一种人造石浇注一体机及人造石制备方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及人造石制造技术领域,尤其涉及一种人造石浇注一体机及人造石制备方法。
背景技术
人造石,属于资源循环利用的环保利废产品,其生产方式较为环保,人造石主要是利用天然石材开矿时产生的大量难以有效处理的废石料资源与液体树脂进行混合后,在模具上浇注得到,因此生产过程不直接消耗原生的自然资源、不破坏自然环境,有着广阔的发展空间。
目前,人造石的生产方法主要有固体树脂热压成型法、液体树脂高温成型法和液体树脂常温成型法,其中液体树脂常温成型法具有能耗低,设备成本低的优点。
目前的液体树脂常温成型法一般是使用浇注设备进行浇注,如中国实用新型专利ZL201820792110X所公开的一种组合式浇注机,但是现有的浇注机所浇注出来的半成品一般存在较多气泡,气泡的存在会影响人造石成品的质量,为此,现有技术会采用振动的方法进行消泡,如中国发明专利申请2022108166781所公开的一种树脂矿物复合材料超声振动消泡装置及工艺;但是,采用附加的设备进行消泡无疑增加了工序,而且设备成本也更高,如能在浇注前完成消泡那将大大便利生产;此外,现有的浇注机流量小,浇注时间长;上述均导致了人造石生产效率低,难以适应工业化大批量生产的需求。
发明内容
本发明的目的在于提供一种人造石浇注一体机及人造石制备方法,旨在解决现有技术中存在的需要进行附加消泡工序和流量小所导致的生产效率低的问题。
为了达到上述的目的,本发明提供了一种人造石浇注一体机,其包括真空搅拌罐、填料泵和真空混合器;真空搅拌罐内部形成真空搅拌腔,真空搅拌罐还包括与真空搅拌腔连通的搅拌出料口、树脂添加口、促进剂添加口和石质材料添加口;真空混合器内部形成真空混合腔,真空混合腔内设置有能够主动旋转的混合杆,真空混合器还包括与真空混合腔连通的混合进料口、固化剂添加口和浇注口;真空搅拌罐借助填料泵与真空混合器连通,填料泵设置有两条相互嵌合的送料杆,两条送料杆的旋转方向相反,且每条送料杆均设置有三头螺纹。
进一步地,还包括石质材料储料箱、树脂储料箱、上粉罗茨风机、树脂计量泵、固化剂计量泵和真空泵;石质材料储料箱借助上粉罗茨风机连通至真空搅拌罐;树脂储料箱借助树脂计量泵连通至真空搅拌罐;固化剂计量泵与真空混合器连通;真空泵分别连通真空搅拌罐和真空混合器以抽真空。
进一步地,填料泵还包括填料筒和端盖板;填料筒内部形成填料腔,填料腔由两个平行的圆柱腔相交而成,两条送料杆平行设置在填料腔内,填料腔连通至填料筒的前端并形成填料出口,填料筒还包括连通至填料腔的填料入口;端盖板设置在填料出口,端盖板的中上部与填料腔的中上部腔壁贴合,端盖板的下部与填料腔的下腔壁之间间隔一定距离并形成出料间隙,端盖板的底部中间位置设置有向上凹的半圆孔,出料间隙及半圆孔均位于两个圆柱腔的轴心的连线的下方,两个圆柱腔相交所形成的棱的前端设置有倒角结构;端盖板设置有两个安装孔,两条送料杆的端部分别转动连接在两个安装孔。
进一步地,填料泵还包括前盖板,前盖板安装在填料筒的前端,前盖板设置有与出料间隙连通的开口,端盖板安装在前盖板;开口的外部轮廓包括水平段以及连接在水平段的两端并往下凹的圆弧段,在水平段与圆弧段交接处设置为倒圆角结构,水平段与两个圆柱腔的轴心的连线共线。
进一步地,两条送料杆的外周与填料腔的腔壁贴合,送料杆的外周直径为100-120mm,两条送料杆的轴心之间的距离为送料杆的外周直径的0.7-0.8倍,送料杆的杆体直径为送料杆的外周直径的0.4-0.6倍,送料杆的螺纹的螺距为送料杆的外周直径的0.4-0.6倍。
进一步地,真空混合器包括混合筒,混合筒内部形成真空混合腔;真空混合腔包括连通的进料腔和混料腔,浇注口设置在混料腔的末端,混合进料口设置在进料腔的底部筒壁,进料腔的顶部筒壁设置有真空室,真空室连通有真空抽气口;混合杆包括同轴设置且同步旋转的叶片段和齿片段,叶片段位于进料腔内,齿片段位于混料腔内,在混合筒的轴向方向上固化剂添加口位于齿片段之前;叶片段的杆体外周设置有螺旋状的送料叶片,齿片段的杆体外周设置有间隔分布的多个混合齿片,多个混合齿片的排布方式分三段,依次呈正向螺纹形状排布、呈反向螺纹形状排布和呈平行圆环形状排布,且呈平行圆环形状排布的一段靠近浇注口。
