一种多孔隔热陶瓷材料的制备工艺
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及无机材料技术领域,具体涉及一种多孔隔热陶瓷材料制备工艺。
背景技术
目前电热雾化装置在日常生活中有广泛的应用,例如电子烟,医用雾化治疗器,室内熏香器等。其核心部件为多孔材料导液体和安装在其上的电热材料。其中多孔材料的性质(孔隙率,孔径大小,导热系数等)对雾化效果有关键影响。现有多孔材料一般为经过破碎到合适大小的石英砂,刚玉砂,莫来石,硅藻土,天然陶土,黏土等通过混合烧结助剂,然后成型烧结而成的多孔陶瓷。此类方法制作的多孔陶瓷,因颗粒形状不规则,不利于筛分,大小不能有效控制,致使孔径大小很难控制,大孔的存在易造成漏液,微孔过小又致导液不畅甚至堵塞,造成干烧。且颗粒物多为实体,虽然常用的这些材料导热系数较低,但是在要求更高的场合仍需要进一步减少导热。
发明内容
为此,本发明实施例提供出于提高孔隙率,改善孔径大小分布的均匀性和颗粒形貌,同时降低导热系数的目的提出了一种新的工艺方法,以解决现有技术中的问题。
为了实现上述目的,本发明实施例提供如下技术方案:
根据本发明实施例公开一种多孔隔热陶瓷材料的制备工艺,其特征在于:包括以下步骤,原料预混,研磨搅拌,喷雾造粒,预烧结,过筛,形成辅料混合,成型,烧结,检验,具体操作如下,
将石英砂,刚玉砂,莫来石,黏土以及适量助烧剂等原材料,与水和聚乙烯醇胶液或类似功能的水溶性胶液按确定的比例混合好,放入搅拌磨研磨到10微米以下的微粉;
将上述磨好的浆料送入喷雾造粒塔设备,进行喷雾造粒,再用100目筛网过筛,得到100~200目的近球形团聚颗粒;
将上述颗粒粉料装入高温窑进行轻度烧结,温度的确定以颗粒烧结后有一定的结构强度又不至于过度结合而不易分散为宜;
将上述预烧好的材料经振动筛过100目筛网,然后进行常规的成型方法进行成型,比如与粘接辅料混合,经过热压注成型或者注塑成型,再经高温烧结得到所需形状的多孔结构体。
进一步的,所述粘接辅料为石蜡或者塑料粒子等。
进一步的,烧结温度500℃-1200℃,时间为2小时-24小时。
进一步的,材料由以下组分组成:石英砂,刚玉砂,莫来石,黏土以及适量助烧剂等原材料,水和聚乙烯醇,胶液。
进一步的,所述助烧剂主要包含了硅,硼,铝,磷,钠,钾,钙,锌等元素的氧化物通过预熔搅拌后冷却再破碎至1~10微米的微粉,熔点在500~1000度。
进一步的,所述石英砂和所述刚玉砂以及莫来石的加入在质量按照重量份计算:石英砂为60-80重量份,所述助烧剂为20-40重量份,所述刚玉砂与所述莫来石的加入质量为所述助烧剂质量的3-35%,所述水和聚乙烯醇为10-20重量份。
本发明实施例具有如下优点:这种在球形颗粒容易过筛,尺寸均匀性很好控制,堆积得到的孔隙大小均匀一致,不易漏液,也不易堵塞。同时颗粒具有中空结构,大大减少了导 热通道,具有非常好的隔热性能,大大提高了雾化效率,也避免了与雾化器接触的雾化液的有效成分长时间过热变性。
说明书附图
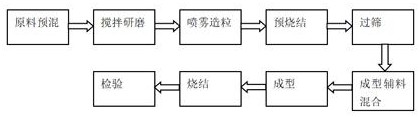
图1为本发明的工艺流程图。
具体实施方式
下面将结合本发明中的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1本发明提供的一种多孔隔热陶瓷材料的制备工艺,其特征在于:包括以下步骤,原料预混,研磨搅拌,喷雾造粒,预烧结,过筛,形成辅料混合,成型,烧结,检验,具体操作如下,
