一种针对钢箱梁顶板U肋现场对接焊缝的热处理设备
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及钢箱梁拼接焊份热处理技术领域,具体为一种针对钢箱梁顶板U肋现场对接焊缝的热处理设备。
背景技术
正交异性钢桥面结构因自重轻、刚度大已经成为大跨度钢桥的桥面板主要结构形式,传统的正交异性桥面结构中存在大量的焊缝,容易产生焊接变形,并在焊缝和热影响区产生焊接残余应力,形成材料金相组织和力学的薄弱部位,导致钢桥面在服役时产生的变形、早期开裂、应力腐蚀、疲劳断裂和脆性断裂等病害,直接影响结构的服役寿命,为了解决这一问题,在国内出现了通过实施焊接后整体退火工艺处理消除正交异性钢桥面板残余应力的工艺技术,该技术通过退火处理,降低板单元组装与焊接时产生的残余应力,可达到减少由焊接残余应力导致的疲劳裂纹,延长正交异性钢桥面的疲劳寿命的效果;
该技术仅能部分消除由于工厂加工焊接产生的残余应力,正交异性钢桥面板在生产加工过程中,为了方便钢箱梁的运输及现场安装,通常将结构划分为一定长度的节段,在相邻节段间预留一定长度的U肋嵌补段,分别与相邻节段U肋连接实现拼装,该U肋对接焊缝仍存在为消除焊接的残余应力;
特别对于顶板U肋现场焊接焊缝,由于现场施焊时多采用仰焊,加之受现场施焊条件影响,焊接质量较难保证,在钢桥服役期间,经常出现由纵肋底板焊缝萌生、沿着焊缝向纵肋腹板扩展的疲劳裂纹,因此在实际工程中纵肋拼接焊缝是抗疲劳设计与评估的重点关注细节之一;
针对授权号CN207176027U公开的一种火电厂集箱接管角焊缝的现场焊后热处理机构,覆盖合金钢集箱筒体预设轴向长度和该长度范围内待处理锥形角焊缝底部面积以外的合金钢集箱筒体外表面面积的第一柔性陶瓷加热器;覆盖合金钢小管预设轴向长度和该长度范围内合金钢小管外表面面积及待处理锥形角焊缝全部锥形外表面的第二柔性陶瓷加热器;分别设置在合金钢集箱筒体、待处理锥形角焊缝和合金钢小管外表面的合金钢集箱筒体测温热电偶、锥形角焊缝测温热电偶和合金钢小管测温热电偶;采用本实用新型热处理机构既可以得到不同部件的真实准确温度、使焊缝得到有效热处理,又可以防止小管出现过烧现象;
上述对比文件中,主要是通过现有的热电偶来对合金钢集箱筒体、锥形角焊缝以及合金钢小管进行局部测温,以此提高不同部件在热处理时的真实准确温度,在实现合金钢集箱筒体、锥形角焊缝和合金钢小管外侧进行升温热处理时,主要是通过铁丝用缠绕的方式将柔性陶瓷加热器包覆在合金钢集箱筒体、锥形角焊缝和合金钢小管外侧,从而完成对合金钢集箱筒体、锥形角焊缝和合金钢小管进行热处理的工作,该方案中存在着两个问题:该方案仅仅只通过铁丝来将柔性陶瓷加热器包覆在合金钢集箱筒体、锥形角焊缝和合金钢小管件外表面,而铁丝在对柔性陶瓷加热器进行缠绕包裹后,一方面柔性陶瓷加热器升温的热量散发速度太快,导致在对合金钢集箱筒体、锥形角焊缝和合金钢小管外侧进行升温热处理时,效率太低,同时合金钢集箱筒体、锥形角焊缝和合金钢小管外侧无法达到预定的高温进行热处理,另一方面如果通过铁丝对柔性陶瓷加热器的缠绕,会导致柔性陶瓷加热器贴合合金钢集箱筒体、锥形角焊缝和合金钢小管外表面的松紧度不同,从而很难提高各部件热处理的均匀性,另外该方案中通过铁丝来对柔性陶瓷加热器进行固定的方式,不便于操作人员对该设备进行拆卸,因此会增加操作人员的工作量,且还会耗费时间,同时不方便对较长的钢箱梁现场进行稳定的局部热处理操作,因此,有必要提供一种针对钢箱梁顶板U肋现场对接焊缝的热处理设备解决上述技术问题。
发明内容
