300μm、350μm、400μm、450μm、500μm、550μm、600μm、650μm、700μm、750μm、800μm、850μm、900μm、950μm、1000μm、1050μm、1100μm、1150μm、1200μm、1250μm、1300μm、1350μm、1400μm、1450μm、1500μm、1550μm、1650μm、1700μm、1750μm、1800μm、1850μm、1900μm、1950μm或2000μm的直径。例如,常规的磨料颗粒可具有磨料行业指定的标称等级。此类磨料行业认可的等级标准包括被称为美国国家标准协会(ANSI)标准、欧洲磨料产品制造商联合会(FEPA)标准和日本工业标准(HS)的那些。示例性ANSI等级名称(例如,指定的标称等级)包括:ANSI 12(1842μm)、ANSI 16(1320μm)、ANSI 20(905μm)、ANSI 24(728μm)、ANSI 36(530μm)、ANSI 40(420μm)、ANSI 50(351μm)、ANSI 60(264μm)、ANSI 80(195μm)、ANSI 100(141μm)、ANSI 120(116μm)、ANSI 150(93μm)、ANSI 180(78μm)、ANSI 220(66μm)、ANSI 240(53μm)、ANSI 280(44μm)、ANSI 320(46μm)、ANSI 360(30μm)、ANSI 400(24μm)和ANSI 600(16μm)。示例性FEPA等级名称包括P12(1746μm)、P16(1320μm)、P20(984μm)、P24(728μm)、P30(630μm)、P 36(530μm)、P40(420μm)、P50(326μm)、P60(264μm)、P80(195μm)、P100(156μm)、P120(127μm)、P120(127μm)、P150(97μm)、P180(78μm)、P220(66μm)、P240(60μm)、P280(53μm)、P320(46μm)、P360(41μm)、P400(36μm)、P500(30μm)、P600(26μm)和P800(22μm)。每种等级的近似平均粒度列在每种等级名称后的括号中。
成型磨料颗粒22或压碎的磨料颗粒可包含任何合适的材料或材料的混合物。例如,成型磨料颗粒22可包含选自α-氧化铝、熔融氧化铝、热处理氧化铝、陶瓷氧化铝、烧结氧化铝、碳化硅、二硼化钛、碳化硼、碳化钨、碳化钛、金刚石、立方氮化硼、石榴石、熔融氧化铝-氧化锆、溶胶-凝胶法制备的磨料颗粒、氧化铈、氧化锆、氧化钛以及它们的组合的材料。在一些实施方案中,成型磨料颗粒22和压碎的磨料颗粒可包含相同的材料。在另外的实施方案中,成型磨料颗粒22和压碎的磨料颗粒可包含不同的材料。
填料颗粒也可包含在磨料制品10中。可用填料的示例包括金属碳酸盐(诸如碳酸钙、碳酸钙镁、碳酸钠、碳酸镁)、二氧化硅(诸如石英、玻璃珠、玻璃泡和玻璃纤维)、硅酸盐(诸如滑石、粘土、蒙脱石、长石、云母、硅酸钙、偏硅酸钙、硅铝酸钠、硅酸钠)、金属硫酸盐(诸如硫酸钙、硫酸钡、硫酸钠、硫酸铝钠、硫酸铝)、石膏、蛭石、糖、木粉、水合铝化合物、炭黑、金属氧化物(诸如氧化钙、氧化铝、氧化锡、二氧化钛)、金属亚硫酸盐(诸如亚硫酸钙)、热塑性颗粒(诸如聚碳酸酯、聚醚酰亚胺、聚酯、聚乙烯、聚(氯乙烯)、聚砜、聚苯乙烯、丙烯腈-丁二烯-苯乙烯嵌段共聚物、聚丙烯、乙缩醛聚合物、聚氨酯、尼龙颗粒)以及热固性颗粒(诸如酚醛泡、酚醛珠、聚氨酯泡沫颗粒等)。该填料还可为盐,诸如卤化物盐。卤化物盐的示例包括氯化钠、钾冰晶石、钠冰晶石、铵冰晶石、四氟硼酸钾、四氟硼酸钠、氟化硅、氯化钾、氯化镁。金属填料的示例包括锡、铅、铋、钴、锑、镉、铁和钛。其它杂类填料包括硫、有机硫化合物、石墨、硬脂酸锂和金属硫化物。在一些实施方案中,单个成型磨料颗粒22或单个压碎的磨料颗粒可至少部分地涂覆有无定形、陶瓷或有机涂层。涂层的合适组分的示例包括硅烷、玻璃、氧化铁、氧化铝或它们的组合。诸如这些的涂层可有助于可加工性以及颗粒与粘结剂树脂的粘结。
