化工生产监视
文献发布时间:2023-06-19 19:37:02
技术领域
本教导一般涉及计算机辅助化工生产。
背景技术
在工业工厂中,输入材料被处理以制造一种或更多种产品。因此,所制造产品的特性取决于制造参数。通常希望将制造参数与产品的至少一些特性相关,以确保产品质量或生产稳定性。
在过程工业或工业工厂(诸如化学或生物生产工厂)内,一种或更多种输入材料使用生产过程进行处理,以生产一种或更多种化学或生物产品。过程工业中的生产环境可能是复杂的,因此产品的特性可根据影响所述特性的生产参数的变化而变化。通常,特性对生产参数的相关性可能是复杂的,并且与对不同参数的一种或更多种组合的进一步相关性交织在一起。在一些情况下,生产过程可能分为更多阶段,这会使问题进一步恶化。因此,生产具有一致和/或可预测质量的化学或生物产品可能具有挑战性。
为了保持化学产品的质量一致,可以执行质量控制。质量控制通常涉及在生产过程之后或生产过程期间收集一份或多份化学产品样本。然后对样本执行分析,并且然后根据需要采取纠正措施。为有效起见,可能需要定期收集样本,并且样本应能代表化学产品的统计变化。取决于生产过程中发生变化的频率,可能需要调节质量控制的频率。因此,质量控制可能既昂贵又耗时。
此外,与离散处理相比,化学或生物处理(诸如连续、活动或批量)可以提供大量的时间序列数据。然而,经由传统时间序列方法进行机器学习已被证明不太实用,因为很难根据整个价值链的横向集成的需要来集成数据。特别地,简单而有意义的数据交换或标准化可能会带来重大问题。
因此,需要一种方法来提高在理想情况下从桶到最终产品的整个价值链的质量和生产稳定性。
发明内容
至少一些现有技术固有的问题将被示出由所附独立权利要求的主题来解决。至少一些进一步有利的替代方案将在从属权利要求中概述。
当从第一角度看时,可以提供一种用于监视在工业工厂处制造化学产品的生产过程的方法,该工业工厂包括多个在物理上分离的设备区域,并且产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,该方法至少部分地经由计算单元执行,该方法包括:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-在计算单元处从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号,经由计算单元确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,经由计算单元计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;
-将至少一个区域特定性能参数附加到上游对象标识符。
申请人已经意识到,通过这样做,指示化学产品的质量的至少一个区域特定性能参数可以基本上在输入材料在上游设备区域中被处理的同时被确定。至少一个区域特定性能参数可以例如作为元数据附加到上游对象标识符。因此,化学产品的质量度量因此经由至少一个区域特定性能参数在运行中被评估。此外,质量度量与用于生产特定化学产品的输入材料数据附加或附接到一起。高度相关的数据因此被封装在上游对象标识符中。这不仅可以允许高度针对性的质量控制,而且可以将有价值的质量度量与对所述质量度量有影响的数据关联到一起。如果需要,它可以允许验证和控制即时监视。此外,附加到对象标识符的数据变得与机器学习方法高度相关,其中一些将在本公开中讨论。当输入材料处于上游设备区域时,可以例如提供上游对象标识符。
应当理解,上游设备区域的实时过程数据的子集响应于指示输入材料处于上游设备区域的区域存在信号而确定。
历史数据可以包括过去的过程数据和/或将至少一个历史区域特定性能参数与过程数据相关联的质量控制数据。
计算单元可以例如使用分析计算机模型以便计算至少一个区域特定性能参数。
根据一个方面,历史数据包括来自与例如在上游设备区域中的先前处理的输入材料有关的一个或更多历史上游对象标识符的数据。
在一些情况下,历史对象标识符可能来自具有类似生产的其它上游区域,在这些区域中处理过去的输入材料,因此来自这种区域的这种历史对象标识符可能是可用的。
因此,可以利用来自先前或历史上游对象标识符的数据以便计算至少一个区域特定性能参数。如在此所公开的对象标识符允许经由它们的输入材料数据将至少特定材料特性与对应的在历史上确定的区域特定性能参数相关联。可以利用对象标识符数据来计算正在处理的输入材料的至少一个区域特定性能参数。
根据另一方面,历史上游对象标识符中的至少一个历史上游对象标识符附加有过程数据的至少一部分,该过程数据指示处理先前处理的输入材料在例如上游设备区域中的过程参数和/或设备操作条件。
因此,一个或更多历史对象标识符还可以包括它们的过程数据的子集,可以利用过程数据的子集将关系与其性能参数以及相应的过去输入材料的特性相关联。
因此,当结合起来时,可以提供一种用于监视在工业工厂处制造化学产品的生产过程的方法,该工业工厂包括多个物理上分离的设备区域,并且产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,该方法至少部分地经由计算单元执行,该方法包括:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-在计算单元处从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号,经由计算单元确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,经由计算单元计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;其中历史数据包括来自与上游设备区域中先前处理的输入材料相关的一个或更多历史上游对象标识符的数据,并且其中历史上游对象标识符中的至少一个历史上游对象标识符附加有过程数据的至少一部分,该过程数据指示先前处理的输入材料在上游设备区域中处理的过程参数和/或设备操作条件,
-将至少一个区域特定性能参数附加到上游对象标识符。
因此,至少一个,优选地每个历史对象标识符可以封装该过程数据,在该过程数据下处理相应的先前输入材料以生产或处理相应的化学产品,因此在此公开的历史数据是高度相关但简明的数据集,其可用于在生产期间执行一个或更多性能参数的计算。因此,它不仅可以提高化学产品的可追溯性,还可以简化化学产品的质量控制。更多内容将在本公开中进一步讨论。
根据一个方面,该方法还包括:
-将实时过程数据的子集的至少一部分附加到上游对象标识符。
因此,相关过程数据也可以与上游对象标识符中的输入材料数据一起被捕获,使得化学产品与输入材料的特性的任何关系也可以与被捕获的相关过程数据一起被捕获为实时过程数据的子集的至少一部分。这可以提供在可能影响化学产品的任何一个或更多特性的各种相关性之间的更完整的关系。另一个优点可以是在输入材料特性和/或过程参数之间可能存在的各种相互相关性之间的组合也被捕获在对象标识符内。因此,附加的对象标识符丰富了信息,该信息不仅可以用于跟踪化学产品和/或其特定组分(诸如输入材料),还可以用于跟踪产生化学产品的特定过程数据。结果,诸如历史对象标识符中的每个历史对象标识符的对象标识符可以更容易地被集成以用于任何机器学习(“ML”)和这种目的。因此,上游对象标识符也可以用作未来生产的历史对象标识符。
应当理解,性能参数可以与化学产品的一种或更多种特性直接相关和/或其可以与在生产过程期间产生的衍生材料或产品的性能参数相关。例如,在生产过程的进程期间输入材料转换为衍生材料的情况下,有时可能还需要跟踪这种衍生材料的质量或性能。应当理解,在衍生材料是由输入材料产生的中间材料的情况下,所述衍生材料然后用于生产化学产品。由于化学产品也取决于衍生材料,因此有时可能需要测试和跟踪衍生材料。
因此,根据一个方面,区域特定性能参数中的至少一个区域特定性能参数与衍生材料的一个或更多特性相关。
根据一个方面,区域存在信号可以经由计算单元通过执行区域-时间变换来生成,该变换将与输入材料相关的至少一个特性映射到特定设备区域。例如,与输入材料相关的特性可以是输入材料的重量,使得通过对生产过程的了解,例如经由实时过程数据,可以确定输入材料或其在生产过程期间产生的衍生材料的存在。作为示例,如果上游设备区域中具有一定重量的输入材料在生产过程期间穿越到下游设备区域,则可以使用例如在预定时间处或在预定时间内的下游区域处的重量测量,为下游区域生成区域存在信号。类似地,输入材料或其衍生材料通过其穿越生产的流量值,例如质量流量或体积流量可以是用于生成区域存在信号的特性。进一步作为示例,输入材料沿设备区域穿越的速度或速率可用于确定输入材料或其对应的衍生材料在给定时间所在的空间或位置。可替代地或另外地,与输入材料相关的特性的其它非限制性示例是体积、填充值、液位、颜色等。
申请人已经发现通过将实时过程数据映射到空间数据从而使用代表输入材料的数字流程元素映射现实生产流程来生成区域存在信号是有利的,该实时过程数据在生产环境中是时间相关数据,例如时间序列数据。例如,可以经由上游对象标识符跟踪输入材料的数字流,并且可以使用时间相关的实时过程数据中的事件来沿生产过程定位材料。因此,经由已经测量的时间和实时过程数据跟踪或定位材料,即通过使用过程数据的时间维度跟踪或定位材料,过程数据与输入材料沿生产链的流动的时间维度相关。
区域存在信号可以是间歇性的,例如经由计算定期或不定期地生成,或者它可以是连续生成的。这可以具有这样的优点,即与相应对象标识符相关联的材料可以连续地或基本上连续地位于生产链内并且因此能够附加与材料及其向化学产品的转换高度相关的数据。例如,可以进行定期或不定期的计算,以检查在生产链内某些检查点处材料的存在。这可以由实时过程数据中的事件来补充,例如,由一个或更多传感器补充,如下面将概述的。
由于在化学生产中,与时间维度相关的操作参数(如停留时间和流动速率)是已知的,因此区域-时间转换可以是时间尺度上的简单映射。可替代地,可以使用基于过程模拟的更复杂模型来匹配材料流的时间尺度和实时过程数据。在任何情况下,过程数据的时间尺度都可以比材料流更精细,以便将过程数据参数更精细地归因于材料流。
另外或可替代地,区域存在信号可以至少部分地经由与特定区域相关的传感器来提供。例如,重量传感器和/或图像传感器可用于检测空间处或特定设备区域中输入材料或衍生材料的存在。
“设备”可以指工业工厂内的任何一项或多项资产。作为非限制性示例,设备可以指如下中的任何一个或更多,或其任何组合:计算单元或控制器,诸如可编程逻辑控制器(“PLC”)或分布式控制系统(“DCS”)、传感器、致动器、末端执行器单元、输送元件(诸如传送系统)、热交换器(诸如加热器)、熔炉、冷却单元、蒸馏单元、提取器、反应器、混合器、研磨机、切碎机、压缩机、切片机、挤出机、干燥机、喷雾器、压力室或真空室、管子、筒仓、料仓和任何其它种类的直接或间接用于工业工厂中生产或在生产期间使用的装置。优选地,设备具体指直接或间接参与生产过程的资产、装置或组件。更优选地,那些可以影响化学产品性能的资产、装置或组件。设备可能有缓冲,或可能没有缓冲。此外,该设备可以涉及混合或不混合、分离或不分离。没有混合的无缓冲设备的一些非限制性示例是传送系统或传送带、挤出机、造粒机和热交换器。没有混合的缓冲设备的一些非限制性示例是缓冲料仓、筒仓等。具有混合的缓冲设备的一些非限制性示例是具有混合器的料仓、混合容器、切割机、双锥混合器、固化管等。具有混合的非缓冲设备的一些非限制性示例是静态或动态混合器等。具有分离的缓冲设备的一些非限制性示例是柱、分离器、萃取器、薄膜蒸发器、过滤器、筛子等。设备可以甚至是或者它可能包括存储或包装元件,诸如八角盒填充物、圆桶、袋子、油罐车。有时,两件或更多件设备的组合也可视为一件设备。
“设备区域”是指物理上分离的区域,它们是同一件设备的一部分,或者这些区域可以是用于制造化学产品的不同件设备。因此,该区域在物理上位于不同的位置。该位置可以是横向和/或垂直的不同地理位置。输入材料因此从上游设备区域开始并穿越下游,朝向在上游设备区域下游的一个或更多设备区域。生产过程的各个步骤因此可以分布在区域之间。
在本公开中,术语“设备”和“设备区域”可以互换使用。
“设备操作条件”是指代表设备状态的任何特性或值,例如,设定点、控制器输出、生产顺序、校准状态、任何设备相关警告、振动测量、速度、温度、污垢值(诸如过滤器压差)、维护日期等中的任何一项或多项。
术语“上游”应理解为与生产流程相反的方向。例如,生产过程开始的第一个设备区域是上游设备区域。然而,该术语在本公开中用作其含义内的相对含义。例如,位于第一设备区域和最后一个设备区域之间的中间设备区域对于最后一个设备区域也可以称为上游区域,并且对于第一设备区域称为“下游”设备区域。因此,最后一个设备区域是第一设备区域和中间设备区域的下游区域。类似地,第一设备区域和中间设备区域二者都在最后一个设备区域的上游。
“工业工厂”或“工厂”可以指但不限于用于制造、生产或处理一种或更多种工业产品(即制造或生产过程或由工业工厂执行的处理)的工业目的的任何技术基础设施。工业产品例如可以是任何物理产品,诸如化学制品、生物制品、药物、食品、饮料、纺织品、金属、塑料、半导体。另外或可替代地,工业产品甚至可以是服务产品,例如诸如再循环的回收或废物处理,诸如分解或溶解成一种或更多种化学产品的化学处理。因此,工业工厂可以是化工厂、加工厂、制药厂、化石燃料处理设施(诸如油井和/或天然气井、精炼厂、石化厂、裂化厂)等中的一种或更多种。工业工厂甚至可以是酿酒厂、加工厂或回收厂中的任何一种。工业工厂甚至可以是上述任何示例或类似示例的组合。
基础设施可以包括设备或过程单元,诸如如下中的任何一个或更多:热交换器、塔(诸如分馏塔)、熔炉、反应室、裂化单元、储罐、挤出机、造粒机、沉淀器、搅拌器、混合器、切割器、固化管、蒸发器、过滤器、筛子、管道、堆栈、过滤器、阀门、致动器、研磨机、变压器、传送系统、断路器、例如诸如涡轮机、发电机、粉碎机、压缩机、工业风扇、泵的重型旋转设备的机械、输送元件(诸如传送系统)、电动机等。有时这些项中两项或更多项的组合也可被视为一种设备。
此外,工业工厂通常包括多个传感器和至少一个控制系统,用于控制与工厂中的过程相关的至少一个参数或过程参数。这种控制功能通常由控制系统或控制器响应于来自传感器中的至少一个传感器的至少一个测量信号来执行。工厂的控制器或控制系统可以实现为分布式控制系统(“DCS”)和/或可编程逻辑控制器(“PLC”)。
因此,可以监视和/或控制工业工厂的设备或过程单元中的至少一些以生产一种或更多种工业产品。甚至可以进行监视和/或控制以优化一种或更多种产品的生产。响应于来自一个或更多传感器的一个或更多信号,设备或过程单元可经由控制器(诸如DCS)被监视和/或控制。此外,工厂甚至可以包括用于控制一些过程的至少一个可编程逻辑控制器(“PLC”)。工业工厂通常可以包括多个传感器,该传感器可以分布在工业工厂中以用于监视和/或控制目的。这种传感器可生成大量数据。传感器可能会或可能不会被视为设备的一部分。因此,诸如化学和/或服务生产的生产可能是数据繁重的环境。因此,每个工业工厂可产生大量的过程相关数据。
本领域的技术人员将理解,工业工厂通常可以包括那些可以包括不同类型的传感器的仪器。传感器可用于测量一个或更多过程参数和/或用于测量设备操作条件或与设备或过程单元相关的参数。例如,传感器可用于测量诸如管道内的流量、罐内的液位、炉子的温度、气体的化学成分等的过程参数,并且一些传感器可用于测量粉碎机的振动、风扇的速度、阀门的开度、管道的腐蚀、变压器两端的电压等。这些传感器之间的差异不仅基于它们感测的参数,还可能甚至是相应传感器使用的感测原理。基于它们感测的参数的传感器的一些示例可以包括:温度传感器、压力传感器、辐射传感器(诸如光传感器)、流量传感器、振动传感器、位移传感器和化学传感器,诸如用于检测特定物质(诸如气体)的传感器。在它们采用的感测原理方面不同的传感器的示例可以例如是:压电传感器、压阻传感器、热电偶、诸如电容传感器和电阻传感器的阻抗传感器等。
工业工厂甚至可以是多个工业工厂的一部分。如在此所使用的术语“多个工业工厂”是广义的术语并且将赋予本领域普通技术人员其普通和惯用的含义而不限于特殊或定制的含义。该术语具体可以指但不限于具有至少一个共同工业目的的至少两个工业工厂的复合物。具体地,多个工业工厂可以包括至少两个、至少五个、至少十个或甚至更多的物理和/或化学耦合的工业工厂。可以耦合多个工业工厂,使得形成多个工业工厂的工业工厂可以共享它们的价值链、离析物和/或产品中的一种或更多种。多个工业工厂也可以称为复合物、复合物站点、一体化(Verbund)或一体化站点。此外,多个工业工厂经由各种中间产品到最终产品的价值链生产可以分散在各种位置中,诸如在各种工业工厂中,或者集成在一体化站点或化学园区中。这种一体化站点或化学园区可以是或可以包括一个或更多工业工厂,其中在至少一个工业工厂中制造的产品可以用作另一个工业工厂的原料。
