一种低熔点高流动焊丝及其制备方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及一种焊丝,尤其是一种低熔点高流动焊丝及其制备方法。
背景技术
焊丝生产在我国已有50多年的历史,其生产过程实际上是铜线材的加工生产过程。
目前市场上的焊丝加工工艺尚不成熟,加工工艺不够完备,加工效果差,远远无法满足生产需求,焊接过程中会产生气泡,导致密封性能差。
因此,有必要提供一种低熔点高流动焊丝及其制备方法解决上述技术问题。
发明内容
发明目的:针对现有技术中的问题,本发明提供了一种低熔点高流动焊丝及其制备方法,加工工艺十分完备,加工效果好,便于满足生产需求。
1.技术方案:一种低熔点高流动焊丝,所述低熔点高流动焊丝包括铜、锡、硅、铁、锌, 在所述低熔点高流动焊丝中,按重量百分比记为:
铜58%-59%,
锡0.8%-1.0%,
硅0.2%-0.3%,
铁0.15%-0.3%,
余量为锌。
本发明的进一步设置为:所述低熔点高流动焊丝达到的熔点范围为:870-890℃。
本发明的进一步设置为:所述低熔点高流动焊丝达到的抗拉强度为500MPa。
本发明的进一步设置为:所述低熔点高流动焊丝达到的屈服强度为400MPa。
本发明的进一步设置为:所述低熔点高流动焊丝达到的伸长率为25%。
本发明的进一步设置为:所述低熔点高流动焊丝达到的硬度范围为100-110 HB。
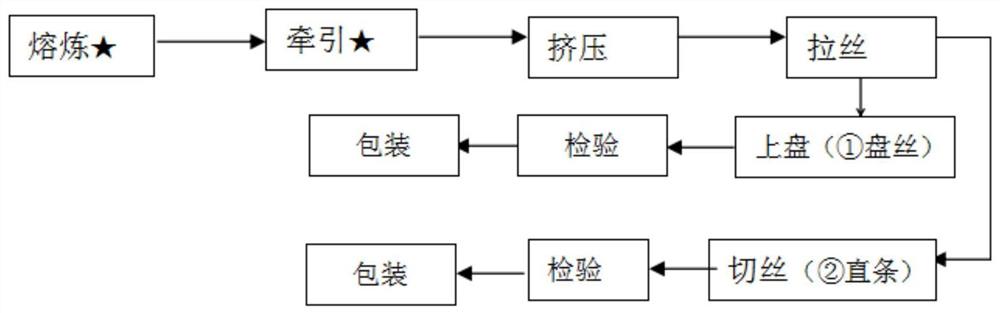
一种低熔点高流动焊丝制备方法,其工艺步骤包括:
步骤S1,熔化:(1)使用原料;主料:电解铜、锌锭、锡,辅料:清渣剂、硅、铁;
(2)加料顺序:铜、硅、铁、锌、锡;
(3)加入材料熔化后保温时,进行取样化验,并通过化验单数据进行成份调整;
(4)当成份调整完备后进行提温;
(5)提温完备后加入适量清渣剂,然后开始扒灰捞渣,在扒灰的过程中要求铜灰勺将灰打离铜水时在炉口停留约20秒,以保证灰内铜水全部流入炉内;
(6)当扒灰完备后测量炉内温度,若温度不够则需进行再次提温;
(7)完成上述工序后本炉铜水熔化完备;
步骤S2,牵引:熔化完备的铜水,由全自动牵引机塑形成铜棒;
步骤S3,挤压:铜棒经过液压机,切断成8~10cm的块状铜棒,将铜棒放入液压机保温压制、挤压、拉伸形成可塑性的线材;
步骤S4,拉丝:线材经过拉丝机进行拉拔处理;
步骤S5,上盘:拉丝机拉拔出来的线材通过层绕机进行紧密层绕上盘,得到铜合金盘丝①;
步骤S6,切丝:通过调直切断打字机,进行调直、印字、切断成直条铜合金丝②;
步骤S7,检验包装:将切断的铜合金丝通过抛光机清洁焊丝表面油污,清洁后的焊丝通过检验包装入库。
本发明的有益效果:
(1)本发明所述的一种低熔点高流动焊丝及其制备方法,本低熔点高流动焊丝中增加了铁,提高了产品的流动性、提高了除气、脱氧的功能,针对灰口铸铁中硫、磷超标的,焊接过程中会产生气泡,导致密封性能差,因为产品中增加铁,能改变这一现象。
(2)本发明所述的一种低熔点高流动焊丝及其制备方法,克服了现有技术的不足,加工工艺十分完备,加工效果好,便于满足生产需求,抗拉强度高,一般比普通方法加工的焊丝提高较大,恢复效果好, 在外力作用小于屈服强度时,零件还会恢复原来的样子,硬度高,可承受较大的压力。