磨料制品10还可包含热活化的水形成的无机组分。热活化的水形成的无机组分可分散在非织造辐材12中。热活化的水形成的无机组分可在磨料制品10的约1重量%至约20重量%、约3重量%至约10重量%的范围内,小于、等于或大于约1重量%、1.5重量%、2重量%、2.5重量%、3重量%、3.5重量%、4重量%、4.5重量%、5重量%、5.5重量%、6重量%、6.5重量%、7重量%、7.5重量%、8重量%、8.5重量%、9重量%、9.5重量%、10重量%、10.5重量%、11重量%、11.5重量%、12重量%、12.5重量%、13重量%、13.5重量%、14重量%、14.5重量%、15重量%、15.5重量%、16重量%、16.5重量%、17重量%、17.5重量%、18重量%、18.5重量%、19重量%、19.5重量%或约20重量%。吸热活化的水形成的无机组分的特征可在于它们在暴露于高温时脱水(例如,释放水)的能力。水的释放可用于在使用期间冷却磨料制品10。
高温可对应于热活化的水形成的无机组分的活化温度。活化温度可为约300℃或更低、约250℃或更低、约200℃或更低、约100℃或更低、在约200℃至约300℃、约200℃至约250℃的范围内,小于、等于或大于约50℃、60℃、70℃、80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃、180℃、190℃或约200℃。
热活化的水形成的无机组分可包括任何合适的材料或材料的混合物。例如,热活化的水形成的无机组分可包括金属氢氧化物。金属氢氧化物的金属可包括铝、铍、钴、铜、锔、金、铁、汞、镍、锡、镓、铅、铊、锌、锆、钙、钾、镁、锂、钠、它们的合金或它们的混合物。金属氢氧化物的具体示例包括氢氧化锂、氢氧化钠、氢氧化钾、氢氧化铝、氢氧化铍、氢氧化钴(II)、氢氧化铜(II)、氢氧化镉、氢氧化金(III)、氢氧化铁(II)、氢氧化汞(II)、氢氧化镍(II)、氢氧化锡(II)、氢氧化锌、氢氧化锆(IV)或它们的混合物。特定氢氧化铝的示例为水合铝化合物。
金属氢氧化物中的任一种可被表面改性。例如,任何金属氢氧化物可用胺、烷基、环氧基、乙烯基、苯基或它们的混合物进行表面改性。这些基团中的任一种可接枝到金属氢氧化物上。这些基团可在金属氢氧化物的约1重量%至约20重量%、约5重量%至约10重量%的范围内,小于、等于或大于金属氢氧化物的约1重量%、2重量%、3重量%、4重量%、5重量%、6重量%、7重量%、8重量%、9重量%、10重量%、11重量%、12重量%、13重量%、14重量%、15重量%、16重量%、17重量%、18重量%、19重量%或约20重量%。
令人惊讶地发现,包含热活化的水形成的无机组分诸如具有成型磨料颗粒22的水合铝化合物改善了磨料制品的磨削性能。例如,据发现,包含水合铝化合物的磨料制品增加了用于研磨碳钢的磨料制品的磨削性能。另外,令人惊讶地发现,与不同之处仅在于不含铝水合物的对应磨料制品相比,包含水合铝化合物的磨料制品具有较高百分比的具有以竖直位置取向(例如,基本上平行于延伸穿过第一主表面12和第二主表面14的线)的顶端的成型磨料颗粒22。另外,令人惊讶地发现,与不同之处仅在于不含铝水合物的对应磨料制品相比,包含水合铝化合物的磨料制品具有能够渗透磨料制品10至磨料制品10的厚度的更深百分比的成型磨料颗粒22。另外,令人惊讶地发现,包含水合铝化合物的磨料制品具有均匀分布在磨料制品10中的成型磨料颗粒。还令人惊讶地发现,单独包含水合铝化合物或包含水合铝化合物与压碎的磨料颗粒不会产生与包含成型磨料颗粒22和水合铝化合物的那些表现一样好的磨料制品。
在一些实施方案中,磨料制品10可包括与第一主表面12或第二主表面14接触的柔性背衬。柔性背衬可用于向磨料制品10赋予强度。柔性背衬也可用于将徽标或其它视觉介质附连到磨料制品10。合适的柔性背衬的示例包括聚合物膜、金属箔、织造织物、针织织物、纸材、硫化纤维、短纤维、连续纤维、非织造布、泡沫、筛网、层压物以及它们的组合。
可通过形成非织造幅材并将粘合剂施加到纤维组分18来制备磨料制品10。可将底胶层施加到非织造幅材12。非织造辐材12可被轧制以基本上放置从辐材12突出的至少一些平坦的纤维20。磨料颗粒22可施加到底胶层以形成非织造磨料辐材12。使底胶层固化,并且可在底胶层上施加任选的复胶层,该复胶层随后被固化以形成磨料制品10。
在一些实施方案中,稀松布或加强层可附接到非织造磨料幅材12。稀松布可包括任何合适的材料,诸如聚合物膜、金属箔、织造织物、针织织物、纸材、硫化纤维、非织造物、泡沫、筛网、层合物或它们的组合。稀松布可通过针缝、针刺或通过粘结剂附接到非织造幅材12。