“生产过程”是指在输入材料上使用或应用时提供化学产品的任何工业过程。因此,经由生产过程通过直接或经由一种或更多种衍生材料转换输入材料以产生化学产品来提供化学产品。因此,生产过程可以是任何制造或处理过程,至少部分地涉及一种或更多种化学过程或用于获得化学产品的多种过程的组合。生产过程甚至可包括化学产品的包装和/或堆叠。因此,生产过程可以是化学过程和物理过程的结合。
术语“制造”、“生产”或“处理”将在生产过程的上下文中互换使用。该术语可以涵盖工业过程的任何种类的应用,该工业过程包括产生一种或更多种化学产品的输入材料的化学过程。
本公开中的“化学产品”可以指任何工业产品,诸如化学、药物、营养、化妆品或生物产品,或甚至它们的任何组合。化学产品可以完全由天然组分组成,或者它可以至少部分地包括一种或更多种合成组分。化学产品的一些非限制性示例是有机或无机组合物、单体、聚合物、泡沫、杀虫剂、除草剂、肥料、饲料、营养产品、前体、药物或治疗产品,或它们的组分或活性成分中的任何一种或更多种。在一些情况下,化学产品甚至可以是最终用户或消费者可用的产品,例如化妆品或药物组合物。该化学产品甚至可以是可用于制造另外一种或更多种产品的产品,例如,该化学产品可以是可用于制造鞋底的合成泡沫,或可用于汽车外饰的涂料。化学产品可以以任何形式,例如,以固体、半固体、糊状物、液体、乳液、溶液、丸粒、颗粒、珠粒、诸如热塑性聚氨酯(“TPU”)颗粒的颗粒或粉末的形式。
因此,化学产品可能难以追踪或跟踪,特别是在其生产过程期间。在生产期间,诸如输入材料的材料可以与其它材料混合,和/或输入材料可以在生产链的下游分成例如用于以不同的方式处理的不同的部分。输入材料可以转换不止一次,例如在转换为化学产品之前转换为一种或更多种衍生材料。有时,化学产品可能会拆分并包装在不同的包装中。尽管在一些情况下可以对包装的化学产品或其部分进行标记,但可能很难附上负责生产该特定化学产品或其部分的生产过程的细节。在许多情况下,输入材料和/或化学产品可能处于难以在物理上对其进行标记的形式。因此,本教导提供了也可用于克服这种限制的一种或更多种对象标识符的方式。
生产过程在活动中可以是连续的,例如,当基于需要回收的催化剂时,它可以是分批化学生产过程。这些生产类型之间的一个主要区别在于在生产期间生成的数据中出现的频率。例如,在批量过程中,生产数据从生产过程的开始延伸到该运行中已生产的不同批次的最后一批。在连续设定中,数据随着生产操作中的潜在变化和/或维护驱动的停机时间而更加连续。
“过程数据”是指包括值的数据,例如数字或二进制信号值,其在生产过程期间例如经由一个或更多传感器测量。过程数据可以是过程参数和/或设备操作条件中的一个或更多的时间序列数据。优选地,过程数据包括过程参数和/或设备操作条件的时间信息,例如,数据包含与过程参数和/或设备操作条件相关的至少一些数据点的时间戳。更优选地,过程数据包括时空数据,即时间数据和与物理上分离的一个或更多设备区域相关的位置或数据,使得时空关系可以从数据中导出。可以使用时空关系,例如计算给定时间处的输入材料的位置。
“实时过程数据”是指在使用生产过程处理特定输入材料的同时测量到的或本质上处于瞬态的过程数据。例如,输入材料的实时过程数据是来自使用生产过程处理输入材料或大约与使用生产过程处理输入材料同时的过程数据。在这里,大约同时意味着几乎没有或没有时间延迟。术语“实时”在计算机和仪器的技术领域中被理解。作为具体的非限制性示例,对输入材料执行的生产过程期间的生产发生与被测量或读出的过程数据之间的时间延迟小于15秒,具体地不超过10秒,更具体不超过5秒。对于高吞吐量处理,延迟小于一秒,或小于几毫秒,或甚至更低。因此,实时数据可以理解为在输入材料的处理期间生成的时间相关的过程数据流。
“过程参数”可以指任何生产过程相关变量,例如温度、压力、时间、液位等中的任何一个或更多。
“输入材料”可指用于生产化学产品的至少一种原料或未处理材料。输入材料可以是任何有机或无机物质,或甚至是它们的组合。因此,输入材料甚至可以是混合物或者它可以包含任何形式的多种有机和/或无机组分。在一些情况下,输入材料甚至可以是衍生材料或例如如从上游设备区域接收或转移的中间处理材料。输入材料的一些非限制性示例可以是以下中的任何一种或更多种:聚醚醇、聚醚二醇、聚四氢呋喃、聚酯二醇(例如基于己二酸和丁烷-1,4-二醇)、异氰酸酯、填充材料-有机物或无机材料,诸如木粉、淀粉、亚麻、大麻、苎麻、黄麻、剑麻、棉花、纤维素或芳族聚酰胺纤维、硅酸盐、重晶石、玻璃球、沸石、金属或金属氧化物、滑石粉、白垩、高岭土、氢氧化铝、氢氧化镁、亚硝酸铝、硅酸铝、硫酸钡、碳酸钙、硫酸钙、二氧化硅、石英粉、气相二氧化硅、粘土、云母或硅灰石、铁粉、玻璃球、玻璃纤维或碳纤维。
作为进一步的非限制性示例,输入材料可以是亚甲基二苯基二异氰酸酯(“MDI”)和/或聚四氢呋喃(“PTHF”),其经历生产过程的至少一部分以获得热塑性聚氨酯。应当理解,输入材料因此在一个或更多设备区域中被化学处理以获得热塑性聚氨酯,其在一些情况下可以是衍生材料。衍生材料进一步被处理以获得化学产品。例如,热塑性聚氨酯(“TPU”)可以在一个或更多另外的设备区域中进一步处理以获得发泡热塑性聚氨酯(“ETPU”)。例如,ETPU可以是化学产品。然而在一些情况下,TPU本身甚至可以是被送到下游客户或设施以进行进一步处理的化学产品。
“输入材料数据”是指与输入材料的一种或更多种特征或特性相关的数据。因此,输入材料数据可以包括指示输入材料的特性(诸如数量或量)的任何一个或更多值。可替代地或另外地,指示数量的值可以是输入材料的填充度和/或质量流量。该值优选地经由可操作地耦合到设备或包括在设备中的一个或更多传感器来测量。可替代地或另外地,输入材料数据可以包括与输入材料相关的样本/测试数据。可替代地或另外地,输入材料数据可以包括指示输入材料的任何物理和/或化学特性的值,诸如密度、浓度、纯度、pH、组成、粘度、温度、重量、体积等中的任何一个或更多。在当上游设备区域在先前设备区域的下游时的情况下,输入材料数据可以包括来自先前设备区域的对象标识符的数据的一部分,例如,输入材料数据则可以包括对先前区域的对象标识符的引用或链接,或者甚至在一些情况下至少是来自先前对象标识符的过程数据的一部分。
必须提到的是,正在由基础化学生产环境的处理设备处理的输入材料分为物理或现实世界的包装,以下称为“包装对象”(或分别为“物理包装”或“产品包装”)。这种包装对象的包装大小可以例如通过材料重量或材料量固定,或者可以基于重量或量来确定,为此处理设备可以提供相当恒定的过程参数或设备操作参数。这种包装对象可以借助于配料单元从输入的液体和/或固体原材料产生。
这种包装对象的后续处理借助于对应的数据对象进行管理,该数据对象包括所谓的“对象标识符”,该“对象标识符”经由与上述设备耦合或甚至是该设备的一部分的计算单元分配给每个包装对象。包括基础包装对象的对应“对象标识符”的数据对象被存储在计算单元的存储器存储元件中。
数据对象可以响应于经由设备提供的触发信号,优选地响应于布置在设备单元中的每个设备单元处的对应传感器的输出而生成。如上所述,基础工业工厂可以包括不同类型的传感器,例如用于测量一个或更多过程参数和/或用于测量设备操作条件或与设备或过程单元相关的参数的传感器。
所提到的“对象标识符”更特别指代其相应输入材料的数字标识符。例如,为输入材料提供上游对象标识符。类似地,历史上游对象标识符对应于较早处理的特定历史输入材料。对象标识符优选地由计算单元生成。对象标识符的提供或生成可以由设备触发,或者响应于例如来自上游设备区域的触发事件或信号触发。对象标识符存储在可操作地耦合到计算单元的存储器存储元件或存储器存储装置中。存储器存储装置可以包括至少一个数据库,或者它可以是至少一个数据库的一部分。因此,对象标识符甚至可以是数据库的一部分。应当理解,可以经由任何合适的方式提供对象标识符,诸如它可以被发送、接收或者它可以被生成。
“计算单元”可以包括,或者它可以是具有一个或更多处理核心的处理部件或计算机处理器,诸如微处理器、微控制器等。在一些情况下,计算单元可以至少部分地是设备的一部分,例如它可以是诸如可编程逻辑控制器(“PLC”)或分布式控制系统(“DCS”)的过程控制器,和/或它可以至少部分地是远程服务器。因此,计算单元可以从可操作地连接到设备的一个或更多传感器接收一个或更多输入信号。如果计算单元不是设备的一部分,则它可以从设备接收一个或更多输入信号。可替代地或另外地,计算单元可以控制可操作地耦合到设备的一个或更多致动器或开关。可操作的一个或更多致动器或开关甚至可以是设备的一部分。
“存储器存储装置”可以指用于以数据的形式在合适的存储介质中存储信息的设备。优选地,存储器存储装置是适合于以机器可读的数字形式(例如可经由计算机处理器读取的数字数据)存储信息的数字存储装置。存储器存储装置因此可以被实现为可由计算机处理器读取的数字存储器存储设备。存储器存储装置可以至少部分地在云服务中实现。进一步优选地,数字存储器存储设备上的存储器存储装置也可以经由计算机处理器来操纵。例如,记录在数字存储器存储设备上的数据的任何部分可以由计算机处理器部分或全部地采用新数据写入和/或擦除和/或覆盖。
“计算单元”可以包括,或者它可以是具有一个或更多处理核心的处理部件或计算机处理器,诸如微处理器、微控制器等。在一些情况下,计算单元可以至少部分地是设备的一部分,例如它可以是诸如可编程逻辑控制器(“PLC”)或分布式控制系统(“DCS”)的过程控制器,和/或它可以至少部分地是远程服务器和/或云服务。因此,计算单元可以从可操作地连接到设备或多个设备区域的一个或更多传感器接收一个或更多输入信号。如果计算单元不是设备的一部分,则它可以从设备或设备区域接收一个或更多输入信号。可替代地或另外地,计算单元可以控制可操作地耦合到设备的一个或更多致动器或开关。可操作的一个或更多致动器或开关甚至可以是设备的一部分。计算单元可操作地耦合到设备或多个设备区域。
因此,计算单元可以能够通过控制致动器或开关和/或末端执行器单元中的任何一个或更多来操纵与生产过程相关的一个或更多参数,例如经由操纵一个或更多设备操作条件。优选地响应于从设备取得的一个或更多信号来进行控制。
在本上下文中,“末端执行器单元”或“末端执行器”是指作为设备的一部分和/或可操作地连接到设备的设备,并且因此可经由设备和/或计算单元进行控制,目的是与设备周围的环境互动。作为一些非限制性示例,末端执行器可以是切割器、抓取器、喷雾器、混合单元、挤出机尖端等,或者甚至是它们设计用于与环境(例如,输入材料和/或化学产品)互动的相应部分。
当涉及输入材料时,“一种特性”或“多种特性”可以指输入材料的数量、批次信息、指定质量的一个或更多值(诸如纯度、浓度、粘度或输入材料的任何特征)中的任何一种或更多种。
“接口”可以是硬件和/或软件组件,至少部分地是设备的一部分,或者是提供对象标识符的另一个计算单元的一部分。例如,该接口可以是应用编程接口(“API”)。在一些情况下,该接口还可以连接到至少一个网络,例如,用于连接网络中的两个硬件组件和/或协议层。例如,接口可以是设备和计算单元之间的接口。在一些情况下,设备可以经由网络通信地耦合到计算单元。因此,接口甚至可以是网络接口,或者它可以包括网络接口。在一些情况下,接口甚至可以是连接接口,或者它可以包括连接接口。
“网络接口”是指允许与网络操作性连接的设备或一组一个或更多硬件和/或软件组件。
“连接接口”是指用于建立诸如传输或交换或信号或数据的通信的软件和/或硬件接口。通信可以是有线的,或者它可以是无线的。连接接口优选地基于或支持一种或更多种通信协议。通信协议可以是无线协议,例如:短距离通信协议,诸如
在此讨论的“网络”可以是任何合适种类的数据传输介质、有线、无线或其组合。具体种类的网络不限于本教导的范围或一般性。因此,网络可以指至少一个通信端点到另一个通信端点之间的任何合适的任意互连。网络可以包括一个或更多分发点、路由器或其它类型的通信硬件。网络的互连可以借助于物理硬布线、光学和/或无线射频方法形成。网络具体可以是或可以包括完全或部分由硬接线制成的物理网络,诸如光纤网络或完全或部分由导电电缆制成的网络或其组合。该网络可以至少部分地包括互联网。
因此,应当理解,过程数据的相应子集的至少一部分被附加到对象标识符。例如,输入材料由上游设备区域处理的实时过程数据的子集完全包括在上游对象标识符中,或者包括在附加或保存所述子集数据的选定部分。因此,与处理上游设备区域中的输入材料相关的实时过程数据的快照可用或与上游对象标识符链接。实时过程数据是全部还是其中一部分进行保存可以例如基于经由计算单元关于过程数据子集的哪一部分应该附加到对象标识符的确定。该确定例如可以基于比对化学产品的所需特性具有影响的最主要的过程参数和/或设备操作条件来完成。这在某些情况下可能是有利的,特别是当相关的实时过程数据量很大时,而不是将大量数据附加到上游对象标识符,计算单元可以确定要附加实时过程数据的哪个子集。因此,可以经由计算单元确定附加到对象标识符的实时过程数据的部分。此外,该确定可以基于一个或更多ML模型。这种模型将在本公开的下文中更详细地讨论。
根据进一步的方面,上游对象标识符还附加有过程特定数据。数据可能包括。过程特定数据可以是企业资源规划(“ERP”)数据中的任何一个或更多,例如订单号和/或生产代码和/或生产过程配方和/或批次数据、接收者数据以及与输入材料转换为化学产品相关的数字模型。ERP数据可以从与工业工厂相关的ERP系统接收。数字模型可以是以下的任何一个或更多:代表与输入材料到化学产品的转换相关的一个或更多物理和/或化学变化的计算机可读数学模型。接收者数据例如可以是与一个或更多客户订单和/或规格相关的数据。批次数据可与正在生产的批次相关和/或与经由相同设备制造的先前产品相关的数据相关。通过这样做,可以通过捆绑相关联的过程特定数据来进一步提高化学产品的可追溯性。更具体地,批次数据可用于更优化地排序至少部分地经由相同设备生产的化学产品的生产,但这些化学产品具有一种或更多种不同的特性或规格。例如,然后可以调节和/或排序这种化学产品的生产,使得后续批次由于其先前批次而受到的影响最小。例如,如果两种或更多种化学产品具有不同的颜色,则可以经由计算单元确定它们的生产顺序,使得由于先前制造的化学产品在先前产品的颜色痕迹方面,后制造的产品受到最小影响。
“性能参数”可以是,或者它可以指示,或者它可以与化学产品的任何一种或更多种特性有关。因此,性能参数是应满足一个或更多预定义标准的参数,该标准指示化学产品对特定应用或用途的适用性或适用程度。应当理解,在某些情况下,性能参数可以指示对于化学产品的特定应用或用途缺乏适用性或一定程度的不适用性。作为非限制性示例,性能参数可以是如下中的任何一种或更多种:强度(诸如拉伸强度)、硬度(诸如肖氏硬度)、密度(诸如堆积密度)、颜色、浓度、组成、粘度、质量流量值(“MFV”)、刚度(诸如杨氏模量值)、纯度或杂质(诸如百万分之一(“ppm”)值)、故障率(诸如平均故障时间(“MTTF”)),或任何一个或更多值或值范围,例如使用预定义标准经由测试确定。因此,性能参数代表化学产品的性能或质量。例如,预定义标准可以是一个或更多参考值或范围,化学产品的性能参数与之进行比较,以确定化学产品的质量或性能。预定义标准可能已经使用诸如实验室测试、可靠性或磨损测试的一项或多项测试来确定,从而定义了适合于一种或更多种特定用途或应用的化学产品的性能参数要求。在一些情况下,性能参数可能与衍生材料的特性有关或从衍生材料的特性进行测量。
应当理解,本上下文中的“区域特定”是指关于特定设备区域,例如上游设备区域。因此,可以针对上游设备区域计算至少一个区域特定性能参数和/或可以由计算单元针对上游设备下游的一个或更多设备区域计算那些区域中的一个或更多区域。因此,预测的参数可以直接与化学产品相关和/或它们可以与转换成化学产品的一种或更多种衍生材料相关。通常,性能参数从在生产期间和/或之后收集的化学产品和/或衍生材料的一个或更多样本来确定。可以将样本带到实验室并进行分析以确定性能参数。应当理解,收集样本、处理或测试它们并且然后分析测试结果的整个活动可能花费大量时间和资源。因此,在收集样本和对输入材料和/或过程参数和/或设备操作条件进行任何调节之间可能会有显著延迟。该延迟或滞后可能导致生产出次优或质量较低的化学产品,或者在最坏的情况下,可能需要停止生产,直到对样本已经进行分析并通过调节输入材料和/或过程参数和/或设备操作条件已经采取任何纠正措施。