附图说明
图1是本发明的制备方法图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
2.如图1所示,本发明所述的一种低熔点高流动焊丝,所述低熔点高流动焊丝包括铜、锡、硅、铁、锌, 在所述低熔点高流动焊丝中,按重量百分比记为:
铜58%-59%,
锡0.8%-1.0%,
硅0.2%-0.3%,
铁0.15%-0.3%,
余量为锌。
进一步的,所述低熔点高流动焊丝达到的熔点范围为:870-890℃。
进一步的,所述低熔点高流动焊丝达到的抗拉强度为500MPa。
进一步的,所述低熔点高流动焊丝达到的屈服强度为400MPa。
进一步的,所述低熔点高流动焊丝达到的伸长率为25%。
进一步的,所述低熔点高流动焊丝达到的硬度范围为100-110 HB。
一种低熔点高流动焊丝制备方法,其工艺步骤包括:
步骤S1,熔化:(1)使用原料;主料:电解铜、锌锭、锡,辅料:清渣剂、硅、铁;
(2)加料顺序:铜、硅、铁、锌、锡;
(3)加入材料熔化后保温时,进行取样化验,并通过化验单数据进行成份调整;
(4)当成份调整完备后进行提温;
(5)提温完备后加入适量清渣剂,然后开始扒灰捞渣,在扒灰的过程中要求铜灰勺将灰打离铜水时在炉口停留约20秒,以保证灰内铜水全部流入炉内;
(6)当扒灰完备后测量炉内温度,若温度不够则需进行再次提温;
(7)完成上述工序后本炉铜水熔化完备;
步骤S2,牵引:熔化完备的铜水,由全自动牵引机塑形成铜棒;
步骤S3,挤压:铜棒经过液压机,切断成8~10cm的块状铜棒,将铜棒放入液压机保温压制、挤压、拉伸形成可塑性的线材;
步骤S4,拉丝:线材经过拉丝机进行拉拔处理;
步骤S5,上盘:拉丝机拉拔出来的线材通过层绕机进行紧密层绕上盘,得到铜合金盘丝①;
步骤S6,切丝:通过调直切断打字机,进行调直、印字、切断成直条铜合金丝②;
步骤S7,检验包装:将切断的铜合金丝通过抛光机清洁焊丝表面油污,清洁后的焊丝通过检验包装入库。
实施例1
将各原料按配比进行配料,进行配料,加料顺序:铜、硅、铁、锌、锡;加入材料进行熔化,保温时,进行取样化验,并通过化验单数据进行成份调整,成份调整完备后进行提温,在未打灰捞渣的情况下判断提温的方法是看熔炉电流表指针走向,当指针猛烈反打时即温度已至提温状态,提温完备后加入适量(根据原料而定)清渣剂,然后开始扒灰捞渣,在扒灰的过程中要求铜灰勺将灰打离铜水时在炉口停留约20秒,以保证灰内铜水全部流入炉内,当扒灰完备后测量炉内温度,若温度不够则需进行再次提温,判断温度够与不够的方法是:看铜水表面是否产生青烟,有则温度够,无则不够;完成上述工序后本炉铜水熔化完备;熔化完备的铜水,由全自动牵引机塑形成铜棒,铜棒经过液压机,切断成10cm的块状铜棒,将铜棒放入液压机保温压制、挤压、拉伸形成可塑性的线材,线材经过拉丝机的拉拔处理,使线材的直径达到2.5mm,拉丝机拉拔出来的线材通过层绕机进行紧密层绕上盘,得到铜合金盘丝①,根据客户对印字、长度的要求,通过调直切断打字机,进行调直、印字、切断成直条铜合金丝②,最后将切断的铜合金丝通过抛光机清洁焊丝表面油污,清洁后的焊丝通过检验包装入库。
实施例2