可例如通过常规的气流成网、梳理、缝编、纺粘、湿法成网和/或熔喷过程来制造非织造幅材12。可使用辐材成形机诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司(Rando Machine Company of Macedon,N.Y.)商购获得的辐材成形机制备气流成网非织造幅材。幅材也可为穿孔的。在一些示例中,对辐材穿孔可包括针刺辐材。
通过用可固化的第二粘结剂将磨料颗粒22粘附到非织造幅材12来制备非织造磨料幅材。可用于将磨料颗粒22粘附到非织造辐材12的粘结剂可根据最终产品需求进行选择。粘结剂的示例包括包含聚氨酯树脂、酚醛树脂、丙烯酸酯树脂以及酚醛树脂、脲醛、乳胶、环氧酚醛、环氧树脂和丙烯酸酯树脂的共混物的那些。磨料颗粒22的涂覆量可取决于例如所用的具体粘结剂、用于施加磨料颗粒22的方法(例如,喷涂)和磨料颗粒22的大小。例如,非织造辐材12上的磨料颗粒22的涂覆量可为100克每平方米(g/m
另外,组分诸如热活化的水形成的无机组分可与非织造辐材12接触。在一些实施方案中,磨料制品10的某些组分可包含在浆液中。例如,浆液可包含成型磨料颗粒22、热活化的水形成的无机组分、底胶层和复胶层的材料、压碎的磨料颗粒或任何其它组分或组分的子组合。浆液可以储存并直接施加到非织造辐材12上。
磨料制品10可用于从工件的表面移除材料。这可通过使磨料制品10的表面与工件接触来实现。工件可例如以约1牛顿至约40牛顿范围内的力接触。然后可相对于工件移动(例如,旋转)磨料制品10,同时保持磨料制品10和工件表面之间的压力。虽然磨料制品10可具有许多合适的形状,但合适形状的示例为盘。磨料制品10可适于移除许多不同类型的材料。此类材料的示例包括碳钢、不锈钢、铝、或聚合物材料诸如工件上的聚合物表面涂层。
令人惊讶地发现,与以相同速度运行而不同之处仅在于具有较少的热活化的水形成的无机组分或不具有热活化的水形成的无机组分的对应磨料制品相比,移除了更大量的工件。还令人惊讶地发现,包含热活化的水形成的无机组分的磨料制品在研磨碳钢方面特别有效。
本公开的目的和有益效果通过下面的非限制性实施例进一步说明。然而,这些实施例中所提到的具体材料及其量以及其它条件和细节,不应被解释为是对本公开的不当限制。
下面的单位缩写用于描述实施例:
℃:摄氏度
cm:厘米
g/m
英寸:1英寸=2.54厘米
mm:毫米
除非另外说明,否则所有试剂均得自或购自诸如密苏里州圣路易斯的西格玛奥德里奇公司(Sigma-Aldrich Company,St.Louis,Missouri)的化学供应商,或者可通过已知的方法合成。除非另外报告,否则所有比率和百分比均按重量计。
在随后的实施例中,材料如下所示:
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
3"直径的盘配有Roloc
对于在相应面板的晶粒的方向上工作的一分钟,用根据实施例1至12中任一者的非织造盘去除面板的一半中的刮痕。对于在晶粒的方向上工作的第二个一分钟时间段,去除面板的第二个半部中的刮痕。然后清洁盘和工件并称量。还在5个分立的区域中测量面板的Ra并记录。
对于在相应面板的晶粒的方向上工作的一分钟,用根据实施例1至12中任一者的非织造盘去除面板的一半中的刮痕。对于在晶粒的方向上工作的第二个一分钟时间段,去除面板的第二个半部中的刮痕。
在2分钟时间段之前和之后称量面板以确定面板的质量损失。
按照上文所用的方法将新面板再使用2分钟。
该过程持续4个面板,每个盘的总离手磨削时间为8分钟。在第一面板和第四面板上测量每个面板5个分立区域的表面光洁度。丢弃最高和最低的表面光洁度数值,并对中间的3个Ra数值取平均值。对面板1和面板4的平均表面光洁度取平均值,得到下面记录的最终表面光洁度数值。
3"直径的盘配有Roloc
研磨碳钢时所用的力和RPM为5磅和9000RPM或10磅和11,000RPM。
研磨铝时所用的力为5磅和9,000RPM或5磅和11,0000RPM。
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