作为至少减少用于调节输入材料和/或过程参数和/或设备操作条件的采样方法中的滞后影响的解决方案,可以使用所提出的至少一个区域特定性能参数的计算。
根据一个方面,至少一个区域特定性能参数的计算是使用模型完成的,该模型至少部分是分析计算机模型。另外或可替代地,该模型可以至少部分地是一个或更多机器学习(“ML”)模型。可以使用例如来自一个或更多历史上游对象标识符的历史数据来训练ML模型。
在本教导的上下文中,ML模型可以是,或者它可以包括预测模型,当使用历史数据进行训练时,该预测模型可以产生数据驱动模型。“数据驱动模型”是指至少部分源自数据的模型,在本例中源自历史数据。与纯粹使用物理化学定律推导的严格模型相比,数据驱动模型可以允许描述物理化学定律无法建模的关系。使用数据驱动模型可以允许描述关系,而无需根据物理化学定律求解方程。这可以降低计算能力和/或提高速度。
数据驱动模型可以是回归模型。数据驱动模型可以是数学模型。数学模型可以将提供的性能特性和确定的性能特性之间的关系描述为函数。
因此,在本上下文中,数据驱动模型,优选数据驱动机器学习(“ML”)模型或仅仅是数据驱动模型,是指根据诸如上游历史数据或下游历史数据的相应训练数据集进行参数化的经训练数学模型以反映与相应生产过程相关的反应动力学或物理化学过程。未训练的数学模型是指不反映反应动力学或物理化学过程的模型,例如未训练的数学模型不是从提供基于经验观察的科学概括的物理定律推导出的。因此,动力学或物理化学特性可能不是未训练的数学模型所固有的。未训练的模型不反映这种特性。采用相应的训练数据集进行特征工程和训练,可以对未训练的数学模型进行参数化。这种训练的结果仅仅是数据驱动模型,优选是数据驱动的ML模型,作为训练过程的结果,优选仅作为训练过程的结果,反映与生产过程有关的反应动力学或物理化学过程。
该模型甚至可能是混合模型。混合模型可指包括第一原理部分的模型,分析模型或所谓的白盒,以及如前所述的数据驱动部分,所谓的黑盒。该模型可以包括白盒模型和黑盒模型和/或灰盒模型的组合。白盒模型可以基于物理化学定律。物理化学定律可以从第一原理推导出。物理化学定律可以包括化学动力学、质量、动量和能量守恒定律、任意维度的粒子群中的一种或更多种。可以根据支配相应生产过程或其部分的物理化学定律来选择白盒模型。黑盒模型可以基于历史数据,例如来自一个或更多历史对象标识符。黑盒模型可以通过使用机器学习、深度学习、神经网络或其它形式的人工智能中的一种或更多种来构建。黑盒模型可以是在训练数据集和测试数据之间产生良好拟合的任何模型。灰盒模型是将部分理论结构与数据相结合来完成模型的模型。
如在此所使用的,术语“机器学习”或“ML”可指使机器能够从数据中“学习”任务而无需显式编程的统计方法。机器学习技术可包括“传统机器学习”——手动选择特征并且然后训练模型的工作流程。传统机器学习技术的示例可包括决策树、支持向量机和集成方法。在一些示例中,数据驱动模型可以包括数据驱动深度学习模型。深度学习是基于人脑的神经通路松散建模的机器学习的子集。深度是指输入层和输出层之间的多个层。在深度学习中,算法自动学习哪些特征有用。深度学习技术的示例可以包括卷积神经网络(“CNN”)、循环神经网络(诸如长短期记忆(“LSTM”))和深度Q网络。在本公开中,术语“ML模型”和“经训练的ML模型”可以互换使用。尽管将被指示或对于本领域技术人员而言将是清楚的,特定ML模型已经采用哪种数据训练以能够执行预期功能。
化工生产可以是数据繁重的环境,其从不同的设备中产生大量数据。还应当理解,所提出的教导还使得质量控制方法或系统的实现更适合于并且更有效地用于工业工厂(特别是化工厂)中的边缘计算。由于对象标识符针对性能参数的计算提供了高度针对性的相关数据的数据集,因此可以在减少计算资源(诸如处理能力和/或存储器需求)的情况下基本上在现场或即时实现监视(诸如安全和/或质量控制)。还可以减少计算中的延迟,从而确保有足够的时间用于数字运算算法,而不会减慢生产过程。它还可以使ML模型的训练过程更快且更高效。
由于类似的原因,它也使本教导适用于云计算,因为数据集可以变得紧凑和高效。许多云服务提供商采用基于计算资源利用率的按使用付费模型操作,因此可以降低成本和/或可以更有效地利用计算能力。
因此,根据一方面,可以使用来自一个或更多历史上游对象标识符的数据来至少部分地训练至少一个ML模型的模型。用于训练ML模型的数据还可以包括历史和/或当前实验室测试数据,或者来自化学产品和/或衍生材料的过去和/或最近样本的数据。例如,可以使用来自诸如图像分析、实验室设备或其它测量技术的一种或更多种分析的质量数据。
采用来自历史上游对象标识符的数据训练的至少一个ML模型因此可以用于预测与化学产品相关的一个或更多区域特定性能参数。可以去除至少一些手动采样和测试要求,从而节省时间和资源。
因此,为了计算至少一个区域特定性能参数,使用历史数据训练的ML模型可以接收输入材料数据和实时过程数据的至少一部分子集作为输入。因此,ML模型可以提供至少一个区域特定性能参数作为计算值。因此,这种ML模型可用于监视生产过程并在早期阶段标记任何质量控制问题。
根据另一方面,该模型或ML模型还可以提供至少一个置信度值,该置信度值指示至少一个区域特定性能参数的置信度水平。置信度值也可以附加到上游对象标识符,例如作为元数据。如果至少一个区域特定性能参数的预测或计算的置信度水平低于准确度阈值,则可以在生产控制系统处触发警告。该警告可以作为警告信号生成,例如以启动用于实验室分析的样本的物理测试。这可具有如下优点,即无需在特定时间对从生产中收集的样本进行实验室分析,而是可以在需要时进行这种分析。可以进一步减少昂贵且耗时的手动质量控制(诸如实验室分析)的要求。
在一些情况下,响应于至少一个区域特定性能参数的预测或计算的置信度水平下降到准确度阈值以下,例如经由接口自动提供采样对象标识符。处理单元可以将相关过程数据的子集附加到相关材料的采样对象标识符,并且还将至少一个区域特定性能参数附加到采样对象标识符。由于采样对象标识符提供的跟踪,这可以允许从生产中收集正确的一个或更多样本。此外,样本可以与来自采样对象标识符的数据一起被分析以找出置信度水平下降的原因。它可以允许确定是过程参数还是输入材料数据,或者它们的组合导致了差异。因此,可以更好地理解和利用各种变量之间的复杂关系,使得进一步改进质量控制过程。来自分析的结果可用于重新训练ML模型,以改进未来的计算。例如,采样对象标识符可以附加有分析结果或数据。采样对象标识数据因此可以被包括在历史数据中,并用于在未来计算至少一个性能参数。
根据一个方面,采样对象标识符附加有测试类型数据,该数据指定要对与采样对象标识符对应的相应材料或化学产品执行哪种或哪种类型的一个或更多测试或分析。因此,计算单元可以被配置为自动将测试类型元数据附加到采样对象标识符。测试类型数据或测试元数据可以响应于置信度水平和/或至少一个区域特定性能参数和/或实时过程数据的子集来确定。因此,根据相关的性能参数,计算单元可以被配置为通过附加测试类型数据来自动指定测试或分析类型。这可以具有诸如在确定不希望的性能参数和/或置信度值的原因方面节省时间的优点。此外,可能不需要专家用户来确定需要对样本做什么。因此可以更快、更可靠地解决质量问题。这也可以更容易地利用历史对象标识符,或者更具体地是历史采样对象标识符,以根据生产中的特定情况自动指定一个或更更多分析或测试。因此可以帮助用户做出适当的决定。
另外或可替代地,采样对象标识符附加有指示一种或更多种装置或工具和/或测试材料的工具类型数据,其应该用于对与采样对象标识符对应的相应材料或化学产品执行至少一种测试或分析。以该方式,用户因此可以通过自动选择应该使用哪种装置和/或测试材料来分析样本材料或产品而得到进一步帮助。工具类型数据可以是测试类型数据的一部分或单独的数据。根据一个方面,采样对象标识符附加有用于执行测试或分析的装置或工具的测试配置数据。测试配置数据可以是测试类型元数据或工具类型数据的一部分,或者它们可以是单独的数据。
根据一个方面,测试配置数据响应于正在被生成的采样对象标识符被自动提供给相应的一种或更多种装置或工具。通过这样做,相应的装置或工具可以自动准备好执行测试或分析,而不是用户必须这样做。还可以通过选择用于执行分析的装置和/或工具来减少人为错误的来源。优选地,测试配置数据包括用于至少部分地自动执行测试和/或分析中的至少一种的机器可读指令。然而,测试配置数据甚至可以至少部分地包括用户可用的测试配方。后者仍然可以具有这样的优点,即引导用户完成所需的测试和/或分析,同时至少减少对专业知识的要求。即使对于专家用户,也可以减少人为错误的来源。来自测试和/或分析的结果可以经由相应的装置和/或工具完全或部分自动地附加到对应的采样对象标识符,或者它们可以至少部分地经由手动输入附加。因此可以进一步丰富采样对象标识符以供未来用作历史对象标识符,例如作为历史数据。
在一些情况下,计算单元可以使用相同的ML模型或另一个模型来确定实时过程数据的子集的哪个部分或组件对化学产品具有最主要的影响。因此,计算单元能够排除对至少一个区域特定性能参数具有可忽略影响的那些过程参数和/或设备操作条件。因此,可以针对特定化学产品的相应的对象标识符改进针对特定化学产品附加的实时过程数据的相关性。
根据一个方面,多个在物理上分离的设备区域还包括下游设备区域,使得在制造或生产过程期间,输入材料从上游设备区域行进到下游设备区域。在一些情况下,输入材料可以在到达下游设备区域之前被分开或例如在量上减少。因此,根据进一步的方面,针对下游设备区域处的输入材料的至少一部分提供下游对象标识符。还应当理解,在一些情况下,输入材料的至少一部分可以称为衍生材料。与所讨论的类似,区域存在信号可用于检测或计算输入材料或衍生材料何时位于下游设备区域,使得计算单元可基于下游对象标识符和区域存在信号确定实时过程数据的另一子集。计算单元因此可以基于实时过程数据的另一子集和另一历史数据计算与下游标识符相关的化学产品的另一至少一个区域特定性能参数,其中另一历史数据包括来自与下游设备区域处先前处理的输入材料相关的一个或更多个历史下游对象标识符的数据,以及其中每个历史下游对象标识符附加有过程数据的至少一部分,该过程数据指示先前处理的输入材料在下游设备区域中处理的过程参数和/或设备操作条件。下游对象标识符因此可以附加有另一至少一个区域特定性能参数。
因此,该方法还可以包括:
-经由接口提供至少包括对上游对象标识符的引用的下游对象标识符;
-基于下游对象标识符和区域存在信号,经由计算单元确定实时过程数据的另一子集;
-基于实时过程数据的另一子集和另一历史数据,经由计算单元计算与下游对象标识符相关的化学产品的另一至少一个区域特定性能参数;其中,另一历史数据包括来自与下游设备区域中先前处理的输入材料相关的一个或更多历史下游对象标识符的数据,以及其中每个历史下游对象标识符附加有过程数据的至少一部分,该过程数据指示先前处理的输入材料在下游设备区域中处理的过程参数和/或设备操作条件,
-将另一至少一个区域特定性能参数附加到下游对象标识符。
-此外,如前所述,该方法还可以包括:
-将实时过程数据的另一子集的至少一部分附加到下游对象标识符。
下游对象标识符因此附加有来自下游设备区域的实时过程数据的至少一部分。这样,下游对象标识符可以至少部分地封装或浓缩有上游对象标识符,或者更具体地,封装或浓缩来自已经附加有实时过程数据的子集的至少一部分的上游对象标识符的数据。可替代地,下游对象标识符可以链接到上游对象标识符。换句话说,下游对象标识符附加有上游对象标识符。下游对象标识和上游对象标识可以位于同一位置或存储器存储装置,或它们可以位于不同位置。因此,下游对象标识符通过至少部分地作为下游对象标识符的一部分的上游对象标识符或者通过附加到下游对象标识符的上游对象标识符而与上游对象标识符相关联。
通过这样做,可以提高对生产链各个组件质量的更好可见性。例如,每个特定区域的性能参数也可用于跟踪该特定区域中材料的质量。
与上述关于上游设备区域的讨论类似,ML模型也可以应用于下游设备区域。下面列出了一些相同的示例。
例如,根据一个方面,可以基于来自一个或更多历史下游对象标识符的数据来训练类似于之前讨论的模型的下游模型,至少部分地至少一个下游ML模型。用于训练下游ML模型的数据还可以包括历史和/或当前实验室测试数据,或者来自化学产品和/或衍生材料的过去和/或最近样本的数据。例如,可以使用来自诸如图像分析、实验室设备或其它测量技术的一种或更多种分析的质量数据。
采用来自历史下游对象标识符的数据训练的至少一个下游ML模型因此可以用于预测与化学产品相关的一个或更多区域特定性能参数。因此至少可以去除一些采样和测试要求,从而节省时间和资源。
因此,为了计算至少一个区域特定性能参数,使用历史下游数据训练的下游ML模型可以接收下游实时过程数据的子集的至少一部分作为输入。下游ML模型因此可以提供至少一个区域特定性能参数作为计算值。因此,这种下游ML模型也可以与上游设备区域的ML模型一起使用,以监视生产过程并在早期阶段更精细地标记任何质量控制问题。
类似地,下游ML模型也可以提供至少一个下游置信度值,其指示至少一个区域特定性能参数的置信度水平。下游置信度值也可以附加到下游对象标识符,例如作为元数据。如果至少一个区域特定性能参数的预测或计算的置信度水平低于准确度阈值,则可以在生产的控制系统处触发警告。该警告可以作为警告信号生成,例如以启动用于实验室分析的样本的物理测试。
本领域的技术人员将理解,术语“附加”或“用于附加”可以表示包括或附接,例如将不同的数据元素(诸如元数据)保存在相同的数据库中,或在相同的存储器存储元件中,在数据库或存储器存储装置中相邻或不同的位置。该术语甚至可指在相同或不同位置处的一个或更多数据元素、包或流的以使得数据包或数据流可以在需要时被读取和/或获取和/或组合的方式的链接。这些位置中的至少一个位置可以是远程服务器的一部分或甚至至少部分是基于云的服务的一部分。
“远程服务器”是指远离工厂的一台或多台计算机或一台或多台计算机服务器。因此,远程服务器可能位于距工厂几公里或更远的地方。远程服务器甚至可能位于不同的国家。远程服务器甚至可以至少部分地实现为云服务或平台,例如作为平台即服务(“PaaS”)。该术语甚至可以统称为位于不同位置的多于一台的计算机或服务器。远程服务器可以是数据管理系统。
应当理解,在一些情况下,输入材料在穿越上游设备区域之后可能与输入材料进入上游设备区域时的时间处在性质上显著不同。因此,如所讨论的,在输入材料进入下游区域时,输入材料可能已经转换为衍生材料或中间处理材料。然而,为了简单起见并且不失本教导的一般性,在本公开中的术语输入材料也可以用于指代在生产过程期间输入材料已经转换为这种中间处理材料或衍生材料的情况。例如,以化学组分混合物形式的一批输入材料可能已经穿越传送带上的上游区域,在该区域中加热该批次以引发化学反应。结果,当输入材料进入下游区域时,在直接离开上游区域之后或在也穿越其它区域之后,材料可能已经变成在特性上与输入材料不同的衍生材料。然而,如上所述,这种衍生材料仍然可以被称为输入材料,至少因为这种中间处理材料与输入材料之间的关系可以经由生产过程来定义和确定。此外,在其它情况下,即使在穿越上游区域或同样其它区域之后,例如当上游区域简单地干燥输入材料或将其过滤以去除不需要的材料的痕迹时,输入材料仍可基本上保持相似的特性。因此,本领域技术人员将理解,中间区域中的输入材料可能会或可能不会被转换为衍生材料。
在一些情况下,在上游区域和下游区域之间可能存在一个或更多中间区域,但是没有为这种区域提供单独的对象标识符。申请人已经发现,当输入材料或衍生材料与其它材料组合时,或者当输入材料或衍生材料被分成或分段成多个部分时,生成下游对象标识符更为有利。或者更一般地,在提供对象标识符之后,下游对象标识符或任何其它对象标识符的生成可以仅在材料质量流量变化的那些区域进行。质量流量变化可以是由于向输入材料或衍生材料中添加或混合新材料和/或从输入材料或衍生材料或中间处理材料中去除或分离材料而导致的质量变化。例如,在一些情况下,由于去除水分或由于生产期间化学反应引起的气体释放而导致的质量变化可能会被排除在触发第二或其它对象标识符的事件之外。特别是在输入材料的质量没有显著变化的区域中,可以不提供进一步的对象标识符。这里不必为质量上的“显著变化”指定限制,因为本领域技术人员将理解,除其它因素外,它可取决于输入材料和/或正在制造的化学产品的类型。例如,在一些情况下,20%或更多的质量变化可能被认为是显著,而在其它情况下5%或更多,或者在一些情况下1%或更多,或者甚至可能更低的%值被认为是显著。例如,在珍贵产品的情况下,与另一种不太珍贵的产品相比,较小的变化可能被认为是显著的。