进一步地,叶片段与齿片段之间为可拆卸连接,叶片段的送料叶片固定连接在叶片段的杆体,齿片段的多个混合齿片分散固定在多个套筒,且套筒可拆卸地套接在齿片段的杆体。
进一步地,叶片段的杆体与齿片段的杆体借助螺纹结构连接,齿片段的杆体的两端均螺接有锁紧件,锁紧件从两端夹紧套筒使套筒相对于杆体固定。
进一步地,混合齿片为V字形,混料腔的内周直径为70-80mm,齿片段的外周直径比混料腔的内周直径小3-5mm。
本发明提供了一种人造石制备方法,其使用上述的人造石浇注一体机制造人造石,包括以下步骤:a、向真空搅拌罐内加入不饱和树脂和促进剂,以转速300-500r/min搅拌5-10mm;b、向真空搅拌罐内继续加入石质材料,以转速60-120r/min搅拌40-60min;c、把真空搅拌罐内的物料借助填料泵泵送至真空混合器并浇注,期间在真空混合器内加入固化剂,填料泵泵送物料的速度为14-16㎏/min,加入固化剂的速度为28-32g/min;d、浇注完成后使浇注体静止固化20-30min,之后进行85-100℃环境下2-3h的恒温时效固化,得到成品;其中,各物料的重量份为:不饱和树脂78-80份,石质材料19-20份,促进剂0.15-0.2份,固化剂0.15-0.2份;生产过程中该人造石浇注一体机内部的真空压力维持在-0.06MPa至-0.08MPa。
本发明所提供的一种人造石浇注一体机,相比于现有技术,其增设了填料泵,填料泵采用双螺杆且每条螺杆设置三头螺纹的方式把物料从真空搅拌罐送到真空混合器,当物料被两条送料杆送料时,旋转方向相反的送料杆能够使送料压力更大,具有泵送压力高和流量大的优点,缩短浇注时长,提高效率,而且高压力也有助于把物料中的气泡挤出;再有,双螺杆嵌合且旋转相反的设置还使得填料泵对物料的压力是一直向前的,避免了填料泵后方泄露的情况发生;同时,真空搅拌罐和真空混合器均在真空环境下工作,能够提高气泡挤出的效果;上述因素使得通过该人造石浇注一体机浇注得到的人造石无需再经过消泡工序,且浇注流量大,提高了生产效率和产品质量。本发明所提供的人造石制备方法同样具备上述优点。
附图说明
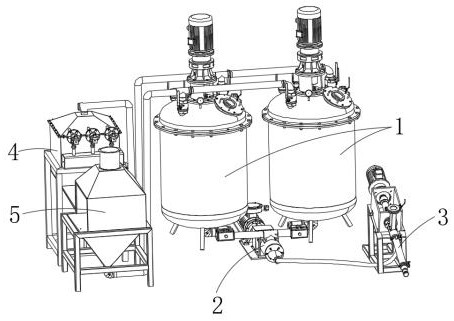
图1是本发明的人造石浇注一体机的立体结构示意图;
图2是填料泵的立体结构示意图;
图3是填料泵去除了部分部件后的立体结构示意图;
图4是填料泵及其内部部件的局部结构剖视图;
图5是填料筒和端盖板的立体结构示意图;
图6是填料筒、端盖板和前盖板的分解示意图;
图7是真空混合器的立体结构示意图;
图8是真空混合器的剖视图;
图9是混合杆的局部结构示意图;
图10是混合杆的局部结构分解示意图;
图11是混合齿片的立体结构示意图。
附图标记说明:
1、真空搅拌罐;
2、填料泵;21、送料杆;22、填料筒;221、填料腔;222、填料出口;223、填料入口;224、倒角结构;23、端盖板;231、半圆孔;232、安装孔;24、出料间隙;25、前盖板;251、开口;
3、真空混合器;31、混合筒;311、真空混合腔;3111、进料腔;3112、混料腔;32、混合杆;321、叶片段;322、齿片段;3221、混合齿片;3222、正向螺纹形状排布;3223、反向螺纹形状排布;3224、平行圆环形状;3225、套筒;323、锁紧件;33、混合进料口;34、固化剂添加口;35、浇注口;36、真空室;
4、石质材料储料箱;
5、树脂储料箱。
具体实施方式
以下结合具体实施例对本发明作详细说明。