使用设备诸如可以商品名“RANDO WEBBER”从美国纽约州马其顿的兰多机器公司商购获得的设备,形成具有重量为约314g/m
生成实施例15、16和17的PSG颗粒取向图。取向图使用短/最小轴(PSG宽度)和长/最大轴(PSG长度)的方向余弦。绘制每个PSG的最小轴的Y分量与最大轴的Z分量的关系图。该图中的每个点是单独的PSG对象(即,单个PSG、PSG集群、PSG+压碎集群),并且针对每个曲线图示出N=#,其中N为在所扫描的数据集中测量的PSG对象的数量。图上的坐标(0,0)是指具有完全竖直取向(优选取向)的PSG对象。坐标(90,90)或(-90,-90)是指具有平坦取向(非优选取向)的PSG对象。最大Z轴上介于0和90之间的值指示方向余弦相对于垂直于样品稀松布/平面的向量的角度。从曲线图中,可以确定竖直位置(PSG与垂直样品平面成<15°角)的颗粒%,并确定平坦取向的晶粒%。
使用X射线显微断层摄影分析确定PSG在非织造幅材中的渗透深度。为了进行该过程,从实施例15、16和17的每个磨料制品上切下材料条带。使用Skyscan 2211(比利时孔蒂赫的布鲁克microCT公司(Bruker microCT,Kontich,Belgium)X射线显微断层摄影扫描仪以6.00um的分辨率扫描每个实施例。使用70kV和110uA的X射线源设置来收集数据,其中入射光束的能量分布通过应用0.5mm铝滤波器来修改。当样品使用0.10度的角步长大小旋转通过360度角范围时,使用平板检测器以分立的样品旋转角记录投影图像。每个收集的投影图像平均五个单独的检测器帧。使用计算机程序NRecon(1.6.10版,比利时孔蒂赫的布鲁克microCT公司)进行重建,其中采用X射线源定心、检测器环伪影和光束硬化的校正。
对所得的重建图像进行后处理,以分离成型晶粒在所扫描样本内的位置。灰度阈值允许磨料晶粒与非织造构造中的较高和较低密度材料分离。使用计算机程序CTAnalyzer(1.16.4版,比利时孔蒂赫的布鲁克microCT公司)进行重建数据集的初始处理。
对阈值图像的后续尺寸过滤从图像中移除了小的非成型磨料晶粒。分析经阈值处理和尺寸过滤的图像,以确定数据集内的成型磨料晶粒的尺寸、形状和位置(X、Y和Z处的形心坐标)。然后将经阈值处理和尺寸过滤的图像保存为单独的数据集,以用于随后检查成型晶粒取向。使用计算机软件Avizo(9.5.0版,美国俄勒冈州希尔斯伯勒的赛默飞世尔公司(ThermoFisher Scientific,Hillsboro,Oregon))进一步处理重建数据以及用于成型晶粒分析。
识别数据集中每个成型磨料晶粒的物理位置,并评估每个成型晶粒的短轴和长轴。计算垂直于短轴和长轴的方向余弦并制表。
将经阈值处理的图像沿XZ平面进行重新切片,以使用CT Analyzer获得数据集的深度轮廓图像。使用Avizo测定每个深度轮廓图像的磨料晶粒面积。
取向分析的结果示于表8中。
图5至图7示出PSG颗粒分布在非织造辐材的总深度中。此外,PSG分布在多个区域内。也就是说,沿着非织造辐材的深度存在具有较高浓度PSG的一个或多个区域。代表性区域具有基本上相同的PSG浓度或者每个区域具有不同的浓度。表9示出了实施例15至17中的PSG在磨料制品的总厚度上的浓度,具体讲,表9示出了在占总厚度的上三分之一的区域、占总厚度的中间三分之一的区域以及占总厚度的下三分之一的区域中的颗粒的重量%。表10示出了占总厚度上半部的区域和占总厚度下半部的区域中的颗粒的重量%。
尽管将已采用的术语和表达用作描述而非限制术语,并且不旨在使用此类术语和表达排除所示和所描述的特征或其部分的任何等同物,但是已经认识到,在本发明实施方案的范围内的各种修改是可以的。因此,应当理解,尽管本公开已通过具体实施方案和任选的特征而具体公开,但是本领域普通技术人员可推出本文所公开的概念的修改和变型,并且此类修改和变型被认为在本发明的实施方案的范围内。
本发明提供了以下示例性实施方案,其编号不应当被解释为指定重要程度:
实施方案1提供一种磨料制品,所述磨料制品包括:
非织造幅材,所述非织造幅材包括
纤维或长丝组分,
第一主表面,以及
第二主表面,其中所述非织造幅材的厚度被限定为从所述第一主表面到所述第二主表面;
多个成型磨料颗粒,所述多个成型磨料颗粒分散在所述非织造辐材的至少一部分中;以及