作为一些示例,可以基于以下中的任何一个确定在上游设备区域之后的设备区域处提供或生成对象标识符:如果设备区域处的返混度小于或接近在所述设备区域之前的区域处的包装大小则不提供新的对象标识符,如果设备区域处的返混度大于在所述设备区域之前的区域处的包装大小则提供新的对象标识符,不在只是涉及一个或更多运输系统或元件的运输区域的设备区域处提供新的对象标识符,如果设备区域涉及在所述区域处的材料分离并且一种或更多种组分是材料的分离组分则为一个或更多组分提供新的对象标识符,如果涉及将材料填充或包装到至少一个包装中,每个包装包括一个或更多化学产品,则在设备区域处提供至少一个新的对象标识符。
如所讨论的,在输入材料、衍生材料或化学产品的样本被收集用于分析的情况下,这种样本也可以具有样本对象标识符。样本对象标识符在原则上可以类似于本公开中讨论的对象标识符,并且因此附加了所讨论的相关对应过程数据。因此,样本也可以数字化地附加有与所述样本的特性相关的生产过程的准确快照。因此可以进一步改进分析和质量控制。此外,例如基于一个或更多ML模型的改进训练,可以协同改进生产过程。
根据另一个方面,当生产过程涉及输入材料在一个区域或在区域之间被例如使用诸如传送系统的运输元件在物理上运输或移动时,实时过程数据还可以包括指示以下数据的数据:运输元件的速度和/或输入材料在生产过程期间运输的速度。速度可以经由一个或更多传感器直接提供和/或它可以经由计算单元计算,例如,基于经由实时过程数据的行进类型测量的时间,例如使用进入该区域的时间和离开该区域的时间或进入该区域之后的另一个区域的时间。因此,对象标识符可以进一步丰富区域中的处理时间方面,特别是可能对化学产品的一个或更多性能参数具有影响的那些方面。此外,通过使用进入和离开或随后的区域进入的时间戳,可以避免对用于输送元件的速度测量传感器或设备的要求。
根据另一方面,每个对象标识符包括唯一标识符,优选地是全球唯一标识符(“GUID”)。至少可以通过将GUID附接到化学产品的每个虚拟包装来增强对化学产品的跟踪。经由GUID,还可以减少诸如时间序列数据的过程数据的数据管理,并可以实现虚拟/物理包装、生产历史和质量控制历史之间的直接关联。
如关于ML模型所讨论的,根据一个方面,可以基于来自上游对象标识符的数据来训练上游ML模型。训练数据还可以包括过去和/或当前的实验室测试数据,或者来自衍生材料和/或化学产品的过去和/或最近样本的数据。此外,可以基于来自下游对象标识符的数据来训练下游ML模型。训练数据还可以包括过去和/或当前的实验室测试数据,或者来自衍生材料和/或化学产品的过去和/或最近样本的数据。
除了之前讨论的ML模型的优点之外,拥有基于生产线区域的经训练模型可以允许更详细地跟踪材料并预测它们相应的性能参数,并且甚至是化学产品性能参数。
在如批量生产的一些生产场景中,这种模型可以即时用于标记质量控制问题,不仅适用于生产的化学产品,还适用于任何衍生材料。
因此,可以经由单独的ML模型监视和/或控制任何或每个设备区域,基于来自该区域的相应对象标识符的数据来训练单独的ML模型。
根据一个方面,响应于指示输入材料特性的任何一个或更多值和/或来自设备操作条件的任何一个或更多值和/或达到、满足或超过预定义阈值的任何一个或更多过程参数值,为一个区域提供相应的对象标识符可能会发生或被触发。任何这种值都可以经由一个或更多传感器和/或开关来测量。例如,预定义阈值可以与在设备处引入的输入材料的重量值相关。因此,当在设备处接收的输入材料的诸如重量的数量达到诸如重量阈值的预定义数量阈值时,可以生成触发信号。用于提供对象标识符的触发事件或发生的某些示例也在本公开中稍早进行了讨论。响应于触发信号,或者直接响应于数量或重量达到预定义重量阈值,可以提供对象标识符。触发信号可以是单独的信号,或者它可以只是一个事件,例如满足预定义标准的特定信号,诸如经由计算单元和/或设备检测到的阈值。因此,还应当理解,可以响应于输入材料的数量达到预定义数量阈值而提供对象标识符。如上文的示例中所述,数量可以按重量测量,和/或它可以是任何一个或更多其它值,诸如输入材料的液位、填充或填充度或体积和/或通过对输入材料的质量流量求和或通过对输入材料的质量流量应用积分。
因此,例如,可以响应于触发事件或信号提供上游对象标识符,所述事件或信号优选地经由设备或上游设备区域提供。这可以响应于可操作地耦合到上游设备的一个或更多传感器和/或开关中的任何一个的输出来完成。触发事件或信号可以与输入材料的数量值有关,例如,与数量值达到或满足预定数量阈值的发生有关。可以经由计算单元和/或上游设备检测所述发生,例如,使用一个或更多重量传感器、液位传感器、填充传感器或可以测量或检测输入材料的数量的任何合适的传感器。
使用数量作为提供上游对象标识符的触发器的优点可以是在生产过程期间材料数量的任何变化都可以用作提供另外一个或更多对象标识符的触发器,如本教导中所解释的。申请人已经意识到,这可以提供一种最优方式来在用于处理或生产一种或更多种化学产品的工业环境中对不同对象标识符的生成进行分段,使得可以基本上贯穿整个生产链,并且至少在一些情况下甚至超出整个生产链地跟踪输入材料、任何衍生材料以及最终的化学产品,同时对数量或质量流量进行计数。通过仅在材料的量或数量发生变化(例如当引入或输入新材料时)或者材料被拆分的点处提供对象标识符,可以最小化对象标识符的数量,同时保持不仅在生产端点处也在生产端点内的材料的可追溯性。在没有添加新材料或没有拆分材料的设备或生产区域内,这种区域内的过程知识可用于保持两个相邻对象标识符内的可观察性。
应当理解,诸如实时过程数据的子集的数据集本身也是新颖且具有创造性的。因此,当从另一个角度来看时,还可以提供时间序列数据集,其包括与工业工厂处的生产过程相关的至少一个过程参数和/或设备操作条件,该数据集由开始时间和结束时间划定,该时间在生产过程期间经由计算单元通过将如下进行相关来自动确定:
-生产过程中使用的材料的物理流动,以及
-从中自动提取数据集的实时时间序列数据。
-因此,数据集可以是高度相关和有针对性的数据集,基本上是在生产期间即时生成的。如前所述,以这种方式生成的数据集可用于以下全部或部分内容并使其有效:ML模型的训练、边缘计算以及云计算。计算单元可以使用该相关性来为特定设备区域处的材料生成区域存在信号,并在开始时间和结束时间内划定数据集使得数据集代表该材料在该区域中进行处理的过程参数和/或设备操作条件。数据集或其一部分可以附加到与材料相关的对象标识符,其细节在本公开中进行讨论。
类似地,当从另一个角度来看时,还可以提供一种方法,用于提供包括与工业工厂处的化学产品的生产过程相关的至少一个过程参数和/或设备操作条件的实时时间序列数据或过程数据的子集,该方法在生产过程期间经由可操作地耦合到存储器存储装置的计算单元执行,该方法包括:
-在计算单元处接收实时过程数据;
-在存储器存储装置处经由开始信号提供子集的开始;
-在存储器存储装置处经由停止信号提供子集的停止;其中
-开始信号和停止信号分别用于在开始时间和结束时间之间划定子集,使得从实时过程数据中提取子集。
应当理解,可以使用如本公开中所讨论的区域存在信号来提供开始信号和停止信号中的任一个或二者。因此,通过将用于生产化学产品的生产过程中使用的材料的物理流与正在生成的实时过程或时间序列数据相关联,可以生成高度相关的数据集。
数据集优选地附加到被处理以生产化学产品的材料的相应对象标识符。数据集或其一部分也可以附加到化学产品的对象标识符。
也可以在这里组合在本公开中讨论的其它方面。
当从另一个角度来看时,还可以提供如在此所公开的数据集用于训练ML模型的用途,优选地用于确定或预测至少一个区域特定性能参数的用途。该至少一个区域特定性能参数可用于监视和/或控制下游工业工厂处的生产。
当从另一个角度来看时,还可以提供至少一个区域特定性能参数用于监视生产过程(例如用于制造运动用品或鞋类,诸如鞋子)的用途。因此,根据在此公开的任何方法方面生成的至少一个区域特定性能参数可用于下游工业工厂,例如用于制造运动用品或鞋类,诸如鞋子,或甚至更一般地,由TPU和/或ETPU制成的物品。下游工业工厂可与该工业工厂不同甚至远离。下游工业工厂可以接收由工业工厂提供的前体材料形式的化学产品。例如,前体材料可以是用于生产或制造物品或运动用品或鞋类的TPU和/或ETPU。
当从另一个角度来看时,还可以提供一种用于生成数据集的系统,该系统被配置为执行在此公开的任何方法。
当从另一个角度来看时,还可以提供一种用于监视生产过程的系统,该系统被配置为执行在此公开的任何方法。或者,一种用于监视在工业工厂处制造化学产品的生产过程的系统,该工业工厂包括多个在物理上分离的设备区域,并且该产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,其中,系统被配置为执行在此公开的任何方法。
例如,可以提供一种系统,用于监视在工业工厂处制造化学产品的生产过程,该工业工厂包括计算单元和多个在物理上分离的设备区域,并且该产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,其中,系统被配置为:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-在计算单元处从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号,经由计算单元确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,经由计算单元计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;
-将至少一个区域特定性能参数附加到上游对象标识符。
当从另一个角度来看时,还可以提供一种包括指令的计算机程序,当该程序由合适的计算单元执行时,该指令使该计算单元执行在此公开的任何方法。还可以提供一种非暂态计算机可读介质,其存储使合适的计算单元执行在此公开的任何方法步骤的程序。
例如,可以提供计算机程序或存储包括指令的程序的非暂态计算机可读介质,当程序由可操作地耦合到用于通过使用生产过程处理至少一种输入材料在工业工厂处制造化学产品的多个设备区域的合适的计算单元执行时,该指令使计算单元:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;
-将至少一个区域特定性能参数附加到上游对象标识符。
应当理解,计算单元可以可操作地耦合到接口和/或接口可以是计算单元的一部分。
计算机可读数据介质或载体包括任何合适的数据存储设备,其上存储体现在此描述的任何一种或更多种方法或功能的一组或多组指令(例如,软件)。指令还可以在由计算单元、主存储器和处理设备执行期间完全或至少部分地驻留在主存储器和/或处理器内,其可以构成计算机可读存储介质。该指令可以进一步经由网络接口设备在网络上发送或接收。
用于实现在此描述的一个或更多实施例的计算机程序可以存储和/或分布在合适的介质上,诸如与其他硬件一起提供或作为其它硬件的一部分提供的光存储介质或固态介质,但也可以是以其它形式分发,诸如经由互联网或其它有线或无线电信系统。然而,计算机程序也可以通过像万维网的网络呈现并且可以从这种网络下载到数据处理器的工作存储器中。
此外,还可以提供用于使计算机程序产品可用于下载的数据载体或数据存储介质,该计算机程序产品被布置成执行根据在此公开的方面中的任一方面的方法。
当从另一个角度来看时,还可以提供一种计算单元,其包括用于执行在此公开的方法的计算机程序代码。此外,可以提供一种计算单元,其可操作地耦合到存储器存储设备,该存储器存储设备包括用于执行在此公开的方法的计算机程序代码。
两个或更多个组件“可操作地”耦合或连接对于本领域技术人员来说应该是清楚的。以非限制性方式,这意味着在耦合或连接的组件之间至少可以存在通信连接,例如经由接口或任何其它合适的接口。通信连接可以是固定的,也可以是可移除的。此外,通信连接可以是单向的,或它可以是双向的。此外,通信连接可以是有线和/或无线的。在一些情况下,通信连接还可以用于提供控制信号。
本上下文中的“参数”是指任何相关的物理或化学特征和/或其测量值,诸如温度、方向、位置、数量、密度、重量、颜色、湿度、速度、加速度、变化率、压力、力、距离、pH、浓度和成分。该参数还可指某个特征的存在或缺乏。
“致动器”是指负责直接或间接地移动和控制与诸如机器的设备相关的机构的任何组件。致动器可以是阀门、马达、驱动器等。致动器可以电动操作、液压操作、气动操作或它们的任何组合操作。
“计算机处理器”是指被配置用于执行计算机或系统的基本操作的任意逻辑电路,和/或通常指被配置用于执行计算或逻辑操作的设备。特别地,处理部件或计算机处理器可以被配置用于处理驱动计算机或系统的基本指令。作为示例,处理部件或计算机处理器可以包括至少一个算术逻辑单元(“ALU”)、至少一个浮点单元(“FPU”),诸如数学协处理器或数字协处理器、多个寄存器,具体是被配置用于向ALU提供操作数和存储操作结果的寄存器,以及存储器,诸如L1和L2高速缓冲存储器。特别地,处理部件或计算机处理器可以是多核处理器。具体地,处理部件或计算机处理器可以是或可以包括中央处理单元(“CPU”)。处理部件或计算机处理器可以是(“CISC”)复杂指令集计算微处理器、精简指令集计算(“RISC”)微处理器、超长指令字(“VLIW”)微处理器或实现其它指令集的处理器或执行指令集组合的处理器。处理部件也可以是一个或更多专用处理设备,诸如专用集成电路(“ASIC”)、现场可编程门阵列(“FPGA”)、复杂可编程逻辑设备(“CPLD”)、数字信号处理器(“DSP”)、网络处理器等。在此描述的方法、系统和设备可以作为软件在DSP、微控制器或任何其它侧处理器中实现,或者作为ASIC、CPLD或FPGA内的硬件电路实现。应当理解,术语处理部件或处理器还可指一个或更多处理设备,诸如位于多个计算机系统上的处理设备的分布式系统(例如,云计算),并且不限于单个设备,除非另有规定。
“计算机可读数据介质”或载体包括任何合适的数据存储设备或计算机可读存储器,其上存储了体现在此所述的任何一种或更多种方法或功能的一组或多组指令(例如,软件)。指令还可以在由计算单元、主存储器和处理设备执行期间完全或至少部分地驻留在主存储器和/或处理器内,其可以构成计算机可读存储介质。指令可以进一步经由网络接口设备通过网络发送或接收。
附图说明
现在将参考通过示例的方式解释所述方面的以下附图来讨论本教导的某些方面。由于本教导的普遍性不依赖于此,因此附图可能未按比例绘制。图中所示的某些特征可以是为了理解而与物理特征一起显示的逻辑特征,而不影响本教导的一般性。为了轻松识别任何特定元素或行为的讨论,附图标记中的最高有效数字是指首次引入该元素的图号。
图1示出根据本教导的系统的某些方面。
图2示出根据本教导的方法方面。
图3通过组合框图/流程图的方式示出根据本教导的系统和对应方法的第一实施例。
图4通过组合框图/流程图的方式示出根据本教导的系统和对应方法的第二实施例。
图5通过组合框图/流程图的方式示出根据本教导的系统和对应方法的第三实施例。
图6示出表示包括多个设备装置和相应的多个设备区域的工业工厂或工厂集群的拓扑结构的基于图形的数据库布置的第一实施例,输入材料在制造或生产过程期间在这些设备区域之间前进。
图7示出如图6中所示的基于图形的数据库布置的第二实施例。
图8通过组合框图/流程图的方式示出根据本教导的使用云计算平台的系统和对应方法的另一实施例,其中机器学习(ML)过程在云中实现。
具体实施方式
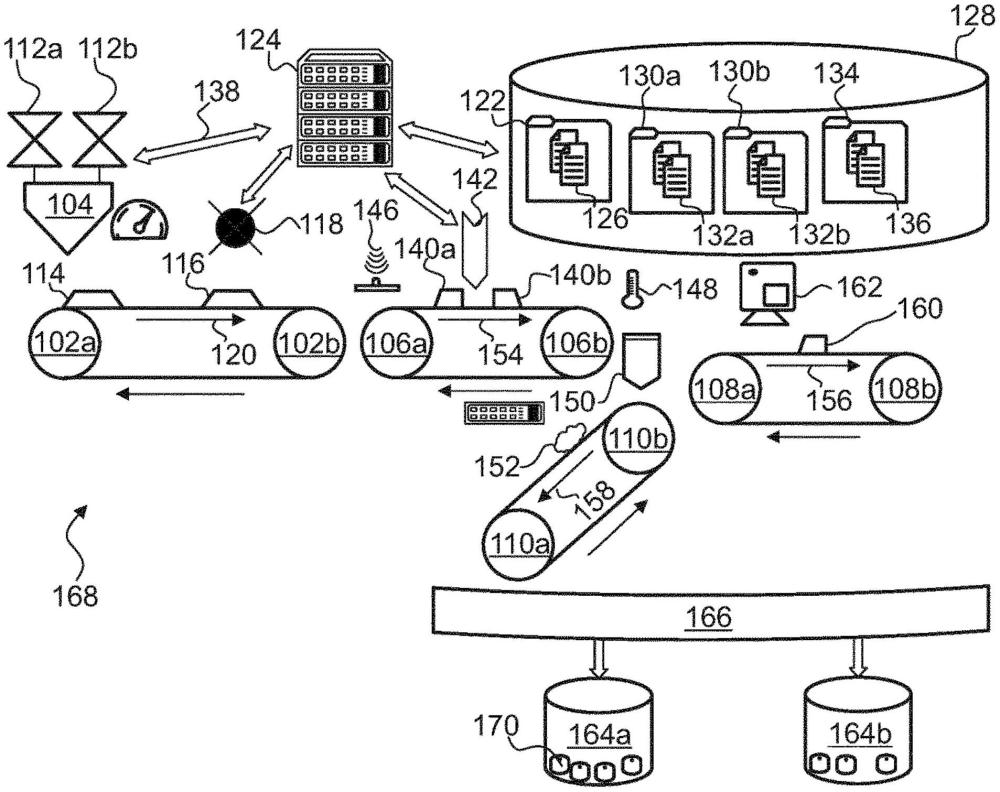
图1示出用于监视工业工厂处制造化学产品170的生产过程的系统168的示例。从以下讨论中也将理解至少一些方法方面。工业工厂包括至少一个设备或多个设备区域,用于使用生产过程制造或生产化学产品170。化学产品170可以是任何形式,例如药物产品、泡沫、营养产品、农产品或前体。例如,化学产品170可以是颗粒形式的热塑性聚氨酯。化学产品170甚至可以是分批的,例如每包10kg。正如所讨论的,由于这种化学产品的性质,它们可能难以在生产链中进行追踪。然而,重要的是确保每个组件,例如每个单元或包装,甚至内侧的部分具有一致和所需的特性或质量。本教导可以实现这一点。