本发明的目的在于提供一种针对钢箱梁顶板U肋现场对接焊缝的热处理设备,以解决上述背景技术中提出对较长的钢箱梁现场拼接焊缝局部热处理操作稳定性差的问题,本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案。
为实现上述目的,本发明提供如下技术方案:一种针对钢箱梁顶板U肋现场对接焊缝的热处理设备,包括位于U肋底部能够对其现场对接缝焊处热处理时起到保温效果的U肋加热保温结构,所述U肋加热保温结构包括金属外壳、电磁铁和金属连接板,所述金属外壳底部前后两侧均连接有用于将其点焊固定U肋底部的金属连接板,所述金属外壳上方左右两侧均安装有可对金属外壳临时固定在U肋上方面板底部的电磁铁,所述U肋加热保温结构左侧连接有可对其起到温控操作的温度控制箱。
在进一步实施例中,所述U肋加热保温结构还包括贴合在U肋外表面及上方左右两侧焊角的电加热片,所述电加热片内侧面阵列分布有用于U肋外表面在热处理时起到测温作用的热电偶,所述电加热片外侧包覆有保温层,所述保温层位于金属外壳内侧面。
在进一步实施例中,所述电加热片截面形状与所述U肋和所述金属外壳的截面形状相同。
在进一步实施例中,所述电磁铁上方与所述U肋顶部的面板为相吸设置。
在进一步实施例中,所述金属连接板通过点焊将所述金属外壳与所述U肋进行固定。
在进一步实施例中,所述温度控制箱通过导线与U肋加热保温结构相连。
与现有技术相比,本发明的有益效果是:
1、本发明,设置有U肋加热保温结构,通过电加热片和金属外壳,能够使得电加热片外侧面用最平整和均匀的力完全贴合于U肋外侧及上方左右两侧的焊角处,与现有的技术相比,以此达到了均匀对U肋对接焊缝进行退火热处理,从而更加均匀的消除了应力;
2、本发明,设置有保温层和连接板,通过保温层还能对升温的电加热片和U肋在热处理过程中,放置温度散发,起到保温锁温的效果,且通过连接板与U肋底部点焊的临时固定方式,避免了电磁铁因退火过程中温度升高磁性下降,即导致磁性失效难以将U肋加热保温结构固定在U肋外侧的问题,实现了设备在使用过程中具有可靠的稳定性,同时还能对该处的U肋热处理完成后便于了操作人员拆卸的作用,与现有的技术相比,该设备可以更加方便的实现对钢箱梁桥U肋现场对接焊缝的局部退火处理,增加了整体的稳定性和便捷性。
附图说明
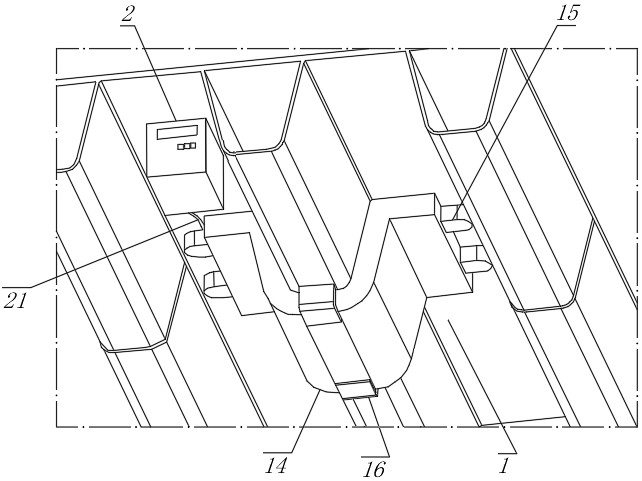
图1为本发明提供的针对钢箱梁顶板U肋现场对接焊缝的热处理设备的一种较佳实施例的结构示意图;
图2为图1所示电磁铁与金属外壳的安装结构示意图;
图3为图1所示保温层与电加热片的安装结构示意图。
图中:1、U肋加热保温结构;11、电加热片;12、热电偶;13、保温层;14、金属外壳;15、电磁铁;16、金属连接板;2、温度控制箱;21、导线。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,本发明提供的一种实施例:一种针对钢箱梁顶板U肋现场对接焊缝的热处理设备,包括U肋加热保温结构1、电加热片11、热电偶12、保温层13、金属外壳14、电磁铁15、金属连接板16、温度控制箱2和导线21,位于U肋底部能够对其现场对接缝焊处热处理时起到保温效果的U肋加热保温结构1,U肋加热保温结构1包括金属外壳14、电磁铁15和金属连接板16,金属外壳14底部前后两侧均连接有用于将其点焊固定U肋底部的金属连接板16,金属外壳14上方左右两侧均安装有可对金属外壳14临时固定在U肋上方面板底部的电磁铁15,U肋加热保温结构1左侧连接有可对其起到温控操作的温度控制箱2。
实施例