热活化的水形成的无机组分,所述热活化的水形成的无机组分分散在所述非织造辐材中。
实施方案2提供根据实施方案1所述的磨料制品,其中所述第一主表面、所述第二主表面或两者具有基本上非平面的轮廓。
实施方案3提供根据实施方案1至2中任一项所述的磨料制品,其中所述纤维组分在所述磨料制品的约5重量%至约40重量%的范围内。
实施方案4提供根据实施方案1至3中任一项所述的磨料制品,其中所述纤维组分在所述磨料制品的约10重量%至约25重量%的范围内。
实施方案5提供根据实施方案1至4中任一项所述的磨料制品,其中所述纤维组分包含短纤维。
实施方案6提供根据实施方案5所述的磨料制品,其中所述短纤维具有在约35mm至约155mm范围内的长度。
实施方案7提供根据实施方案5或6中任一项所述的磨料制品,其中所述短纤维具有在约40mm至约60mm范围内的长度。
实施方案8提供根据实施方案5至7中任一项所述的磨料制品,其中所述短纤维具有在约15旦尼尔至约600旦尼尔范围内的线密度。
实施方案9提供根据实施方案5至8中任一项所述的磨料制品,其中所述短纤维具有在约20旦尼尔至约100旦尼尔范围内的线密度。
实施方案10提供根据实施方案5至9中任一项所述的磨料制品,其中所述短纤维的卷曲指数值在约25%至约40%的范围内。
实施方案11提供根据实施方案1至10中任一项所述的磨料制品,其中所述纤维彼此缠结。
实施方案12提供根据实施方案1至11中任一项所述的磨料制品,其中所述纤维无规取向并在相互接触的点处粘结在一起。
实施方案13提供根据实施方案1至12中任一项所述的磨料制品,其中所述纤维包含选自聚酯、尼龙、聚丙烯、丙烯酸、人造丝、醋酸纤维素、聚偏二氯乙烯-氯乙烯共聚物、氯乙烯-丙烯腈共聚物、聚酯以及它们的组合的材料。
实施方案14提供根据实施方案13所述的磨料制品,其中所述尼龙为尼龙-6,6。
实施方案15提供根据实施方案1至14中任一项所述的磨料制品,其中所述磨料颗粒在所述磨料制品的约2重量%至约70重量%的范围内。
实施方案16提供根据实施方案1至15中任一项所述的磨料制品,其中所述磨料颗粒在所述磨料制品的约5重量%至约50重量%的范围内。
实施方案17提供根据实施方案1至16中任一项所述的磨料制品,其中所述成型磨料颗粒为成型陶瓷磨料颗粒。
实施方案18提供根据实施方案1至17中任一项所述的磨料制品,其中所述多个成型磨料颗粒中的所述成型磨料颗粒中的至少一个成型磨料颗粒呈四面体并且包括由终止于四个顶端的六条边接合的四个面,所述四个面中的每一个面接触所述四个面中的三个面。
实施方案19提供根据实施方案18所述的磨料制品,其中所述四个面中的至少一个面为基本上平面的。
实施方案20提供根据实施方案18或19中任一项所述的磨料制品,其中所述四个面中的至少一个面为凹面。
实施方案21提供根据实施方案20所述的磨料制品,其中所述四个面均为凹面。
实施方案22提供根据实施方案18至21中任一项所述的磨料制品,其中所述四个面中的至少一个面为凸面。
实施方案23提供根据实施方案22所述的磨料制品,其中所述四个面均为凸面。
实施方案24提供根据实施方案18至23中任一项所述的磨料制品,其中所述四面体磨料颗粒中的至少一个四面体磨料颗粒具有相等尺寸的边。
实施方案25提供根据实施方案18至24中任一项所述的磨料制品,其中所述四面体磨料颗粒中的至少一个四面体磨料颗粒具有不同尺寸的边。
实施方案26提供根据实施方案1至25中任一项所述的磨料制品,其中所述多个成型磨料颗粒中的所述成型磨料颗粒中的至少一个成型磨料颗粒包括由所述成型磨料颗粒的厚度分开的第一侧和第二侧,所述第一侧包括具有三角形周边的第一面并且所述第二侧包括具有三角形周边的第二面,其中所述成型磨料颗粒的所述厚度等于或小于所述颗粒的最短侧相关尺寸的长度。
实施方案27提供根据实施方案26所述的磨料制品,所述磨料制品还包括使所述第一侧与所述第二侧连接的至少一个侧壁。
实施方案28提供根据实施方案27所述的磨料制品,其中所述至少一个侧壁为倾斜侧壁。
实施方案29提供根据实施方案27或28中任一项所述的磨料制品,其中所述倾斜侧壁的拔模角在约95度至约130度的范围内。
实施方案30提供根据实施方案26至29中任一项所述的磨料制品,其中所述第一面与所述第二面基本上彼此平行。
实施方案31提供根据实施方案26至29中任一项所述的磨料制品,其中所述第一面与所述第二面基本上彼此不平行。