将各原料按配比进行配料,进行配料,加料顺序:铜、硅、铁、锌、锡;加入材料进行熔化,保温时,进行取样化验,并通过化验单数据进行成份调整,成份调整完备后进行提温,在未打灰捞渣的情况下判断提温的方法是看熔炉电流表指针走向,当指针猛烈反打时即温度已至提温状态,提温完备后加入适量(根据原料而定)清渣剂,然后开始扒灰捞渣,在扒灰的过程中要求铜灰勺将灰打离铜水时在炉口停留约20秒,以保证灰内铜水全部流入炉内,当扒灰完备后测量炉内温度,若温度不够则需进行再次提温,判断温度够与不够的方法是:看铜水表面是否产生青烟,有则温度够,无则不够;完成上述工序后本炉铜水熔化完备;熔化完备的铜水,由全自动牵引机塑形成铜棒,铜棒经过液压机,切断成10cm的块状铜棒,将铜棒放入液压机保温压制、挤压、拉伸形成可塑性的线材,线材经过拉丝机的拉拔处理,使线材的直径达到4.0mm,拉丝机拉拔出来的线材通过层绕机进行紧密层绕上盘,得到铜合金盘丝①,根据客户对印字、长度的要求,通过调直切断打字机,进行调直、印字、切断成直条铜合金丝②,最后将切断的铜合金丝通过抛光机清洁焊丝表面油污,清洁后的焊丝通过检验包装入库。
实施例3
将各原料按配比进行配料,加料顺序:铜、硅、铁、锌、锡,加入材料进行熔化,保温时,进行取样化验,并通过化验单数据进行成份调整,成份调整完备后进行提温,在未打灰捞渣的情况下判断提温的方法是看熔炉电流表指针走向,当指针猛烈反打时即温度已至提温状态,提温完备后加入适量(根据原料而定)清渣剂,然后开始扒灰捞渣,在扒灰的过程中要求铜灰勺将灰打离铜水时在炉口停留约20秒,以保证灰内铜水全部流入炉内,当扒灰完备后测量炉内温度,若温度不够则需进行再次提温,判断温度够与不够的方法是:看铜水表面是否产生青烟,有则温度够,无则不够;完成上述工序后本炉铜水熔化完备;熔化完备的铜水,由全自动牵引机塑形成铜棒,铜棒经过液压机,切断成10cm的块状铜棒,将铜棒放入液压机保温压制、挤压、拉伸形成可塑性的线材,线材经过拉丝机的拉拔处理,使线材的直径达到3.3mm,拉丝机拉拔出来的线材通过层绕机进行紧密层绕上盘,得到铜合金盘丝①,根据客户对印字、长度的要求,通过调直切断打字机,进行调直、印字、切断成直条铜合金丝②,最后将切断的铜合金丝通过抛光机清洁焊丝表面油污,清洁后的焊丝通过检验包装入库。
实施例4
采用实施例1提供的方法,制备了A~B三种焊丝,采用实施例2提供的方法,制备了C~D三种焊丝,采用实施例3提供的方法,制备了E~F三种焊丝,具体成分配比如表1所示。
表1 焊丝配比明细
实施例5
本实施例比较了不同焊丝的属性,结果如表2所示。
表2 焊丝的各属性测试结果
基于上述,本产品具有的优点为:
1、本低熔点高流动焊丝中增加了铁,提高了产品的流动性、提高了除气、脱氧的功能,针对灰口铸铁中硫、磷超标的,焊接过程中会产生气泡,导致密封性能差,因为产品中增加铁,能改变这一现象。
2、抗拉强度高,一般比普通方法加工的焊丝提高较大,恢复效果好, 在外力作用小于屈服强度时,零件还会恢复原来的样子,硬度高,可承受较大的压力。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种等同变换,这些等同变换均属于本发明的保护范围。
- 一种低熔点高流动焊丝及其制备方法
- 一种高流动性低熔点的阻燃PBT/PET树脂组合物及其制备方法