设备区域如图1中示为设备,例如示为料斗或混合罐104,其可以是上游设备区域的一部分。混合罐104接收输入材料,其可以是单一材料,或者它可以包含多种组分,例如亚甲基二苯基二异氰酸酯(“MDI”)和/或聚四氢呋喃(“PTHF”)。这里,输入材料被分成两个部分,它们被示为分别经由第一阀112a和第二阀112b供应到混合罐104。第一阀112a和第二阀112b也可以属于上游设备区域。
为输入材料114提供对象标识符,或者在该情况下,是上游对象标识符122。上游对象标识符122可以是可与其它对象标识符区分开的唯一标识符,优选地是全球唯一标识符(“GUID”)。可以取决于特定工厂的细节和/或正在被制造的化学产品170的细节和/或日期和时间的细节和/或正在被使用的特定输入材料的细节来提供GUID。上游对象标识符122被示为在存储器存储装置128处提供。存储器存储装置128可操作地耦合到计算单元124。存储器存储装置128甚至可以是计算单元124的一部分。存储器存储装置128和/或计算单元124可以至少部分地是云服务的一部分。
计算单元124例如经由网络138可操作地耦合到上游设备区域或是属于上游设备区域的设备,该网络138可以是任何合适类型的数据传输介质。计算单元124甚至可以是工厂中设备的一部分,例如它可以至少部分地是上游设备区域的一部分。计算单元124甚至可以至少部分地是工厂控制系统,诸如DCS和/或PLC。计算单元124可以从可操作地耦合到上游设备区域的设备的一个或更多传感器接收一个或更多信号。例如,计算单元124可以从填充传感器144和/或与运输元件102a-b相关的一个或更多传感器接收一个或更多信号。所述传感器也是上游设备区域的一部分。计算单元124甚至可以至少部分地控制上游设备区域或其一些部分。例如,计算单元124可以例如经由它们相应的致动器控制阀112a、b,和/或加热器118和/或输送元件102a-b。图1的示例中的输送元件102a、b和其它输送元件被示为传送系统,该传送系统可以包括一个或更多马达和经由所述马达驱动的皮带,使得它移动使得输入材料114经由皮带在皮带的横向方向120中被输送。
在不影响本教导的范围或一般性的情况下,其它种类的输送元件也可以替代输送系统使用或与输送系统结合使用。在一些情况下,涉及材料流动(例如,一种或更多种材料流入和一种或更多种材料流出)的任何种类的设备可称为输送元件。因此,除了传送系统或传送带外,诸如挤出机、造粒机、热交换器、缓冲料仓、带混合器的料仓、混合器、混合容器、切割机、双锥混合器、固化管、塔、分离器、萃取器、薄膜蒸发器、过滤器、筛子的设备也可称为输送元件。因此,应当理解,输送系统作为传送系统的存在可以是可选的,至少因为在一些情况下材料可以经由质量流从一个设备直接移动到另一个设备,或者作为正常流动经由一个设备到另一个设备。例如,材料可以直接从热交换器移动到分离器或甚至进一步诸如移动到塔等。因此,在一些情况下,一个或更多输送元件或系统可能是设备固有的。
可以响应于触发信号或事件提供上游对象标识符122,该触发信号或事件可以是与输入材料的数量相关的信号或事件。例如,填充传感器144可用于检测输入材料的至少一个量值,诸如填充度和/或重量。当数量达到预定阈值时,计算单元124可以自动在存储器存储装置128处提供第一上游对象标识符122。上游对象标识符122包括与输入材料相关的数据,或输入材料数据。输入材料数据指示输入材料的一种或更多种特性。
在一些情况下,计算单元124可以从工业工厂中的所有设备或设备区域接收过程数据。计算单元124可以是基于上游对象标识符和区域存在信号的实时过程数据的子集。例如,触发信号或事件也可用于针对上游设备区域生成区域存在信号。区域存在信号因此不仅可以用于确定与在上游设备区域处处理输入材料114相关的过程参数和/或设备操作条件,而且可以用于确定实时过程数据中包括的所述过程参数和/或设备操作条件的时间方面。计算单元124可以计算与化学产品170相关的至少一个区域特定性能参数,该参数与上游对象标识符122相关。该计算基于实时过程数据126的子集,该子集在该情况示为可选地附加在上游对象标识符122处。该计算还基于包括来自一个或更多历史上游对象标识符的数据的历史数据。每个历史上游对象标识符都与过去在上游设备区域中处理的相应输入材料相关。每个历史上游对象标识符都附加有过程数据的至少一部分,该过程数据指示先前处理的输入材料在上游设备区域中被处理的过程参数和/或设备操作条件。
至少一个区域特定性能参数被附加到上游对象标识符122,例如作为元数据。因此,上游对象标识符122丰富了与化学产品170的质量相关的性能参数。因此可以简化和改进质量控制过程,同时提高可追溯性,例如通过将质量相关数据与所得化学产品170耦合。
来自上游设备区域的实时过程数据126的子集可以是输入材料114在上游设备区域处的时间窗口内的数据,或者因此仅对于输入材料114经由混合罐104处理的时间,时间窗口可以更短。实时过程数据可用于确定时间窗口。因此,上游对象标识符122可以通过使用实时过程数据的时间维度来采用高相关性数据来丰富。因此,对象标识符不仅可以用于跟踪生产过程中的材料,还可以封装高质量数据,该高质量数据使边缘计算和/或云计算更加有效。对象标识符数据可以非常适合机器学习模型的更快训练和再训练。数据集成也可以简化,因为封装在对象标识符中的数据可以比传统数据集更紧凑。
实时过程数据126的子集的至少一部分指示过程参数和/或设备操作条件,即输入材料在上游设备区域中被处理的混合罐104和阀112a-b的操作条件,例如,输入质量流量、输出质量流量、填充度、温度、湿度、时间戳或进入时间、离开时间等中的任何一项或多项。该情况下的设备操作条件可以是阀112a、b和/或混合罐104的控制信号和/或设定点。实时过程数据126的子集可以是或者它可以包括时间序列数据,这意味着它可以包括时间相关信号,其可以经由一个或更多传感器获得,例如填充传感器144的输出。时间序列数据可以包括连续的信号,或者它们中的任何一个可以以规则或不规则的时间间隔断断续续。实时过程数据126的子集甚至可以包括一个或更多时间戳,例如混合罐104的进入时间和/或离开时间。因此,特定输入材料114可经由上游对象标识符122和与该输入材料114相关的实时过程数据126的子集相关联。上游对象标识符122可以附加到生产过程下游的其它对象标识符,使得特定过程数据和/或设备操作条件可以与特定的化学产品相关。其它重要的益处已经在本公开的其它部分(例如在发明内容部分)进行了讨论。
包括输送元件102a、b和相关联皮带的传送系统可以被认为是上游设备区域下游的中间设备区域。该示例中的中间设备区域包括加热器118,该加热器118用于将热量施加到在带上穿越的输入材料。传送系统甚至可以包括一个或更多传感器,例如速度传感器、重量传感器、温度传感器或用于测量或检测在中间设备区域处的输入材料114的过程参数和/或特性的任何其它种类的传感器中的任何一个或更多。可以将传感器的任何或所有输出提供给计算单元124。
随着输入材料114沿着横向方向120前进,它经由加热器118被加热。加热器118可以可操作地耦合到计算单元124,即计算单元124可以从加热器118接收信号或实时过程数据。此外,加热器118甚至可以经由计算单元124(例如经由一个或更多控制信号和/或设定点)控制。类似地,包括传送元件102a、b和相关联传送带的传送系统也可以可操作地耦合到计算单元124,即计算单元124可以从传送元件102a、b接收信号或过程数据。耦合可以例如经由网络进行。此外,输送元件102a、b甚至可以经由计算单元124(例如经由计算单元124提供的一个或更多控制信号和/或设定点)控制。例如,输送元件102a、b的速度可以由计算单元124观察和/或控制。可选地,由于输入材料114的量在中间设备区域中是恒定的或接近恒定的,所以可以不为中间设备区域提供进一步的对象标识符。因此,来自中间设备区域(即来自加热器118和/或输送元件102a、b)的过程数据也可以附加到先前或前面的区域的对象标识符,即上游对象标识符122。所附加实时过程数据126的子集因此可以被丰富以进一步指示来自中间设备区域的过程参数和/或设备操作条件,即输入材料114在中间设备区域中被处理的加热器118和/或输送元件102a、b的操作条件,例如,输入质量流量、输出质量流量、来自中间区域的一个或更多温度值、进入时间、离开时间、输送元件102a、b和/或皮带的速度等中的任何一项或多项。在该情况下设备操作条件可以是输送元件102a、b和/或加热器118的控制信号和/或设定点。很清楚的是,实时过程数据126的子集主要与输入材料114存在于相应设备区域中的时间段有关。因此,可经由上游对象标识符122提供特定输入材料114的相关过程数据的准确快照。可经由生产过程的特定部分或部件(例如,中间设备区域内的化学反应)的知识来提取输入材料114的进一步可观察性。可替代地或另外地,输入材料114穿越中间设备区域的速度可用于经由计算单元124提取进一步的可观察性。结合具有特定时间戳的实时过程数据126的子集,或时间序列数据,和/或中间设备区域中输入材料114的进入时间和/或离开时间,输入材料114在中间设备区域中被处理的条件的更详细细节可以从上游对象标识符122获得。
来自上游对象标识符122的数据可用于训练一个或更多ML模型以监视生产过程和/或其特定部分,例如,上游设备区域和/或中间设备区域内的生产过程的部分。ML模型和/或上游对象标识符122甚至可以用于将化学产品的一个或更多性能参数与一个或更多区域中的生产过程的细节相关联。
应当理解,随着输入材料114沿横向方向120前进,它可能会改变其特性并可能转换或转变为衍生材料116。例如,随着加热器118加热输入材料114,它可产生衍生材料116。本领域技术人员将理解,为了简单和易于理解,衍生材料116在本教导中有时也可称为输入材料。例如,在所讨论的设备区域或组件的上下文中,输入材料在生产过程内处于哪个阶段因此将是清楚的,如在本示例的描述中所讨论的。
现在讨论材料被分成多个部分的区域的示例。图1示出作为包括切割机142和第二输送元件106a、b的下游设备区域的这种区域。使用切割机142将沿着横向方向154穿越的衍生材料116分割或破碎,从而产生多个部分,在该示例中示为第一分割材料140a和第二分割材料140b。
因此,根据本教导的一个方面,可以为每个部分提供单独的对象标识符。但是在一些情况下,可以仅为部分之一或部分中的一些提供对象标识符,而不是为每个部分提供单独的对象标识符。这可能是如下情况,例如如果跟踪任何部分并不是所关注的。例如,可以不为丢弃的衍生材料116的一部分提供对象标识符。现在回过头来参考图1,为第一分割材料140a提供第一下游对象标识符130a,并且为第二分割材料140b提供第二下游对象标识符130b。
第一下游对象标识符130a附加有下游实时过程数据的第一子集132a的至少一部分,并且第二下游对象标识符130b附加有下游实时过程数据的第二子集132b的至少一部分。下游实时过程数据的第一子集132a可以是下游实时过程数据的第二子集132b的副本,或者它们可以部分地是相同的数据。例如,在第一分割材料140a和第二分割材料140b经历相同过程的情况下,即在基本上相同的地点和时间,则附加到下游对象标识符130a和第二下游对象标识符130b的过程数据可能相同或相似。然而,如果在下游设备区域内,下游对象标识符130a和第二下游对象标识符130b被区别处理,则下游实时过程数据的第一子集132a和下游实时过程数据的第二子集132b可能彼此不同。
然而,本领域的技术人员将理解,在一些情况下可选地可以在切割机142处仅提供一个对象标识符,并且然后如果经由切割机142处理的材料被分成多个部分,则可以在切割机142之后提供多个对象标识符。因此,取决于特定生产过程的细节,切割机可能是也可能不是分离设备。类似地,在一些情况下可以不为切割机提供新的对象标识符,使得来自该区域的过程数据附加到先前的对象标识符。因此,可以在材料被拆分和/或组合的区域处提供新的对象标识符。例如,在一些情况下,下游对象标识符130a和第二下游对象标识符130b可以设置在切割机142之后,例如在切割机142之后的不同区域的入口处。
在该示例中,下游设备区域还包括成像传感器146,其可以是相机或任何其它种类的光学传感器。成像传感器146也可操作地耦合到计算单元124。成像传感器146可用于在进入下游设备区域之前测量或检测衍生材料116的一种或更多种特性。例如,这可以用来拒绝或转移不符合给定质量标准的材料。随着下游设备区域中材料的质量流量发生变化,根据本教导的一个方面,可以在下游对象标识符130a和第二下游对象标识符130b之前提供另一个对象标识符(图1中未示出)。
下游对象标识符130a和第二下游对象标识符130b的提供可以响应于衍生材料116通过质量标准而经由成像传感器146被触发。通过关联来自相邻区域或来自对象标识符的数据,例如来自中间设备区域的质量流量和去往下游设备区域的质量流量,计算单元124可以确定哪个特定输入材料114或衍生材料116与进入后续区域的材料相关。可替代地或另外地,两个或更多个时间戳可以在区域之间相关,例如从中间设备区域离开的时间戳和经由成像传感器146检测和/或在下游设备区域处进入的时间戳。经由传感器输出直接测量或者从两个或更多个时间戳确定的输送元件102a、b的速度也可以用于建立输入材料的特定包或批次与其对象标识符之间的关系。因此甚至可以确定特定化学产品170在给定时间在生产过程内的什么位置,因此可以建立时空关系。这些方面中的一些或全部不仅可用于提高化学产品170从输入材料到成品的可追溯性,而且可用于监视和改进生产过程并使其更具适应性和可控性。
如所讨论的,第一下游对象标识符130a和第二下游对象标识符130b附加有分别来自下游设备区域的下游实时过程数据的第一子集132a和下游实时过程数据的第二子集132b。下游实时过程数据的第一子集132a和下游实时过程数据的第二子集132b甚至可以链接到或附加到上游对象标识符122。类似于先前讨论的上游对象标识符122,下游实时过程数据的第一子集132a和下游实时过程数据的第二子集132b指示衍生材料116在下游设备区域中被处理的过程参数和/或设备操作条件,即成像传感器146的输出、切割机142和第二输送元件106a、b的操作条件,例如,输入质量流量、输出质量流量、填充度、温度、光学特性、时间戳等中的任何一项或多项。在该情况下,设备操作条件可以是切割机142和/或第二输送元件106a、b的控制信号和/或设定点。下游实时过程数据的第一子集132a和下游实时过程数据的第二子集132b可以包括时间序列数据,这意味着它可以包括时间相关信号,该信号可以经由一个或更多传感器获得,例如经由成像传感器146的输出和/或第二输送元件106a、b的速度。
随着衍生材料116在遇到成像传感器146之后继续前进,它在由第二输送元件106a、b驱动的横向方向154中朝向切割机142移动。第二输送元件106a、b在该示例中被示为与包括输送元件102a、b的传送系统分离的第二传送带系统的一部分。应当理解,第二传送带系统甚至可以是包括输送元件102a、b的同一传送系统的一部分。因此,下游设备区域可以包括在另一区域中使用的一些相同设备。
如图1中可见,即使第一分割材料140a和第二分割材料140b在以后的生产中采用不同的方式,它们相应的对象标识符(即下游对象标识符130a和第二下游对象标识符130b)允许在剩余的生产过程中单独跟随或跟踪它们并且在一些情况下还会超出。
在离开下游设备区域之后,第一分割材料140a被送入挤出机150,而第二分割材料140b被输送用于在包括固化装置162和第三输送元件108a、b的第三设备区域处固化。如前所述,所示的输送元件108a、b因此是非限制性示例。应当理解,第三设备区域位于上游设备区域的下游和下游设备区域。
随着第二分割材料140b经由皮带在横向方向156中移动,其经由固化装置162经历固化过程以产生固化的第二分割材料160。由于显著的质量变化不会发生,因此根据一个方面,可以不为第三设备区域提供新的对象标识符。因此如前所述,来自第三设备区域的过程数据也可以附加到第二下游对象标识符130b。与上文类似,下游实时过程数据的附加第二子集132b因此可以被丰富以进一步指示第二分割材料140b在第三设备区域中被处理的来自第三设备区域的过程参数和/或设备操作条件,即,固化装置162和/或输送元件108a、b的操作条件,该过程参数和/或设备操作条件例如是输入质量流量、输出质量流量、来自第三区域的一个或更多温度值、进入时间、离开时间、输送元件108a、b和/或皮带的速度等中的任何一项或多项。在该情况下设备操作条件可以是输送元件102a、b和/或固化装置162的控制信号和/或设定点。