实施方案32提供根据实施方案26至31中任一项所述的磨料制品,其中所述第一面和所述第二面中的至少一者为基本上平面的。
实施方案33提供根据实施方案26至32中任一项所述的磨料制品,其中所述第一面和所述第二面中的至少一者为非平面。
实施方案34提供根据实施方案1至33中任一项所述的磨料制品,其中所述成型磨料颗粒中的至少一个成型磨料颗粒包括至少一个形状特征,所述至少一个形状特征包括:开口、凹表面、凸表面、沟槽、脊部、断裂表面、低圆度系数或包括具有尖锐顶端的一个或多个拐角点的周边。
实施方案35提供根据实施方案1至34中任一项所述的磨料制品,其中所述多个成型磨料颗粒的一部分独立地包括在基本上平行于穿过所述第一主表面和所述第二主表面的线的方向上取向的顶端。
实施方案36提供根据实施方案35所述的磨料制品,其中所述多个成型磨料颗粒的所述部分在所述多个成型磨料颗粒的约5%至约70%的范围内。
实施方案37提供根据实施方案35或36中任一项所述的磨料制品,其中所述多个成型磨料颗粒的所述部分在所述多个成型磨料颗粒的约5%至约15%的范围内。
实施方案38提供根据实施方案35至37中任一项所述的磨料制品,其中所述顶端相对于穿过所述第一主表面和所述第二主表面的所述线在约1度至约20度的范围内。
实施方案39提供根据实施方案35至38中任一项所述的磨料制品,其中所述顶端相对于穿过所述第一主表面和所述第二主表面的所述线在约1度至约15度的范围内。
实施方案40提供根据实施方案1至39中任一项所述的磨料制品,其中所述多个成型磨料颗粒的一部分独立地包括在基本上垂直于穿过所述第一主表面和所述第二主表面的线的方向上取向的面。
实施方案41提供根据实施方案40所述的磨料制品,其中所述多个成型磨料颗粒的所述部分在所述多个成型磨料颗粒的约5%至约70%的范围内。
实施方案42提供根据实施方案40或41中任一项所述的磨料制品,其中所述多个成型磨料颗粒的所述部分在所述多个成型磨料颗粒的约5%至约15%的范围内。
实施方案43提供根据实施方案40至42中任一项所述的磨料制品,其中所述面相对于穿过所述第一主表面和所述第二主表面的所述线在约1度至约20度的范围内。
实施方案44提供根据实施方案40至43中任一项所述的磨料制品,其中所述面相对于穿过所述第一主表面和所述第二主表面的所述线在约1度至约15度的范围内。
实施方案45提供根据实施方案1至44中任一项所述的磨料制品,其中所述成型磨料颗粒分布在所述非织造幅材的所述厚度的至多约100%中。
实施方案46提供根据实施方案1至45中任一项所述的磨料制品,其中所述成型磨料颗粒分布在多个区域中的所述非织造幅材的所述厚度上。
实施方案47提供根据实施方案46所述的磨料制品,其中所述区域包含基本上相同重量%的成型磨料颗粒。
实施方案48提供根据实施方案46或47中任一项所述的磨料制品,其中所述非织造辐材包括穿过所述非织造辐材的所述厚度的所述成型磨料颗粒的两个区域。
实施方案49提供根据实施方案46至48中任一项所述的磨料制品,其中所述非织造辐材包括穿过所述非织造辐材的所述厚度的所述成型磨料颗粒的三个区域。
实施方案50提供根据实施方案46至49中任一项所述的磨料制品,其中所述多个区域中的每个区域在所述非织造幅材的所述厚度的约10%至约50%的范围内延伸。
实施方案51提供根据实施方案46至50中任一项所述的磨料制品,其中所述多个区域中的每个区域在所述非织造幅材的所述厚度的约33%至约50%的范围内延伸。
实施方案52提供根据实施方案1至51中任一项所述的磨料制品,其中所述成型磨料颗粒包含选自α-氧化铝、熔融氧化铝、热处理氧化铝、陶瓷氧化铝、烧结氧化铝、碳化硅、二硼化钛、碳化硼、碳化钨、碳化钛、金刚石、立方氮化硼、石榴石、熔融氧化铝-氧化锆、溶胶-凝胶法制备的磨料颗粒、氧化铈、氧化锆、氧化钛以及它们的组合的材料。
实施方案53提供根据实施方案1至52中任一项所述的磨料制品,其中所述成型磨料颗粒为碳化硅。
实施方案54提供根据实施方案1至53中任一项所述的磨料制品,其中所述多个成型磨料颗粒为单独磨料颗粒和磨料颗粒附聚物中的至少一种。
实施方案55提供根据实施方案1至54中任一项所述的磨料制品,所述磨料制品还包括多个压碎的磨料颗粒。
实施方案56提供根据实施方案1至55中任一项所述的磨料制品,其中所述磨料制品为盘。