将石英砂,刚玉砂,莫来石,黏土以及适量助烧剂等原材料,与水和聚乙烯醇胶液或类似功能的水溶性胶液按确定的比例混合好,放入搅拌磨研磨到10微米以下的微粉;
将上述磨好的浆料送入喷雾造粒塔设备,进行喷雾造粒,再用100目筛网过筛,得到100~200目的近球形团聚颗粒;
将上述颗粒粉料装入高温窑进行轻度烧结,温度的确定以颗粒烧结后有一定的结构强度又不至于过度结合而不易分散为宜;
将上述预烧好的材料经振动筛过100目筛网,然后进行常规的成型方法进行成型,比如与粘接辅料混合,经过热压注成型或者注塑成型,再经高温烧结得到所需形状的多孔结构体。
优选的,所述粘接辅料为石蜡或者塑料粒子等。
优选的,烧结温度500℃-1200℃,时间为2小时-24小时。
优选的,材料由以下组分组成:石英砂,刚玉砂,莫来石,黏土以及适量助烧剂等原材料,水和聚乙烯醇,胶液。
优选的,所述石英砂、所述刚玉砂与所述莫来石均为100-200目。
优选的,所述助烧剂主要包含了硅,硼,铝,磷,钠,钾,钙,锌等元素的氧化物通过预熔搅拌后冷却再破碎至1~10微米的微粉,熔点在500~1000度。
优选的,所述石英砂和所述刚玉砂以及莫来石的加入在质量按照重量份计算:石英砂为60-70重量份,所述助烧剂为30-40重量份,所述刚玉砂与所述莫来石的加入质量为所述助烧剂质量的3-35%,所述水和聚乙烯醇为10-20重量份。
优选的,所述石英砂、所述刚玉砂以及莫来石的粒组数为100-200目。
本发明所用原材料为破碎的石英砂,刚玉砂,莫来石,黏土,硅藻土等,或者前述成分按一定比例的混合,再混合(10~50)%的低熔点烧结助熔,助剂成分主要包含了硅,硼,铝,磷,钠,钾,钙,锌等元素的氧化物,通过预熔搅拌后冷却再破碎至1~10微米的微粉,熔点在500~1000度。
上述材料混合后配以适量的水和聚乙烯醇(或类似功能)的粘接剂,经过搅拌磨研磨至1~10微米的细度。
研磨好以后进喷雾干燥塔进行喷雾造粒,控制喷头压力,温度,转速等,得到颗粒直径分布在一个合适的范围。然后用合适的筛网过筛,使粒度得到进一步的保证。本方法用于电子烟油的适宜目数是100~300目。
将筛好的造粒粉在合适的温度(按烧结助剂的不同而不同)进行轻度烧结,烧结后使颗粒具有一定的结构强度而又能经搓揉振动后相互分开。
将上述颗粒继续混合一定比例的低熔点烧结助剂(10~40%为宜),该助剂可以与前述的助剂相同,也可以使用温度更低的助剂。混合均匀以后加入适宜成型的胶液,比如熔融石蜡,搅拌均匀后成型。石蜡混合的浆料适用于热压注浆成型。
成型后的坯体经过排胶烧结即得到所需形状的多孔材料。
表面发热组件的贴装,可以在成型前把金属发热丝组件嵌入模具,通过注浆成型跟多孔材料结合在一起,然后一起烧结,从而得到具有电热雾化功能的组件。也可以单独烧结好多孔材料以后,在表面丝印一层电阻发热浆料,再烧结而与多孔陶瓷材料产生结合,达到同样的功能。
按上述方法制得的多孔材料,经测量孔隙率可以达到50%~65%,具有优良的隔热效果,当发热膜表面功率1W/mm2时,发热膜在1秒内即可达到红热状态 。
本方案的关键点实现方法如下:为了得到所需的多孔材料的颗粒结构物,区别于常规工艺直接使用破碎的固体颗粒的方法,本方案是将石英砂,刚玉砂,莫来石,黏土等天然陶瓷材料,经过破碎球磨到10微米以下的微粉,再混合助烧剂成分,经过喷雾造粒,过筛,得到100-200目的近球形颗粒。然后经过轻度预烧,得到一定的结构强度的颗粒结构物,然后用常规工艺进行成型烧结。
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种多孔隔热陶瓷材料的制备工艺
- 一种高强度多孔陶瓷材料的制备工艺