类似地,第一分割材料140a前进到第四设备区域,该第四设备区域包括挤出机150、温度传感器148和第四输送元件110a、b。这里同样由于显著质量变化不会发生,因此根据一个方面,可以不为第四设备区域提供新的对象标识符。因此如前所述,来自第四设备区域的过程数据也可以附加到下游对象标识符130a。与上文类似,下游实时过程数据的附加第一子集132a因此可以被丰富以进一步指示第一分割材料140a在第三设备区域中被处理的来自第四设备区域的过程参数和/或设备操作条件,即挤出机150和/或温度传感器148和/或输送元件108a、b的操作条件,该过程参数和/或设备操作条件例如是输入质量流量、输出质量流量、来自第三区域的一个或更多温度值、进入时间、离开时间、输送元件110a、b和/或皮带的速度等中的任何一项或多项。在该情况下设备操作条件可以是输送元件108a、b和/或挤出机150的控制信号和/或设定点。因此,第一分割材料140a向挤出材料152的转变的特性和相关性也可以包括在下游对象标识符130a中。应当理解,第四设备区域也在上游设备区域的下游和下游设备区域。
可以理解,可以减少单独的对象标识符的数量,同时改进整个生产过程中的材料和产品监视。
随着挤出材料152在经由输送元件108a、b生成的横向方向158中进一步移动,它可以被收集在收集区域166中。收集区域166可以是存储单元,或者它可以是用于应用生产过程的另外步骤的另外的处理单元。在收集区域166中,可以组合附加材料,如这里所示的固化的第二分割材料160可以与挤出材料152组合。因此,可以如前所述提供新的对象标识符。这种对象标识符被示为最后的下游对象标识符134。最后的下游对象标识符134可以附加有最后的区域实时过程数据136的子集,其可以包括下游对象标识符130a和第二下游对象标识符130b的整个或部分。最后的下游对象标识符134因此被提供有来自收集区域166的过程参数和/或设备操作条件,类似于本公开中详细讨论的那样。取决于收集区域166中的功能或进一步处理(如果有的话),数据(诸如输入质量流量、输出质量流量、来自收集区域166的一个或更多温度值、进入时间、离开时间、速度等中的任何一项或多项)可以被包括作为最后的区域实时过程数据136。
在一些情况下,来自收集区域166的单独批次可以被发送用于存储和/或分拣和/或包装。这种单独批次被示为产品收集堆164a。随着数量再次被拆分,可以为料仓中的每个料仓提供单独的对象标识符,使得其料仓中的化学产品170(即产品收集堆164a的单独的对象标识符)可以与化学产品170暴露在那里的过程数据或条件相关联。
应当理解,对象标识符中的每个对象标识符可以是GUID。每个都可以包括来自前面对象标识符的全部或部分数据,或者它们可以被链接。因此,相关质量数据可以作为快照或可追踪链接附加到特定化学产品170。
还如所讨论的,一个或更多ML模型可用于计算或预测一个或更多区域特定的性能参数。还可能的是,每个或一些ML模型还被配置为提供指示至少一个区域特定的性能参数的置信度水平的置信度值。如果预测性能参数的置信度水平低于预定限度,则可以生成警告作为警告信号,例如启动用于实验室分析的样本的物理测试。也可能响应于预测的置信度水平低于准确度阈值,经由接口自动提供采样对象标识符。可以以类似的方式提供采样对象标识符,并且计算单元124可以将相关过程数据的子集附加到采样对象标识符所涉及的材料的采样对象标识符,这里示为样本材料172。计算单元124还可以将具有低置信度水平的至少一个区域特定的性能参数附加到采样对象标识符。因此可以收集和验证和/或分析样本材料172以进一步改进使用对象标识符的质量控制。
图2图示出示出本教导的方法方面的流程图200或例程,特别是如从第一设备区域来查看。在框202中,经由接口提供包括输入材料数据的上游对象标识符122。输入材料数据指示输入材料114的一种或更多种特性。在框204中,经由接口从设备或从一个或更多设备区域接收实时过程数据。实时过程数据包括过程参数和/或设备操作条件。在框206中,基于上游对象标识符122和区域存在信号确定实时过程数据126的子集。区域存在信号指示在生产过程期间在特定设备区域处输入材料114的存在。在该情况下,存在于上游设备区域处。在框208中,基于实时过程数据的子集和历史数据,计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数。历史数据包括来自与上游设备区域中先前处理的输入材料相关的一个或更多历史上游对象标识符的数据。每个历史上游对象标识符都附加有过程数据的至少一部分,该过程数据指示先前处理的输入材料在上游设备区域中被处理的过程参数和/或设备操作条件。在框210中,将至少一个区域特定性能参数附加到上游对象标识符122。
类似地,随着输入材料前进到后续区域,可以确定是否要提供另一个对象标识符。如果不是,则来自后续区域的过程数据也可以附加到相同的对象标识符。如果确定要提供另一个对象标识符,则将来自后续区域的过程数据附加到另一个对象标识符。这些选项中的每一个选项的细节(诸如中间设备区域和下游设备区域)在本公开中(例如在发明内容部分中以及参考图1)被详细讨论。
图3中所示的框图表示工业工厂的产品生产系统的部分,在本实施例中,其包括沿着所示的整个产品处理线分别布置的十个产品处理设备或单元300-318或技术设备。在本实施例中,这些处理单元中的一个(处理单元308)包括三个对应的设备区域320、322、324(也参见图3和图5中更详细的实施例)。
在本示例中,作为输入材料的化学产品是基于原材料生产的,该原材料经由液体原材料储器300、固体原材料储器302和回收任何化学产品或中间产品的回收料仓304提供给处理线,该中间产品例如包括不充分的材料/产品特性或不充分的材料/产品质量。输入到处理线306-318的相应原材料经由相应的处理设备进行处理,即配料单元306、随后的加热单元308、包括材料缓冲器310的后续处理单元,以及后续分拣单元312。在该处理设备306-312的下游,布置有输送单元314,其将例如由于所生产的材料的质量不足而需要回收的材料从分拣单元输送到回收料仓304。最后,由分拣单元312分拣的材料转移到第一和第二包装单元316、318,它们将相应的材料包装到用于运输目的的材料容器中,例如,在散装材料的情况下是材料袋,或在液体材料的情况下是瓶子。
在本实施例中,生产系统300-318提供计算单元的数据接口(二者未在此框图中描绘),经由该数据接口提供包括关于相应输入材料的数据及其由于处理而发生的变化的数据对象。整个生产过程至少部分地经由计算单元控制。
由处理设备306-312处理的输入材料被分成物理的或现实世界的所谓“包装对象”(在下文中也称为“物理包装”或“产品包装”),其中这些包装对象由处理单元306-312中的每一个处理单元操纵或处理。这种包装对象的包装大小例如可以通过材料重量(例如10kg、50kg等)或材料量(例如1分米、1/10立方米等)固定,或甚至可以通过重量或量来确定,处理设备可以提供相当恒定的过程参数或设备操作参数。
配料单元306首先从输入的液体和/或固体原料和/或由回收料仓304提供的回收材料产生这种包装对象。在产生包装对象之后,配料单元将这些对象输送到均质化单元308。均质化单元308对包装对象的材料进行均质化,即对例如处理的液体材料和固体材料,或者两种液体或固体材料进行均质化。在加热过程之后,加热单元308将相应加热的包装对象输送到处理单元310,该处理单元310例如通过加热、干燥或加湿或通过特定的化学反应将输入的包装对象的材料转换成不同的物理和/或化学状态。相应转换的包装对象然后被输送到三个下游包装单元316、318或上述输送单元314中的一个或更多。
现实世界包装对象的后续处理借助于对应的数据对象330、332、334(或分别为预先描述的“对象标识符”)进行管理,该数据对象经由可操作地耦合到设备306-312的计算单元,或者作为设备的一部分,分配给每个包装对象,并且存储在计算单元的存储器存储元件处。根据本实施例,响应于经由设备306-312提供的触发信号,即响应于布置在设备单元306-312中的每个设备单元处的对应传感器的输出,或分别根据开关,生成三个数据对象330-334,其中这种传感器可操作地耦合到设备单元306-312。如前所述,工业工厂可以包括不同类型的传感器,例如用于测量一个或更多过程参数和/或用于测量设备操作条件或与设备或过程单元相关的参数的传感器。在本实施例中,用于测量在设备单元306-312内处理的散装材料和/或液体材料的流量和液位的传感器布置在这些单元处。
在本实施例中,图3中描绘的三个示例性数据对象330、332、334基于处理单元306-312和314-318,各自涉及整个产品生产过程的不同的三个设备区域320、322、324。
前两个数据对象330、332包括包含过程数据的产品包装对象。过程数据包括相关物理包装在其在若干处理单元内的驻留/处理期间经历的处理/处置信息。过程数据可以是聚合数据,诸如在相关处理单元内的基础物理包装的停留时间期间计算出的平均温度,和/或它可以是基础生产过程的时间序列数据。
第一数据对象330是第一种类的包装(在图3中称为“A包装”),在本实施例中,该包装被分配给已经通过两个处理单元(配料单元306和加热单元308)输送的物理包装。第一数据对象330在处理时间的当前点处包括在每次驻留期间两个单元的相关数据。第一数据对象包括对应的“产品包装ID”。
加热单元308包含若干设备区域,在本实施例中为三个设备区域320、322、324(“1区”、“2区”、“3区”)。这些不同的设备区域被用作用于分拣或选择相关的过程数据的分拣组。这种分拣可以帮助仅获得相关设备区域外的包装对象的那些数据,该数据涉及在相关物理包装在该设备区域内的对应时间点内对基础物理包装的处理。然而,在本实施例中,物理包装的材料成分并未被两个处理单元306、308改变。
一旦A包装330到达下一个处理单元310(在本实施例中为“带缓冲器的处理单元”),每个物理包装的材料成分改变,因为该处理单元310不仅以塞流模式输送物理包装。此外,对应的物理包装包括比原始包装大小更大的缓冲体积,使得这种物理包装具有定义的返混度。结果,离开该处理单元310的每个物理包装是另一种类的物理包装,其在图3中被称为“B包装”。
对应的第二数据对象332(“B包装”)还包括对应的“产品包装ID”。数据对象332进一步包括定义数量的先前数据对象的数据,在本示例中,数据对象330以定义的百分比指定为“A包装”,即所谓的“来自相关A包装的聚合数据”。相应的聚合方案或算法取决于例如基础处理单元、基础物理包装的大小、基础物理包装的材料的混合能力,以及基础物理包装在基础处理单元内的停留时间,或处理单元的对应设备区域。
一旦处理的物理(产品)包装被两个包装单元316、318之一包装成离散的物理包装,例如通过将处理的物理包装包装到容器、圆桶或八斗仓容器等中,在本实施例中经由称为“物理包装”的另一个数据对象334来处理或跟踪对应的打包的物理包装。该数据对象334包括已被打包到其中的相关先前物理包装(如本场景中的“A包装”和“B包装”)。指定对应的“产品包装ID”就足以例如用于跟踪目的,而不是使用完整的数据对象,因为这种产品包装ID可以在以后的数据处理期间例如借助于外部“云计算”平台执行的数据处理期间被很容易地链接在一起。
第一数据对象(或“对象标识符”)330特别包括以下信息:
-基础包装的“产品包装ID”;
-关于基础包装的一般信息,如关于包装的基础处理材料的信息或规格;
-整个处理线306-318内的基础包装的当前位置;
-过程数据,即作为基础包装的处理材料的温度和/或重量的聚合值;
-基础生产过程的时间序列数据;以及
-到基础包装中的样本的连接,其中产品包装通过样本站,并且操作员在定义的时刻从该产品包装中取出样本并将其提供给实验室。对于该样本,样本对象(参见图6,参考标记634和638)将生成并将链接到相关产品包装(参见图6,参考标记626和630)。该样本对象特别包含来自实验室的对应产品质量控制(QC)数据和/或来自相应测试机器的性能数据。
第二对象标识符332另外包括
-来自在具有缓冲器310的处理单元中生成的相关A包装的聚合数据。
第三对象标识符334由具有描述和时间戳“物理包装1976-02-0619:12:21.123”的两个包装单元316、318生成,并包括以下信息:
-同样,相应的包装或对象标识符(“包装ID”);
-产品名称,其被包装到图3中描述的用于运输目的的两个材料容器中;
-订单号,用于订购被相应包装的产品;以及
-被相应包装的产品的批号。
第一和第二对象标识符330、332的包装一般信息包括输入原材料的材料数据,其在本实施例中分别指示输入材料或处理材料的化学和/或物理特性,如材料的温度和/或重量,并且在本实施例中还包括与输入材料相关的上述实验室样本或测试数据,诸如历史测试结果。
根据同样如图3所示的产品生产过程,经由上述接口收集来自整个设备的过程数据,该数据指示过程参数,如处理材料的上述温度和/或重量,并且在本实施例中还指示处理输入材料的设备操作条件,如所述加热器的温度和/或施加的配料参数。所收集的过程数据,在本实施例中为类似来自相关A包装的聚合数据的仅过程数据的部分,在本实施例中被附加到第二对象标识符332。
如前所述,在本实施例中三个对象标识符330-334用于将提到的输入材料数据和/或特定过程参数和/或设备操作条件关联或映射到化学产品的至少一个性能参数,所述性能参数分别是或指示基础材料(例如相应的化学产品)的任何一种或更多种特性。
根据图3中所示的本实施例,包括在两个对象标识符330、332中的收集的过程数据(作为聚合值)包括指示过程参数的数值,以及另外指示在生产过程期间测量的设备操作条件的数值。此外,对象标识符330、332包括被提供为过程参数和/或设备操作条件中的一个或更多的时间序列数据的过程数据。设备操作条件可以是代表设备状态的任何特征或值,在本实施例中为例如基于振动测量的生产机器设定点、控制器输出和任何设备相关警告。此外,还可以包括输送元件速度、温度和污垢值(诸如过滤器压差)、维护日期。
在图3中所示的产品生产系统的实施例中,整个产品处理设备306-318包括上述三个设备区域320-324中的多个,使得在生产过程期间输入的原材料300-304沿着整个处理线306-318穿越,并且在本实施例中从第一设备区域320前进到第二设备区域322,并且从第二设备区域322前进到第三设备区域324。在这种生产场景中,第一对象标识符330在第一设备区域320处被提供,其中在输入材料已经通过第一设备区域320处理之后在进入第二设备区域322时提供第二对象标识符332。第二对象标识符332附加有或包括数据的至少一部分或者由第一对象标识符330提供的信息,并且另外包括最后的数据/信息“来自相关A包装的聚合数据”。
值得注意的是,对象标识符330-334中的任何一个或每个对象标识符可以包括唯一标识符,优选地是全球唯一标识符(“GUID”),以便允许在整个生产过程期间将对象标识符可靠且安全地分配给对应的包装。
在当前的产品处理场景中,附加到第一对象标识符330的所述过程数据是从第一设备区域320收集的过程数据的至少一部分。相应地,第二对象标识符332附加有从第二设备区域322收集的过程数据的至少一部分,其中从第二设备区域322收集的过程数据指示输入原材料300-304在第二设备区域322中被处理的过程参数和/或设备操作条件。
在下面的表1中,再次以表格格式示出另一个示例性对象标识符。该对象标识符包括比先前描述的三个对象标识符330-334更多的信息/数据。
该示例性对象标识符涉及具有基础日期和时间戳“1976-02-0618:31:53.401”的所谓“B包装”,在下面描述的类似在图4中所示的对象标识符,但包括比图4中包括的数据更多的数据。
在本示例中,唯一标识符(“唯一ID”)包括唯一URL(“uniqueObjectURL”)。在本示例中,基础包装(“包装细节”)的主要细节是具有两个值“02.02.1976 18:31:53.401”的包装创建的日期和时间戳(“创建时间戳”),以及在本示例中具有包装类型“B”的包装的类型(“包装类型”)。包装沿着基础生产线的当前位置(“包装位置”)由“包装位置链接”定义,在本示例中是到生产线的“传送带1”的输送链接。