在本发明中,除另有明确规定和限定,当出现术语如“设置在”、“相连”、“连接”时,这些术语应作广义去理解,例如,可以是固定连接、可拆卸连接或一体连接;可以是直接相连或通过一个或多个中间媒介相连。对于本领域技术人员而言,可以根据具体情况理解上述的术语在本发明中的具体含义。对于本发明中所出现的方向词,是为了能更好地对特征的特点及特征间的关系进行说明,应当理解的是,当本发明的摆放方向发生改变时,特征的特点及特征间的关系的方向也对应发生改变,因此方向词不构成对特征的特点及特征间的关系在空间内的绝对限定作用,仅起到相对限定作用。
本发明提供了一种人造石浇注一体机,如图1至图11所示,其包括真空搅拌罐1、填料泵2和真空混合器3;真空搅拌罐1内部形成真空搅拌腔,真空搅拌罐1还包括与真空搅拌腔连通的搅拌出料口、树脂添加口、促进剂添加口和石质材料添加口(上述均位于真空搅拌罐1的顶部)。真空混合器3内部形成真空混合腔311,真空混合腔311内设置有能够主动旋转的混合杆32,真空混合器3还包括与真空混合腔311连通的混合进料口33、固化剂添加口34和浇注口35。真空搅拌罐1借助填料泵2与真空混合器3连通,填料泵2设置有两条相互嵌合的送料杆21,两条送料杆21的旋转方向相反,且每条送料杆21均设置有三头螺纹。
使用时,树脂、促进剂和石质材料加入真空搅拌罐1中进行搅拌,真空搅拌罐1的真空环境能够尽可能多地抽出物料中的气泡;三种物料搅拌好后,借助填料泵2送至真空混合器3,使树脂固化的固化剂加入到真空混合器3中,物料与固化剂在真空混合器3内充分混合后再被送出并浇注。
基于上述的结构设置,该种人造石浇注一体机相比于现有技术增设了填料泵2,填料泵2采用双螺杆且每条螺杆设置三头螺纹的方式把物料从真空搅拌罐1送到真空混合器3,当物料被两条送料杆21送料时,旋转方向相反的送料杆21能够使送料压力更大,具有泵送压力高和流量大的优点,缩短浇注时长,提高效率,而且高压力也有助于把物料中的气泡挤出;再有,双螺杆嵌合且旋转方向相反的设置还使得填料泵2对物料的压力是一直向前的,避免了填料泵2后方泄露的情况发生;同时,真空搅拌罐1和真空混合器3均在真空环境下工作,能够提高气泡挤出的效果;上述因素使得通过该人造石浇注一体机浇注得到的人造石无需再经过消泡工序,且浇注流量大,提高了生产效率和产品质量。
在本实施例中,还包括石质材料储料箱4、树脂储料箱5、上粉罗茨风机(图中未示出)、树脂计量泵(图中未示出)、固化剂计量泵(图中未示出)和真空泵(图中未示出);石质材料储料箱4借助上粉罗茨风机连通至真空搅拌罐1;树脂储料箱5借助树脂计量泵连通至真空搅拌罐1;固化剂计量泵与真空混合器3连通;真空泵分别连通真空搅拌罐1和真空混合器3以抽真空。其中,石质材料储料箱4、树脂储料箱5、上粉罗茨风机、树脂计量泵、固化剂计量泵和真空泵为现有技术,因此这些装置的具体结构不在本申请中赘述。本实施例中通过增加上述的装置以实现存储物料、自动按需上料和抽真空的功能,使该人造石浇注一体机的自动化和一体化程度更高。
在本实施例中,如图2至图6所示,填料泵2还包括填料筒22和端盖板23;填料筒22内部形成填料腔221,填料腔221由两个平行的圆柱腔相交而成,两条送料杆21平行设置在填料腔221内,填料腔221连通至填料筒22的前端并形成填料出口222,填料筒22还包括连通至填料腔221的填料入口223;端盖板23设置在填料出口222,端盖板23的中上部与填料腔221的中上部腔壁贴合,端盖板23的下部与填料腔221的下腔壁之间间隔一定距离并形成出料间隙24,端盖板23的底部中间位置设置有向上凹的半圆孔231,增加出料面积,出料间隙24及半圆孔231均位于两个圆柱腔的轴心的连线的下方,两个圆柱腔相交所形成的棱的前端设置有倒角结构224,倒角结构224的设置能够减少对出料的阻碍。优选地,半圆孔231的直径小于圆柱腔的截面的直径。基于该出料间隙24的结构特点,其有效出料截面面积是小于填料腔221的截面的,因此物料从填料腔221到出料间隙24的过程中会被挤压,以更好地排出气泡。端盖板23设置有两个安装孔232,两条送料杆21的端部分别转动连接在两个安装孔232。进一步优选地,安装孔232内设置有轴承,送料杆21通过轴承实现安装,两个安装孔232的设置能够为两条送料杆21的端部提供支撑,确保两条送料杆21转动时的稳定性。