请参阅图1-3,U肋加热保温结构1还包括贴合在U肋外表面及上方左右两侧焊角的电加热片11,电加热片11内侧面阵列分布有用于U肋外表面在热处理时起到测温作用的热电偶12,电加热片11外侧包覆有保温层13,保温层13位于金属外壳14内侧面,电加热片11截面形状与U肋和金属外壳14的截面形状相同,电磁铁15上方与U肋顶部的面板为相吸设置,金属连接板16通过点焊将金属外壳14与U肋进行固定,温度控制箱2通过导线21与U肋加热保温结构1相连,首先针对不同型号的U肋选择相应尺寸的热处理设备,接着将U肋加热保温结构1和金属外壳14安装在U肋下方外侧,然后通过电磁铁15在通电产生磁性的情况下,使得电磁铁15上方与U肋上方的面板相吸进行临时固定,由于U肋加热保温结构1主要通过电加热片11、热电偶12、保温层13、金属外壳14、电磁铁15和金属连接板16组装而成,金属外壳14内侧设置有保温层13,在保温层13外侧连接有电加热片11,且电加热片11外侧阵列分布有热电偶12,并且电加热片11贴合于U肋外侧和上方左右两侧焊角处,另外将金属外壳14底部前后两侧的金属连接板16两侧上端与U肋底部通过点焊的方式固定连接,而后通过温度控制箱2配合着导线21来对电加热片11加热到预定温度,配合着保温层13来对加热的温度进行保温隔热,通过热电偶12来跟踪监测退火温度,以上结构的设置,相较于背景技术中的对比文件,能够通过电加热片11外侧面用最平整和均匀的力完全贴合于U肋外侧及上方左右两侧的焊角,以此达到了均匀对U肋对接焊缝进行退火热处理,从而更加均匀的消除了应力,另外还能通过保温层13对升温的电加热片11和U肋起到保温锁温的效果,同时该设备可以方便的实现对钢箱梁桥U肋现场对接焊缝的局部退火处理,通过连接板与U肋底部点焊的临时固定方式,弥补了电磁铁15因退火过程中温度上升铁磁性下降,导致磁性失效的缺点,实现了装置在使用过程中的可靠固定。
工作原理:如图1-3所示,首先针对不同型号的U肋选择相应尺寸的热处理设备,接着将U肋加热保温结构1和金属外壳14安装在U肋下方外侧,然后通过电磁铁15在通电产生磁性的情况下,使得电磁铁15上方与U肋上方的面板相吸进行临时固定,由于U肋加热保温结构1主要通过电加热片11、热电偶12、保温层13、金属外壳14、电磁铁15和金属连接板16组装而成,金属外壳14内侧设置有保温层13,在保温层13外侧连接有电加热片11,且电加热片11外侧阵列分布有热电偶12,并且电加热片11贴合于U肋外侧和上方左右两侧焊角处,另外将金属外壳14底部前后两侧的金属连接板16两侧上端与U肋底部通过点焊的方式固定连接,而后通过温度控制箱2配合着导线21来对电加热片11加热到预定温度,配合着保温层13来对加热的温度进行保温隔热,通过热电偶12来跟踪监测退火温度,以上结构的设置,相较于背景技术中的对比文件,能够通过电加热片11外侧面用最平整和均匀的力完全贴合于U肋外侧及上方左右两侧的焊角,以此达到了均匀对U肋对接焊缝进行退火热处理,从而更加均匀的消除了应力,另外还能通过保温层13对升温的电加热片11和U肋起到保温锁温的效果,同时该设备可以方便的实现对钢箱梁桥U肋现场对接焊缝的局部退火处理,通过连接板与U肋底部点焊的临时固定方式,弥补了电磁铁15因退火过程中温度上升铁磁性下降,导致磁性失效的缺点,实现了装置在使用过程中的可靠固定,由此,完成一系列工作。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种针对钢桥纵肋对接焊缝疲劳开裂的加固系统及方法
- 一种桥梁钢箱梁顶板变截面U型加劲肋结构