实施方案57提供根据实施方案1至56中任一项所述的磨料制品,所述磨料制品还包括分散在所述非织造幅材中的粘结剂。
实施方案58提供根据实施方案57所述的磨料制品,其中所述粘结剂选自聚氨酯树脂、聚氨酯脲树脂、环氧树脂、脲醛树脂、苯酚甲醛树脂以及它们的组合。
实施方案59提供根据实施方案1至58中任一项所述的磨料制品,其中所述粘结剂在所述磨料制品的约10重量%至约70重量%的范围内。
实施方案60提供根据实施方案1至59中任一项所述的磨料制品,其中所述热活化的水形成的无机组分在所述磨料制品的约1重量%至约20重量%的范围内。
实施方案61提供根据实施方案1至60中任一项所述的磨料制品,其中所述热活化的水形成的无机组分在所述磨料制品的约3重量%至约10重量%的范围内。
实施方案62提供根据实施方案1至61中任一项所述的磨料制品,其中所述热活化的水形成的无机组分为具有约300℃或更低的活化温度的吸热活化的水形成的无机组分。
实施方案63提供根据实施方案1至62中任一项所述的磨料制品,其中所述热活化的水形成的无机组分为具有在约200℃至约300℃范围内的活化温度的吸热活化的水形成的无机组分。
实施方案64提供根据实施方案1至63中任一项所述的磨料制品,其中所述热活化的水形成的无机组分为具有在约200℃至约250℃范围内的活化温度的吸热活化的水形成的无机组分。
实施方案65提供根据实施方案1至64中任一项所述的磨料制品,其中所述热活化的水形成的无机组分包含金属氢氧化物。
实施方案66提供根据实施方案65所述的磨料制品,其中所述金属包括铝、铍、钴、铜、锔、金、铁、汞、镍、锡、镓、铅、铊、锌、锆、钙、钾、镁、锂、钠、它们的合金或它们的混合物。
实施方案67提供根据实施方案65或66中任一项所述的磨料制品,其中所述金属为铝。
实施方案68提供根据实施方案65至67中任一项所述的磨料制品,其中所述金属氢氧化物包括氢氧化锂、氢氧化钠、氢氧化钾、氢氧化铝、氢氧化铍、氢氧化钴(II)、氢氧化铜(II)、氢氧化镉、氢氧化金(III)、氢氧化铁(II)、氢氧化汞(II)、氢氧化镍(II)、氢氧化锡(II)、氢氧化锌、氢氧化锆(IV)或它们的混合物。
实施方案69提供根据实施方案65至68中任一项所述的磨料制品,其中所述金属氢氧化物为三水合铝。
实施方案70提供根据实施方案65至69中任一项所述的磨料制品,其中所述金属氢氧化物组分中的至少一些用胺、烷基、环氧基、乙烯基、苯基或它们的混合物进行改性。
实施方案71提供根据实施方案1至70中任一项所述的磨料制品,所述磨料制品还包括与所述第一主表面或所述第二主表面接触的柔性背衬。
实施方案72提供根据实施方案71所述的磨料制品,其中所述柔性背衬包括聚合物膜、金属箔、织造织物、针织织物、纸材、硫化纤维、短纤维、连续纤维、非织造物、泡沫、筛网、层合体以及它们的组合。
实施方案73提供一种磨料制品,所述磨料制品包括:
非织造幅材,所述非织造幅材包括:
纤维或长丝组分;
第一主表面;
第二主表面,其中所述非织造幅材的厚度被限定在所述第一主表面与所述第二主表面之间;
多个成型磨料颗粒,所述多个成型磨料颗粒分散在所述非织造辐材中;
三水合铝组分,所述三水合铝组分分散在所述非织造辐材中。
实施方案74提供一种磨料制品,所述磨料制品包括:
非织造幅材,所述非织造幅材包括:
纤维或长丝组分;
第一主表面;
第二主表面,其中所述非织造幅材的厚度被限定在所述第一主表面与所述第二主表面之间;
多个成型磨料颗粒,所述多个成型磨料颗粒分散在所述非织造辐材中;
水合铝化合物,所述水合铝化合物分散在所述非织造幅材中,
其中所述多个成型磨料颗粒中的约5%至约70%包括在基本上垂直于穿过所述第一主表面和所述第二主表面的线的方向上取向的顶端。
实施方案75提供一种磨料制品,所述磨料制品包括:
非织造幅材,所述非织造幅材包括:
纤维或长丝组分;
第一主表面;
第二主表面,其中所述非织造幅材的厚度被限定在所述第一主表面与所述第二主表面之间;
多个成型磨料颗粒,所述多个成型磨料颗粒分散在所述非织造幅材中,其中所述成型磨料颗粒以多种分布方式分布在所述非织造幅材的所述厚度中;
水合铝化合物,所述水合铝化合物分散在所述非织造幅材中,其中所述多个成型磨料颗粒的包括在基本上垂直于穿过所述第一主表面和所述第二主表面的线的方向上取向的面的一部分在所述多个成型磨料颗粒的约5%至约70%的范围内。