此外,该填料泵2还连接有用于驱动两条送料杆21同步反向旋转的电机及传动机构,在两条送料杆21的后端与填料泵2之间还设置有密封结构,而对于如何驱动两条送料杆21同步反向旋转和如何密封为现有技术,因此不在本申请中赘述。
在本实施例中,填料泵2还包括前盖板25,前盖板25安装在填料筒22的前端,前盖板25设置有与出料间隙24连通的开口251,端盖板23安装在前盖板25;开口251的外部轮廓包括水平段以及连接在水平段的两端并往下凹的圆弧段,在水平段与圆弧段交接处设置为倒圆角结构,水平段与两个圆柱腔的轴心的连线共线。圆弧段的直径大于圆柱腔的截面的直径。由于在填料腔221内难以设置安装结构,因此通过上述的结构使端盖板23借助前盖板25安装在填料筒22,更好地实现端盖板23的安装,而且,也通过开口251与外设的管道连接,以实现填料。
在本实施例中,两条送料杆21的外周与填料腔221的腔壁贴合,送料杆21的外周直径d1为100-120mm,两条送料杆21的轴心之间的距离d2为送料杆21的外周直径d1的0.7-0.8倍,送料杆21的杆体直径d3为送料杆21的外周直径d1的0.4-0.6倍,送料杆21的螺纹的螺距d4为送料杆21的外周直径d1的0.4-0.6倍。经测试,上述尺寸范围及各特征之间的尺寸比例用于人造石填料效果较好。
在本实施例中,如图7至图11所示,真空混合器3包括混合筒31,混合筒31内部形成真空混合腔311;真空混合腔311包括连通的进料腔3111和混料腔3112,浇注口35设置在混料腔3112的末端,混合进料口33设置在进料腔3111的底部筒壁,进料腔3111的顶部筒壁设置有真空室36,真空室36连通有真空抽气口;混合杆32包括同轴设置且同步旋转的叶片段321和齿片段322,叶片段321位于进料腔3111内,齿片段322位于混料腔3112内,在混合筒31的轴向方向上固化剂添加口34位于齿片段322之前;叶片段321的杆体外周设置有螺旋状的送料叶片,齿片段322的杆体外周设置有间隔分布的多个混合齿片3221,多个混合齿片3221的排布方式分三段,依次呈正向螺纹形状排布3222、呈反向螺纹形状排布3223和呈平行圆环形状3224排布,且呈平行圆环形状3224排布的一段靠近浇注口35。基于上述的结构设置,物料从混合进料口33进入进料腔3111,也即物料从下往上进入进料腔3111,物料进入进料腔3111后先被上方的真空室36抽真空以消泡,而同时,由于进料腔3111设置有叶片段321,因此物料会被叶片段321送向齿片段322而不会往上进入真空室36而造成堵塞。物料沿混合筒31的轴向方向继续向前送的过程中,会被加入固化剂,固化剂添加后物料会经过齿片段322使固化剂与物料充分混合。由于齿片段322也是同步旋转的,而且齿片段322的混合齿片3221的走向还做出了特殊的设计,物料在前进的过程中经历正反平(指混合齿片3221的排布形状)三种混合方式的混合,物料不再是惯性地被往前送,混合效果好。
此外,该真空混合器3还连接有用于使混合杆32旋转的电机及传动机构,在混合杆32的后端与混合筒31之间还设置有密封结构,而对于如何驱动混合杆32旋转和如何实现密封为现有技术,因此不在本申请中赘述。
在本实施例中,叶片段321与齿片段322之间为可拆卸连接,叶片段321的送料叶片固定连接在叶片段321的杆体,齿片段322的多个混合齿片3221分散固定在多个套筒3225,且套筒3225可拆卸地套接在齿片段322的杆体。基于上述的结构设置,首先叶片段321与齿片段322之间的可拆卸使得该两者在制造时可以各自单独制造,装配时再拼装起来,降低制造难度。同时,混合齿片3221也可以单独拆卸,当有个别的混合齿片3221损坏时,可以将该混合齿片3221及其所对应的套筒3225拆下后更换上新的,这就无需整条更换,维护成本低;此外,在清洗的时候也可以拆开后再清洗,清洗方便。优选地,叶片段321的杆体与齿片段322的杆体借助螺纹结构连接,制造方便且拆装方便。优选地,齿片段322的杆体的两端均螺接有锁紧件323,锁紧件323从两端夹紧套筒3225使套筒3225相对于杆体固定,该固定指的使不仅使套筒3225轴向固定,同时也使套筒3225周向固定,也即套筒3225不相对杆体旋转。