在传送带1处,提供了测量设备(参见“测量点”,其包括示例性处理数据或值)以用于测量目前显示85℃的材料温度的平均温度(“平均值”)和基础温度区域(在本示例中为“温度区域1”)的相应描述(“描述”)。此外,测量设备还可以包括传感器,用于检测包装在传送带1处的进入日期/时间(“进入时间”),在本示例中为“02.02.1976 18:31:54.431”,并且用于检测包装从传送带1离开的日期/时间(“离开时间”),在本示例中为“02.02.1976 18:31:57.234”。最后,测量设备包括用于检测关于生产过程的基础时间序列信息(“时间序列”)的时间序列值(“时间序列值”)的传感器设备。
此外,在本示例中所示的对象标识符进一步包括关于位于下游的“传送带2”、位于下游的“混合器1”和用于在中间存储已处理材料的位于下游的“料仓1”的信息。
表1:示例性表格对象标识符
图4示出工业工厂的基础产品生产系统的过程部分的第二实施例,在本第二实施例中其分别包括六个产品处理设备400、402、406、410、412、416或技术设备。
用于处理包装对象的“上游过程”400连接到用于对处理的包装对象进行分拣的“分拣单元”402。上游过程400和分拣单元402借助于第一数据对象404来管理。该数据对象404涉及具有描绘它的创建日期和时间的基础日期和时间戳“1976-02-06 18:51:43.431”的已经描述的“B包装”。数据对象404包括当前处理的包装对象的“包装ID”(所谓的“对象标识符”)。数据对象404进一步包括关于当前处理的包装对象的n个预先描述的化学和/或物理特性,在本示例中为“特性1”和“特性n”。
在本示例中,输入材料(即被送入到上游过程400的对应包装对象)由“回收料仓”406提供。另一方面,回收料仓406从将包装对象输送到回收料仓406的“输送单元1”410获得基础回收材料,该基础回收材料必须回收并相应地由分拣单元402分拣。基础输送过程步骤410借助于第二数据对象408进行管理,该第二数据对象408涉及上述“B包装”,并包括提到的基础日期和时间戳“1976-02-06 18:51:43.431”、当前处理的包装对象的“包装ID”,以及两个化学和/或物理特性“特性1”和“特性n”。然而,由于上述回收基础分拣包装对象的要求,第二数据对象408进一步包括基础包装对象的另一化学和/或物理特性(在本示例中为“特性2”),其具体包括该包装对象的相应性能指标,在本示例中为“低或不足的材料或产品性能”。
取决于对应的包装对象的性能值,由上游过程400处理并且没有被分拣单元402分拣的包装对象由分拣单元402提供给第一“包装单元1”412或第二“包装单元2”416。包装单元412、416用于将对应的包装对象打包到相应的容器414、418。由两个包装单元412、416执行的包装过程借助于第三数据对象420和第四数据对象422管理。
两个数据对象420、422均涉及“物理包装”,并包括与上述“B包装”相同的日期“1976-02-06”,但包括比上述“B包装”稍晚的时间戳“19:12:21.123”。它们还包括基础包装对象的“包装ID”。然而,数据对象420、422进一步包括用于基础最终产品的性能指标,在本示例中是关于存储在第一容器(或填充袋)414中的产品的“性能中等范围”和存储在第二容器(或填充袋)418中的产品的情况的“性能高范围”。此外,两个数据对象420、422包括对应的最终产品的“订单号”和“批次号”。
图5示出在工业工厂处实现的基础化学产品生产过程或系统的部分的第三实施例,在当前第二实施例中,其分别包括九个产品处理设备500-516或技术设备。
本产品处理方法基于两种原材料,即“液体原材料”500和“固体原材料”502,以便用已知方式生产聚合材料。类似根据图3和图4的先前描述的生产场景,技术设备包括用于使用回收材料的“回收料仓”504,如前所述。
技术设备进一步包括用于基于上述输入原材料创建包装对象的“配料单元506”,该上述输入原材料由“反应单元”508以及由“固化单元”518处理,该“反应单元”508沿着所示的四个聚合物反应区域(“区域1-4”)510、512、514、516输送包装对象以便处理它们,并且该“固化单元”518用于固化在反应单元508中产生的聚合材料(即对应的包装对象)。在本实施例中,固化单元518仅包括材料缓冲器,但不包含返混设备。固化单元518还输送相应处理的包装对象。
“输送单元1”520借助于回收料仓504输送被分拣出的用于回收的包装对象。最终处理的,即未分拣出的单元再次输送到第一“包装单元1”522和第二“包装单元2”524。两个包装单元522、524将对应的包装对象转换和输送到相应的容器或填充袋526、528。
图5中所示的生产过程借助于第一数据对象530和第二数据对象534进行管理。
第一数据对象530涉及具有创建日期“1976-02-06”和创建时间“18:31:53.401”的“A包装”。在当前生产场景中,数据对象530再次包括预先描述的“包装ID”、关于由配料单元506执行的配料过程的过程信息(“配料特性”),以及关于借助于反应单元508生产聚合物材料的进一步过程信息(“反应单元特性”)。配料特性包括关于每个包装对象的原材料量的信息,即“百分比原材料1(液体)”、“百分比原材料2(固体)”和产品温度。反应单元特性包括四个聚合反应区域510-516(“温度区域1”、“温度区域2”、“温度区域3”和“温度区域4”)的温度。
因此,第一数据对象530包括沿处理线506-524的基础包装对象的当前位置(“当前包装位置”)。在本实施例中,该包装对象的当前位置借助于“包装位置链接”和对应的“区域位置”进行管理。最后包括有关基础聚合反应的化学和/或物理信息,即对应的“反应焓/周转度”。因此,输送给定包装对象的处理单元506-524计算并将永久反应焓值写入/实现到第一数据对象530中。由于关于包装位置和对应停留时间以及关于对应过程值的现有信息(例如包装温度),这是可能的。基于包括在第一数据对象530中的反应焓和/或周转度的当前值,经由第一数据对象530和固化单元518之间的通信线路532,固化时间参数基于计算的反应焓值被调节。
第二数据对象534涉及由包装单元522、524中的一个处理的“物理包装”并且包括对应的创建日期/时间信息“1976-02-06 19:12:21.123”。其中包括“包装ID”、“产品”描述/规格、“订单号”、“批次号”以及计算出的焓和/或周转度的上述值。
图6示出代表基础工业工厂602的层级或拓扑结构的基于图形的数据库布置的第一实施例,该工业工厂602是工业工厂集群600的一部分,并且包括作为相应的产品处理线604的一部分的多个设备装置和对应的设备区域。该拓扑结构允许对工业工厂602(或基础工厂集群600)的基础不同部分之间的功能关系进行可视化,以便实现改进的基础产品包装的处理或规划。基于图形的数据库的所示圆形节点经由连接线链接,不同的链接类型是可能的。
在该实施例中,设备装置包括材料处理单元606、614,它们经由信号和/或数据连接与作为处理单元606、614一部分的传感器/执行器(actor)608、616连接,并且它们连接到若干输入/输出(I/O)设备610、612和618、620。
在本实施例中,第一处理单元606进一步与示例性的三个产品包装(产品包装1-3)622、624、626连接,其中第二处理单元614进一步与另外三个产品包装(产品包装4-n)628、630、632连接。仅作为示例,“产品包装3”626连接到产品样本(样本1)634,其中“产品包装5”630连接到另一个产品样本(样本n)638。“样本1”634进一步与“检验批次1”636连接,其中“样本n”进一步与“检验批次n”640连接。最后,两个检验批次636、640都与“检验指令1”单元642连接,该“检验指令1”单元642用作关于如何创建上述检验批次以及如何实现相应基础样本634、638的分析/质量控制的规范。
如图6中所示的拓扑结构有利地提供了数据结构,其允许用户(特别是机器/工厂操作员)直观和容易地理解所示化工厂的功能和处理,并因此容易地管理化工厂或化工厂集群中的这种复杂生产过程,因为所示对象(节点)与对应的真实世界对象非常相似地建模。
更特别地,该拓扑结构提供了高度的上下文信息,用户/操作员可以基于该上下文信息轻松地收集每个对象的技术和/或材料特性。这另外允许用户进行相当复杂的查询,例如关于对象之间的相关的与生产相关的连接或关系,特别是跨多个节点或甚至拓扑/层次结构级别的连接或关系。于是,图6中所示的对象(节点)可以在运行时期间通过更多特性和/或值轻松扩展。
图7示出如图6中所示但仅用于生产线700(“线1”)的基于图形的数据库布置的第二实施例。
在本实施例中,设备装置包括材料处理单元702“单元1”和“单元n”708,它们经由信号和/或数据连接与传感器/执行器“传感器/执行器1”704和“传感器/执行器n”710连接,它们连接到对应的输入/输出(I/O)设备“I/O 1”706和“I/O n”712。这些I/O设备包括到用于控制生产线700的操作的PLC(未示出)的连接。
在本实施例中,第一处理单元(“单元1”)702进一步与示例性三个产品包装(“产品部分”1-3)714、716、718连接,其中第二处理单元(“单元n”)708进一步与另外两个产品包装(“产品部分”4和n)720、722连接。仅作为示例,“产品包装3”718连接到产品样本(“样本1”)724,其中产品包装n 722连接到另一个产品样本(“样本n”)728。
与图6中所示的实施例相反,第一“传感器/执行器1”704也连接到第一产品样本(“样本1”)724,其中第二“传感器/执行器n”710也连接到第二产品样本(“样本n”)728。这两个附加连接的优点是可以在不同的样本站在独立的时间或甚至同时独立地采样。例如,传感器/执行器704可以是布置在样本站处的按钮,其在采样时由用户或操作员按下。
可替代地,这种样本可以是可以由采样机自动生成的信号。这种自动生成的信号可以例如经由所示的I/O对象706到达传感器/执行器对象704,其中I/O对象706从(未示出的)PLC/DCS接收提到的按钮信息。在获得样本的时刻,样本对象724(例如)将被创建并链接到当时位于采样站位置的产品部分。
基于相应生成的样本724、728,即使仅针对一个(和相同的)样本也可以生成一个或更多检验批次726、730。然而,一个或更多样本可以在一条处理线内独立地或甚至同时生成。
最后,如图6中所示的实施例中,“样本1”724进一步与第一“检验单元1”726连接,其中“样本n”进一步与第二“检验单元n”730连接。检验单元726、730二者最终都与再次用作规范的“检验指令1”单元732连接,如图6中描绘的“检验指令1”单元642的情况,即关于如何创建所述检验批次以及如何实现基础样本724、728的分析/质量控制。“检验指令1”单元732可以独立创建,并且可以只创建一次,而将检验指令732用于不止一个检验批次,如通过“检验批次1”726和进一步的“检验批次n”730在图7中所示。
图8描述了抽象层800,该抽象层800包括对象数据库801并且用作用于预先描述的生产设备和对应的原材料以及用于预先描述的产品数据(可包括预先描述的物理包装或产品包装相关数据,即根据数字孪生)的抽象层。
在本实施例中,抽象层800提供与外部云计算平台804的双向通信线路802。此外,抽象层800还与n个生产PLC/DCS和/或机器PLC 806、808(双向810,如“PLC/DCS 1”806的情况,或单向812,如“PLC/DCS n”808的情况)通信。在本实施例中,云计算平台804包括到客户集成接口或平台816的双向通信线路814,当前生产工厂所有者的客户可以经由该接口或平台与工厂的预先描述的设备单元通信和/或传送控制信号。
在对象数据库801中进一步包括与此相关的其它对象,例如上述样本、检验批次、样本指令、传感器/执行器、设备、设备相关文档、用户(例如机器或工厂操作员)、相应用户组和用户权限、配方、订单、设定点参数集或来自云/边缘设备的收件箱对象。
在云计算平台804处,实现人工智能(AI)或机器学习(ML)系统,通过该系统找到或创建最优算法,该算法经由专用部署管道818部署到物联网(IoT)边缘设备或组件820,以便使用相应地创建或找到的算法来控制边缘设备820。在本实施例中,边缘设备820与抽象层800双向通信822。
借助于抽象层800和包括的对象数据库801,可以创建预先描述的物理或产品包装,如本文档中所述。抽象层800还可以连接到云计算平台804内的某些处理和/或AI(或ML)组件。对于该连接,可以使用已知的数据流协议“Kafka”。因此,在创建基础产品包装时或前后,首先可以将空数据包作为消息发送出去,特别是独立于基础时间序列数据。之后,在处理完最终产品包装后,可以发送另一条消息。这些消息包含基础包装的对象标识符作为数据包ID,使得稍后在云平台侧将相关包重新相互链接。这具有可以避免大数据包传输到云端,从而最小化所需的传输带宽或容量的优点。
在云计算平台804中,通过所提到的AI方法或ML方法使用流式传输和接收到的产品数据以便找到或创建用于获取与基础产品相关的附加数据的算法,诸如预测的产品质量控制(QC)值。对于在云计算平台804内执行的该过程,需要附加数据,如QC数据或相关产品(或物理)包装的测量性能参数。这可以经由相同的方式从对象数据库801以样本对象和检验批次对象的形式接收(也参见图6),它们包含有关相关产品包装的这种信息。
这种信息也可以从对象数据库以外的任何其它系统接收。在该情况下,其它系统将QC和/或性能数据连同样本/检验批次ID从对象数据库中发送出去。在云计算平台804内,该数据将被组合并用于寻找例如基于ML的算法/模型。由此可以有效地使用云平台804内的计算能力。
在本实施例中,经由部署流水线818将相应找到的算法或模型部署到边缘设备820。边缘设备820可以是靠近抽象层800的对象数据库801的组件,并且因此也相应地靠近PLC/DCS 1到PLC/DCS n 806、808,即在网络安全级别和位置方面,其允许低网络延迟和直接且安全的通信。
由于使用ML模型不需要这种计算能力,因此边缘设备820使用ML模型生成上述高级信息并将其提供给对象数据库801。因此,边缘设备820需要在云计算平台804处用于生成基于ML的算法或模型的相同信息或信息的子集,对象数据库801可以将该数据提供给边缘设备820,例如经由用于机器对机器通信的开放网络协议,如已知的“消息队列遥测传输”(MQTT)协议。
该设置可以实现基于AI/ML的高级过程控制和自主制造以及相应的自主操作机器。
如图8中所示的实施例所示,基于来自预先描述的数据对象330-334(图3)的数据,在云计算平台804侧,使用这种数据作为训练数据来训练AI/ML系统或相应AI/ML模型。因此,在本实施例中训练数据可以包括指示化学产品的性能参数的历史和当前实验室测试数据,特别是来自过去的特定数据。
AI/ML模型可用于预测一个或更多预先描述的性能参数,所述预测优选地经由计算单元完成。另外或可替代地,AI/ML模型可用于至少部分地控制生产过程,优选地经由调节设备操作条件,并且更优选地所述控制经由提到的计算单元完成。另外或可替代地,AI/ML模型也可以用于例如由计算单元确定哪些过程参数和/或设备操作条件对化学产品具有主导影响,使得对过程参数和/或设备操作条件具有主导影响的那些过程参数和/或设备操作条件分别附加到数据对象或所述对象标识符。
本领域的技术人员将理解,可以以“实时”或接近实时的方式执行方法步骤,至少是经由计算单元执行的那些步骤。在计算机技术领域中理解该术语。作为具体示例,在由计算单元执行的任何两个步骤之间的时间延迟不超过15秒,具体地不超过10秒,更具体地不超过5秒。优选地,延迟小于一秒,更优选地,小于几毫秒。因此,计算单元可以被配置为以实时方式执行方法步骤。此外,软件产品可以使计算单元以实时方式执行方法步骤。
方法步骤可以例如按照示例或方面中列出的顺序执行。但需要注意的是,在特定情况下不同的顺序也是可能的。此外,还可以一次或重复执行一个或更多方法步骤。可以定期或不定期地重复该步骤。此外,可以同时或以及时重叠的方式执行方法步骤中的两个或更多个,特别是当方法步骤中的一些或更多被重复执行时。该方法可以包括未列出的其它步骤。
“包括”一词不排除其它元素或步骤,并且不定冠词“一”或“一个”不排除复数。单个处理部件、处理器或控制器或其它类似单元可以实现权利要求中列举的若干项目的功能。仅仅某些措施在相互不同的从属权利要求中叙述的事实并不指示这些措施的组合不能被有利地使用。权利要求中的任何参考标记不应被解释为对范围的限制。
此外应当注意,在本公开中指示特征或元素可能存在一次或多于一次的术语“至少一个”、“一个或更多”或类似的表达通常可能仅在介绍相应的特征或元素时使用过一次。因此,在一些情况下除非另有具体说明,否则当提及相应的特征或元素时,可能不会重复“至少一个”或“一个或更多”的表达,尽管事实上相应的特征或元素可能出现一次或多于一次。