实施方案76提供一种浆液,所述浆液包含:
多个成型磨料颗粒;
热活化的水形成的无机组分;以及
粘结剂;
润滑剂;以及
溶剂。
实施方案77提供根据实施方案76所述的浆液,其中所述成型磨料颗粒为四面体成型磨料颗粒、三角形成型磨料颗粒或它们的混合物。
实施方案78提供根据实施方案76或77中任一项所述的浆液,其中所述磨料颗粒在所述浆液的约2重量%至约70重量%的范围内。
实施方案79提供根据实施方案76至78中任一项所述的浆液,其中所述磨料颗粒在所述浆液的约5重量%至约70重量%的范围内。
实施方案80提供根据实施方案76至79中任一项所述的浆液,其中所述粘结剂在所述浆液的约10重量%至约70重量%的范围内。
实施方案81提供根据实施方案76至80中任一项所述的浆液,其中所述粘结剂选自聚氨酯树脂、聚氨酯脲树脂、环氧树脂、脲醛树脂、苯酚甲醛树脂以及它们的组合。
实施方案82提供根据实施方案76至81中任一项所述的浆液,其中所述热活化的水形成的无机组分在所述浆液的约1重量%至约20重量%的范围内。
实施方案83提供根据实施方案76至82中任一项所述的浆液,其中所述热活化的水形成的无机组分在所述浆液的约3重量%至约10重量%的范围内。
实施方案84提供根据实施方案76至83中任一项所述的浆液,其中所述热活化的水形成的无机组分为包括约300℃或更低的反应温度的吸热活化的水形成的无机组分。
实施方案85提供根据实施方案76至84中任一项所述的浆液,其中所述热活化的水形成的无机组分为包括在约200℃至约300℃范围内的反应温度的吸热活化的水形成的无机组分。
实施方案86提供根据实施方案76至85中任一项所述的浆液,其中所述热活化的水形成的无机组分为包括在约200℃至约250℃范围内的反应温度的吸热活化的水形成的无机组分。
实施方案87提供根据实施方案76至86中任一项所述的浆液,其中所述热活化的水形成的无机组分包含水合金属。
实施方案88提供根据实施方案87所述的浆液,其中所述金属包括铝、钙、钾、镁、它们的合金或它们的混合物。
实施方案89提供根据实施方案87或88中任一项所述的浆液,其中所述金属为铝。
实施方案90提供根据实施方案87至89中任一项所述的浆液,其中所述水合金属为水合铝化合物。
实施方案91提供一种制备根据实施方案1至90中任一项所述的磨料制品的方法,所述方法包括:
形成所述纤维或长丝的非织造辐材;
对所述辐材穿孔;
将所述磨料颗粒和粘结剂施加到经穿孔的幅材;以及
固化所述粘结剂,以提供所述磨料制品。
实施方案92提供根据实施方案91所述的方法,其中将所述磨料颗粒施加到所述第一主表面、所述第二主表面或两者。
实施方案93提供根据实施方案91或92中任一项所述的方法,其中将所述磨料颗粒喷涂在所述第一主表面、所述第二主表面或两者上。
实施方案94提供根据实施方案91至93中任一项所述的方法,其中以约100g/m
实施方案95提供根据实施方案91至94中任一项所述的方法,其中以约2000g/m
实施方案96提供根据实施方案91至95中任一项所述的方法,其中形成纤维的所述辐材包括将所述纤维进行气流成网。
实施方案97提供根据实施方案91至96所述的方法,其中用辐材成形机将所述纤维进行气流成网。
实施方案98提供一种用于从工件的表面移除材料的方法,所述方法包括:
使根据实施方案1至75中任一项所述的磨料制品或根据实施方案91至97中任一项所述的方法形成的磨料制品与所述工件抵靠接触;以及
相对于所述工件移动所述磨料制品,同时保持所述磨料制品和所述工件表面之间的压力以从所述工件的表面移除材料。
实施方案99提供根据实施方案98所述的方法,其中所述磨料制品为具有中心轴线的盘的形状,并且通过围绕所述中心轴线旋转所述磨料制品来实现所述磨料制品相对于所述工件的移动。
实施方案100提供根据实施方案98或99中任一项所述的方法,其中从所述工件移除的所述材料为碳钢。
实施方案101提供根据实施方案98至100中任一项所述的方法,其中与以相同速度运行而不同之处仅在于具有较少的热活化的水形成的无机组分或不具有热活化的水形成的无机组分的对应磨料制品相比,移除了更大量的所述工件。
- 具有改善性能的磨料制品
- 具有成型磨料颗粒的成型硅质磨料团聚物、磨料制品及相关方法