在本实施例中,混合齿片3221为V字形,混料腔3112的内周直径d5为70-80mm,齿片段322的外周直径比混料腔3112的内周直径d5小3-5mm。经测试,上述混合齿片3221的形状及混料腔3112的尺寸范围用于人造石混料效果较好。
人造石制备方法实施例一
本实施例提供了一种人造石制备方法,其使用上述的人造石浇注一体机制造人造石,包括以下步骤:a、向真空搅拌罐内加入不饱和树脂和促进剂,以转速500r/min搅拌5min;b、向真空搅拌罐内继续加入石质材料,以转速60r/min搅拌60min;c、把真空搅拌罐内的物料借助填料泵泵送至真空混合器并浇注,期间在真空混合器内加入固化剂,填料泵泵送物料的速度为14㎏/min,加入固化剂的速度为28g/min;d、浇注完成后使浇注体静止固化20min,之后进行85℃环境下3h的恒温时效固化,得到成品;其中,各物料的重量份为,不饱和树脂78份,石质材料19份,促进剂0.15份,固化剂0.15份;生产过程中该人造石浇注一体机内部的真空压力维持在-0.08MPa。
通过该实施例制得的人造石产品硬度高,平整度好,气泡少,符合JC/T908-2013人造石国家标准。
人造石制备方法实施例二
本实施例提供了一种人造石制备方法,其使用上述的人造石浇注一体机制造人造石,包括以下步骤:a、向真空搅拌罐内加入不饱和树脂和促进剂,以转速300r/min搅拌10min;b、向真空搅拌罐内继续加入石质材料,以转速120r/min搅拌40min;c、把真空搅拌罐内的物料借助填料泵泵送至真空混合器并浇注,期间在真空混合器内加入固化剂,填料泵泵送物料的速度为16㎏/min,加入固化剂的速度为32g/min;d、浇注完成后使浇注体静止固化30min,之后进行100℃环境下2h的恒温时效固化,得到成品;其中,各物料的重量份为,不饱和树脂80份,石质材料20份,促进剂0.18份,固化剂0.18份;生产过程中该人造石浇注一体机内部的真空压力维持在-0.06MPa。
通过该实施例制得的人造石产品硬度高,平整度好,气泡少,符合JC/T908-2013人造石国家标准。
人造石制备方法实施例三
本实施例提供了一种人造石制备方法,其使用上述的人造石浇注一体机制造人造石,包括以下步骤:a、向真空搅拌罐内加入不饱和树脂和促进剂,以转速400r/min搅拌8min;b、向真空搅拌罐内继续加入石质材料,以转速100r/min搅拌50min;c、把真空搅拌罐内的物料借助填料泵泵送至真空混合器并浇注,期间在真空混合器内加入固化剂,填料泵泵送物料的速度为15㎏/min,加入固化剂的速度为30g/min;d、浇注完成后使浇注体静止固化25min,之后进行95℃环境下2.5h的恒温时效固化,得到成品;其中,各物料的重量份为,不饱和树脂79.6份,石质材料20份,促进剂0.2份,固化剂0.2份;生产过程中该人造石浇注一体机内部的真空压力维持在-0.08MPa。
通过该实施例制得的人造石产品硬度高,平整度好,气泡少,符合JC/T908-2013人造石国家标准。
综上,本发明所提供的人造石浇注一体机及人造石制备方法能够解决现有技术中需要进行附加消泡工序和流量小所导致的生产效率低的问题。
在不冲突的情况下,上述的实施例及实施例中的特征可以相互组合。
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
- 一种环氧胶粘剂和其制备的人造石及其制备方法
- 一种纤维混凝土增韧水泥基无机人造石板材及其制备方法
- 一种以非天然矿物为主料的人造石及其制备方法
- 一种多层人造石及其制备方法
- 一种装饰用人造石英石及其制备方法
- 一种抗菌人造石的制备方法及制备的抗菌人造石
- 一种抗菌人造石板材的制备方法及制备的抗菌人造石板材