此外,术语“优选地”、“更优选地”、“特别地”、“更特别地”、“具体地”、“更具体地”或类似术语与可选特征结合使用,而不限制替代可能性。因此,由这些术语引入的特征是可选特征并且不旨在以任何方式限制权利要求的范围。如本领域技术人员将认识到的,本教导可以通过使用替代特征来执行。类似地,由“根据一个方面”或类似表达引入的特征旨在是可选特征,而对本教导的替代方案没有任何限制,对本教导的范围没有任何限制,并且对将以这种方式引入的特征与本教导的其它可选或非可选特征组合的可能性没有任何限制。
说明书中使用的任何标题仅为方便起见,因此这种标题对主题没有任何限制作用。
上面已经公开了用于监视生产过程的方法的各种示例;用于执行在此公开的方法的系统;用于监视生产过程的系统;数据集;用于生成数据集的方法;生成数据集的系统;数据集的用途;至少一个性能参数的用途;软件程序;以及计算单元,其包括用于执行在此公开的方法的计算机程序代码。更具体地,一种用于在工业工厂处监视用于制造化学产品的生产过程的方法,该方法包括:提供包括输入材料数据的上游对象标识符,从一个或更多设备区域接收实时过程数据;基于上游对象标识符和区域存在信号确定实时过程数据的子集;基于实时过程数据的子集和历史数据计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;将至少一个区域特定性能参数附加到上游对象标识符。本教导还涉及用于监视生产过程的系统、数据集、用途、用于生成数据集的方法及其软件程序。然而,本领域技术人员将理解,在不脱离所附权利要求及其等同物的精神和范围的情况下,可以对这些示例进行改变和修改。进一步应当理解,可以自由组合在此所讨论的方法和产品实施例的方面。
总结但不排除其它可能的实施例,本教导的某些示例性实施例在以下条款中总结:
条款1.一种用于监视在工业工厂处制造化学产品的生产过程的方法,该工业工厂包括多个在物理上分离的设备区域,并且产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,该方法至少部分地经由计算单元执行,该方法包括:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-在计算单元处从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号,经由计算单元确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,经由计算单元计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;
-将至少一个区域特定性能参数附加到上游对象标识符。
条款2.根据条款1所述的方法,其中,历史数据包括来自与先前处理的输入材料相关的一个或更多历史上游对象标识符的数据。
条款3.根据条款2所述的方法,其中,至少一个历史上游对象标识符附加有该历史过程数据的至少一部分,该历史过程数据指示处理先前处理的输入材料的过程参数和/或设备操作条件。
条款4.根据条款1至条款3中任一项或多项所述的方法,其中,区域特定性能参数中的至少一个区域特定性能参数还与衍生材料相关,该衍生材料由输入材料生产,但在生产过程期间在化学产品之前生产。
条款5.根据条款1至条款4中任一项或多项所述的方法,其中,该方法还包括:
-将实时过程数据的子集的至少一部分和/或来自企业资源规划(“ERP”)系统的数据附加到上游对象标识符。
条款6.根据条款1至条款5中任一项或多项所述的方法,其中,经由计算单元通过执行区域-时间变换来生成区域存在信号,该区域-时间变换将与输入材料相关的至少一种特性映射到特定设备区域,诸如经由来自实时过程数据的一个或更多时间相关信号。
条款7.根据条款1至条款6中任一项或多项所述的方法,其中,至少一个区域特定性能参数的计算使用采用历史数据训练的至少一个机器学习(“ML”)模型来执行。
条款8.根据条款7所述的方法,其中,ML模型被配置为提供至少一个置信度值,该置信度值指示用于至少一个区域特定性能参数的计算的置信度水平。
条款9.根据条款8所述的方法,其中,优选地在用于生产过程的控制系统处响应于至少一个区域特定性能参数的计算或预测的置信度水平低于准确度阈值而生成警告信号。
条款10.根据条款8或条款9所述的方法,其中,响应于至少一个区域区域特定性能参数的计算或预测的置信度水平低于准确度阈值或响应于警告信号自动生成采样对象标识符,该采样对象标识符与当置信度水平准确度超过准确度值时或前后处于该相应区域的材料相关。
条款11.根据条款9或条款10所述的方法,其中,响应于警告信号执行至少一次实验室分析,优选地对处于与警告相关的该相应区域处的材料执行分析。
条款12.根据条款11所述的方法,其中,分析的日期和/或结果被附加到采样对象标识符,优选地来自采样对象标识符的数据被包括在历史数据中以用于由计算单元的未来计算。
条款12a.根据条款10至条款12中任一项或多项所述的方法,其中,采样对象标识符附加有测试类型数据,该测试类型数据指示对与采样对象标识符对应的相应材料或化学产品执行的一种或更多种测试或分析的种类。
条款12b.根据条款10至条款12a中任一项或多项所述的方法,其中,采样对象标识符附加有工具类型数据,该工具类型数据指示应当用于对与采样对象标识符对应的相应材料或化学产品执行至少一种测试或分析的一种或更多种装置或工具和/或测试材料。
条款12c.根据条款12b所述的方法,其中,采样对象标识符附加有用于执行测试或分析的装置或工具中的至少一种装置或工具的测试配置数据。
条款12d.根据条款12c所述的方法,其中,测试配置数据被至少部分地自动提供给相应的一种或更多种装置或工具中的至少一种装置或工具。
条款12e.根据条款12c或条款12d所述的方法,其中,测试配置数据至少部分地包括可由用户使用以至少部分地执行测试或分析中的至少一个的测试配方。
条款13.根据条款1至条款12e中任一项或多项所述的方法,其中,多个在物理上分离的设备区域还包括下游设备区域,使得在生产过程期间,输入材料从上游设备区域横穿到下游设备,以及其中,该方法还包括:
-经由接口提供下游对象标识符,上游对象标识符的至少一部分附加到该下游对象标识符;
-基于下游对象标识符和区域存在信号,经由计算单元确定实时过程数据的另一子集;
-基于实时过程数据的另一子集和另一历史数据,经由计算单元计算与下游对象标识符相关的化学产品的另一至少一个区域特定性能参数;其中,另一历史数据包括来自与下游设备区域中先前处理的输入材料或衍生材料相关的一个或更多历史下游对象标识符的数据,以及其中,每个历史下游对象标识符附加有过程数据的至少一部分,该过程数据指示在下游设备区域处处理先前处理的输入材料或衍生材料的过程参数和/或设备操作条件,
-将另一至少一个区域特定性能参数附加到下游对象标识符。
条款14.根据条款1至条款13中任一项或多项所述的方法,其中,任何对象标识符被提供在可操作地耦合到计算单元的存储器存储装置处。
条款15.根据条款14所述的方法,其中,计算单元和/或存储器存储装置至少部分地经由诸如MS Azure的基于云的服务实现。
条款16.根据条款1至条款14中任一项或多项所述的方法,其中,化学产品是化学品、药物产品、营养产品、化妆品或生物产品中的任何一种或其组合。
条款17.根据条款1至条款16中任一项或多项所述的方法,其中,化学产品为固体、半固体、糊状物、液体、乳液、溶液、丸剂、颗粒或粉末形式。
条款18.根据条款1至条款6中任一项或多项所述的方法,其中,化学产品是热塑性聚氨酯(“TPU”),或更具体地是膨胀的TPU。
条款19.根据条款1或条款18所述的方法,其中,输入材料是亚甲基二苯基二异氰酸酯(“MDI”)和/或聚四氢呋喃(“PTHF”)。
条款20.根据条款1至条款12中任一项或多项所述的方法,其中,任何设备区域包括任何一个或更多组件,诸如诸如传送系统的输送元件、诸如加热器的热交换器、熔炉、冷却单元、反应器、混合器、研磨机、切碎机、压缩机、切片机、挤出机、干燥机、喷雾器、压力室或真空室、管子、筒仓、料仓、八角盒或直接或间接用于或在工业工厂的生产过程期间使用的任何其它种类的装置,更优选地,是影响化学产品性能的这种装置和/或组件。
条款21.根据条款1至条款20中任一项或多项所述的方法,其中,生产过程至少部分地是批量生产过程。
条款22.根据条款1至条款21中任一项或多项所述的方法,其中,生产过程至少部分地是活动生产过程。
条款23.根据条款1至条款22中任一项或多项所述的方法,其中,生产过程至少部分地是连续生产过程。
条款24.根据条款1至条款23中任一项或多项所述的方法,其中设备操作条件是表示设备状态的任何特征或值,例如是如下中的任何一项或多项:设定点、控制器输出、生产顺序、校准状态、任何设备相关的警告、振动测量、诸如输送元件速度的速度、温度和诸如过滤器压差的污垢值、维护日期。
条款25.根据条款1至条款24中任一项或多项所述的方法,其中,过程数据包括指示在生产过程期间测量的过程参数和/或设备操作条件的至少一个数值。
条款26.根据条款1至条款25中任一项或多项所述的方法,其中,过程数据包括指示在生产过程期间测量或检测的过程参数和/或设备操作条件的至少一个二进制值。
条款27.根据条款1至条款26中任一项或多项所述的方法,其中,过程数据包括过程参数和/或设备操作条件中的一个或更多的时间序列数据。
条款28.根据条款1至条款27中任一项或多项所述的方法,其中,过程数据包括过程参数和/或设备操作条件的时间信息或时间序列数据。
条款29.根据条款28所述的方法,其中,时间信息以指示与过程参数和/或设备操作条件相关的数据点中的至少一些的时间戳的数据或时间序列数据的形式。
条款30.根据条款1至条款29中任一项或多项所述的方法,其中,输入材料是用于生产化学产品的至少一种原料或未处理材料。
条款31.根据条款1至条款30中任一项或多项所述的方法,其中,输入材料是包括任何形式的多种有机和/或无机组分的任何有机或无机物质或它们的组合。
条款32.根据条款1至条款31中任一项或多项所述的方法,其中,输入材料数据包括与输入材料的一种或更多种特征或特性有关或指示输入材料的一种或更多种特征或特性的数据。
条款33.根据条款1至条款32中任一项或多项所述的方法,其中,输入材料数据包括与输入材料相关的实验室样本或诸如历史测试结果的测试数据。
条款34.根据条款1至条款33中任一项或多项所述的方法,其中,输入材料数据包括指示输入材料的物理和/或化学特征的值,诸如密度、浓度、纯度、pH值、成分、粘度、温度、重量、体积和/或与输入材料相关的性能数据中的任何一项或多项。
条款35.根据条款25至条款34中任一项或多项所述的方法,其中,至少一个数值和/或至少一个二进制值和/或时间序列数据和/或指示输入材料的物理和/或化学特性的至少一些值至少部分地经由来自可操作地耦合到设备的一个或更多传感器和/或开关的信号来获得或测量,优选地,所述传感器和/或开关是设备的一部分。
条款36.根据条款1至条款35中任一项或多项所述的方法,其中,经由可操作地耦合到设备区域的计算单元提供对象标识符,优选地,所述计算单元是设备的一部分。
条款37.根据条款36所述的方法,其中,计算单元是控制器或控制系统或者是控制器或控制系统的一部分,该控制器或控制系统诸如是分布式控制系统(“DCS”)和/或可编程逻辑控制器(“PLC”)。
条款38.根据条款1至条款37中任一项或多项所述的方法,其中,响应于触发事件或信号提供或生成对象标识符,所述事件或信号优选地经由设备提供,更优选地响应于可操作地耦合到设备的一个或更多传感器和/或开关中的任何一个的输出提供。
条款39.根据条款38所述的方法,其中,触发事件或信号涉及输入材料的数量值,更具体地,涉及达到或满足预定数量阈值的数量值的发生,并且所述发生经由计算单元和/或设备被检测。
条款40.根据条款39所述的方法,其中,数量值是重量值和/或填充因子和/或液位值和/或体积值。
条款41.根据条款36至条款40中任一项或多项所述的方法,其中,该设备还可操作地耦合到一个或更多致动器和/或末端执行器单元,优选地,所述致动器和/或末端执行器单元是该设备的一部分。
条款42.根据条款36至条款41中任一项或多项所述的方法,其中,生产过程是至少部分可控的或经由计算单元控制。
条款43.根据条款42所述的方法,其中,生产过程是至少部分可控的或经由一个或更多致动器和/或末端执行器单元控制。
条款44.根据条款42至条款43中任一项或多项所述的方法,其中,生产过程响应于来自一个或更多传感器和/或开关的信号中的任何一个或更多而至少部分可控或控制。
条款45.根据条款1至条款44中任一项或多项所述的方法,其中,对象标识符中的任一个或每个包括唯一标识符,优选为全球唯一标识符(“GUID”)。
条款46.根据条款13至条款45中任一项或多项所述的方法,其中,设备区域中的任一个或每个经由单独的ML模型被监视和/或控制,单独的ML模型基于来自该区域的相应对象标识符的数据进行训练。
条款47.一种用于监视用于在工业工厂处生产化学产品的生产过程的监视系统的系统,该工业工厂包括多个在物理上分离的设备区域,并且产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,系统被配置为执行根据上述方法条款中的任一项所述的方法步骤。
条款48.一种数据集,该数据集是上述方法条款中的任一项确定的实时过程数据的子集。
条款49.一种用于提供根据上述方法条款中的任一项的实时时间序列数据的子集或过程数据的方法,该过程包括与工业工厂处的化学产品的生产过程相关的至少一个过程参数和/或设备操作条件,该方法在生产过程期间经由可操作地耦合到存储器存储装置的计算单元执行,该方法包括:
-在计算单元处接收实时过程数据;
-在存储器存储装置处经由开始信号提供子集的开始;
-在存储器存储装置处经由停止信号提供子集的停止;
其中
开始信号和停止信号分别用于在开始时间和结束时间之间划定子集,使得从实时过程数据中提取该子集。
条款50.根据条款48或条款49生成的数据集用于训练ML模型的用途,优选地用于确定或预测生产过程的至少一个区域特定性能参数。
条款51.根据条款1至条款46中任一项或多项生成的至少一个区域特定性能参数在下游生产过程中的用途,例如用于制造运动用品或诸如鞋子的鞋类。
条款52.一种包括计算单元的系统,该系统被配置为执行根据上述方法条款中的任一项所述的方法步骤。
条款53.一种计算机程序或存储包括指令的程序的非暂态计算机可读介质,当程序由合适的计算单元执行时,使计算单元执行上述方法条款中的任一项的方法步骤。
条款54.一种用于监视用于在工业工厂处制造化学产品的生产过程的系统,该工业工厂包括多个在物理上分离的设备区域,并且产品通过使用生产过程经由多个设备区域处理至少一种输入材料而制造,其中,系统被配置或调节为使得计算单元被配置为:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-在计算单元处从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号,经由计算单元确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,经由计算单元计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;
-将至少一个区域特定性能参数附加到上游对象标识符。
条款55.一种计算机程序或存储包括指令的程序的非暂态计算机可读介质,当程序由可操作地耦合到用于通过使用生产过程处理至少一种输入材料在工业工厂处制造化学产品的多个设备区域的合适的计算单元执行时,该指令使计算单元:
-经由接口提供包括输入材料数据的上游对象标识符;其中,输入材料数据指示输入材料的一种或更多种特性,
-从一个或更多设备区域接收实时过程数据;其中,实时过程数据包括实时过程参数和/或设备操作条件,
-基于上游对象标识符和区域存在信号确定实时过程数据的子集;其中,区域存在信号指示在生产过程期间在特定设备区域处输入材料的存在,
-基于实时过程数据的子集和历史数据,计算与上游对象标识符相关的化学产品的至少一个区域特定性能参数;
-将至少一个区域特定性能参数附加到上游对象标识符。
- 生产线监视装置、生产线监视系统、生产线监视方法
- 生产设备监视装置、生产设备监视方法以及生产设备监视程序